Изобретение относится к керамике и может быть использовано для получения керамических изделий со сквозными каналами, применяемых в качестве фильтров, служащих основой для экранов-преобразователей ионизирующего излучения, носителей катализаторов, рассекателей газовых и жидкостных потоков, пламени и др.
Известен способ получения керамических изделий со сквозными каналами, включающий изготовление заготовки путем литья термопластичного шликера, введение в тело заготовки нагретого инструмента-проволоки, колеблющейся с ультразвуковой частотой, охлаждение проволоки, извлечение последней и проведение обжига заготовки с образованными в ней каналами [1].
Однако данный способ применим в основном для получения одиночных каналов. Недостатком этого способа является невысокая объемная доля сквозных каналов, которые могут быть образованы в термопластичной отливке.
Известен также способ получения керамических изделий со сквозными каналами, включающий покрытие поверхности конических металлических стержней слоем парафина (или стеарина), погружение вертикально пучка таких стержней в форму с керамической массой, содержащей связку, затвердевающую в процессе полимеризации, извлечение пучка стержней из затвердевшей массы путем их нагревания до температуры плавления слоя парафина на металлических стержнях и термообработку заготовки с образованными в ней каналами [2].
Данный способ хотя и позволяет получать керамическую заготовку с высокой объемной долей каналов (30-40 об.%), но диаметр каналов при этом достаточно велик (1-3 мм), а следовательно, велика и площадь поперечного сечения канала (7,85˙10-3 см2).
Известен способ получения керамической матрицы со сквозными каналами, включающий формование шликерной керамической массы с направленно расположенными в ней непрерывными хлопчатобумажными волокнами, термообработку заготовки и спекание [3].
Следует заметить, что расстояние между хлопчатобумажными волокнами не менее 1 мм. Полученная матрица имеет низкое качество из-за невысокой объемной доли цилиндрических каналов, образующихся в ней после термообработки. Процесс характеризует невысокий процент выхода годных изделий.
Однако для некоторых изделий, например основания для экранов в преобразователях ионизирующего излучения, необходимо получение заготовок со сквозными каналами, у которых высока объемная доля каналов (50-70%) при уменьшении их площади поперечного сечения.
Техническим решением, наиболее близким к данному, является способ получения керамической матрицы со сквозными каналами, включающий нанесение на нить, выполненную из сгораемого материала, пластичной шликерной массы, укладку параллельно расположенных нитей, термообработку и спекание [4].
Данный способ не позволяет достичь высокой объемной доли каналов.
Целью изобретения является увеличение объемной доли каналов и процента выхода годных матриц.
Это достигается за счет того, что согласно способу получения керамической матрицы со сквозными каналами, включающему формование шликерной керамической массы с направленно расположенными в ней непрерывными хлопчатобумажными волокнами, термообработку заготовки и спекание, предварительно хлопчатобумажные волокна пропитывают парафином, наносят на их покрытие толщиной 0,011-0,11 мм из термопластичной шликерной массы, а формование проводят путем послойной укладки полученных волокон в нагретую до 40-50оС форму с одновременным уплотнением каждого слоя при давлении 0,005-0,01 МПа, полученную заготовку нагревают до 57-60оС и выдерживают в течение 0,5-1,0 ч и перед спеканием образованные сквозные каналы продувают сжатым воздухом.
Предварительная пропитка хлопчатобумажных волокон парафином исключает возможность покрытия волокон термопластичной шликерной массой, что обеспечивает получение бездефектных сквозных проницаемых каналов в матрице. Нанесение покрытия толщиной менее 0,011 мм из термопластичной шликерной массы на пропитанное парафином волокно приводит к разрыву его сплошности. Увеличение толщины покрытия более 0,11 мм нецелесообразно, так как снижается объемная доля каналов в матрице, что влияет на качество матрицы. Послойная укладка волокон с покрытием в нагретую форму с одновременным уплотнением каждого слоя обеспечивает соединение волокон и образование равноплотной заготовки, причем при нагреве формы менее 40оС не происходит соединение волокон по боковым поверхностям из-за недостаточного разогрева (размягчения) шликерной массы, а при нагреве формы свыше 50оС происходит выдавливание шликерной массы из зоны контакта поверхностей волокон.
Следует отметить, что уплотнение каждого слоя волокон при давлении менее 0,005 МПа не обеспечивает плотного контакта между волокнами, а при давлении более 0,01 МПа происходят деформация самих волокон и изменение их прямолинейности, что снижает качество получаемых годных матриц. Для залечивания микрополостей (микропор) в заготовке, образование которых возможно за счет попадания воздушных включений (пузырей) в шликерную массу после формования, заготовку нагревают и выдерживают при этой температуре. При этом нагрев заготовки менее 57оС и выдержка менее 0,5 ч не обеспечивают процесса залечивания микрополостей в заготовке из-за недостаточного размягчения шликерной массы и ее высокой вязкости.
Увеличение температуры нагрева заготовки свыше 60оС приводит и к частичному выдавливанию шликерной массы из зоны контакта волокон, а увеличение времени выдержки более 1,0 ч нецелесообразно, так как залечивание микропор происходит раньше этого времени. Образованные сквозные каналы после выгорания связующей массы и волокон перед спеканием продувают сжатым воздухом. Эта операция приводит к полному освобождению каналов от посторонних примесей, в противном случае происходят изменение прямолинейной направленности каналов и ухудшение их качества.
В процессе проведения патентного поиска не обнаружены технические решения с признаками, сходными с отличительными признаками заявляемого технического решения, поэтому данное техническое решение соответствует критерию "существенные отличия".
Сущность предложенного способа заключается в следующем. Непрерывное хлопчатобумажное волокно пропитывают расплавом парафина, затем наносят термопластичную шликерную массу, толщина покрытия при этом составляет 0,011-0,11 мм. Далее в металлическую форму, нагретую до 40-50оС, послойно в горизонтальной плоскости укладывают волокна с одновременным уплотнением каждого слоя при давлении 0,005-0,01 МПа. За счет нагретой формы покрытие на волокнах размягчается и после уплотнения каждого из слоев волокон происходит их последовательное соединение. После заполнения всего объема формы уплотненными волокнами с покрытием ее помещают в сушильный шкаф и нагревают до 57-60оС с последующей выдержкой при этой температуре в течение 0,5-1,0 ч. Далее форму охлаждают, извлекают заготовку и проводят термообработку в муфельной печи. При этом для удаления из заготовки связующего (парафина) в тигель, заполненную порошком глинозема, опускают заготовку и нагревают до 300оС. В процессе термообработки волокна в заготовке обугливаются. Далее заготовку извлекают из порошка глинозема и в муфельной печи нагревают уже до 1200оС в течение 1 ч. После этой операции происходят окончательное выгорание волокон и образование сквозных каналов, которые продувают струей сжатого воздуха под давлением 2-4 атм. После этого матрицу спекают при 1550-1600оС.
П р и м е р 1. Непрерывное хлопчатобумажное волокно (нить) 1,0 мм и длиной 100 м погружают в емкость с расплавом парафина, температура которого 90оС, и выдерживают в течение 1 ч. За конец волокно извлекают из расплава и протягивают всю нить через калибровочное отверстие в металлической пластине, диаметр которого 1,1 мм, для снятия излишка (наплава) парафина с поверхности волокна. Поверхность пропитанного парафином хлопчатобумажного волокна полируют мягкой тканью. Полученное волокно погружают в нагретую до 98оС термопластичную шликерную массу, состоящую из мас.%: алюмооксидный порошок марки ВК-94-1 90, парафин 8, воск 2, снова за конец волокно извлекают из шликерной массы и протягивают через калибровочное отверстие, выполненное в металлической пластине, диаметр которого превышает диаметр х/б волокна на величину толщины шликерного покрытия (в данном случае диаметр отверстия - 1,11 мм, толщина шликерного покрытия 0,055 мм). Далее берут металлическую форму размером 30х30 мм, внутренняя поверхность которой покрыта тефлоновой пленкой, нагревают до 40оС и укладывают в нее горизонтально отрезки волокон длиной 50 мм. Давлением 0,005 МПа от пресса типа П-10 каждый слой размягченных волокон уплотняют, что приводит к соединению слоев друг с другом. Проводят набор слоев до заполнения формы (высота 30 мм), затем помещают форму в сушильный шкаф, нагревают до 57оС и выдерживают в течение 0,5 ч. Вынимают форму из сушильного шкафа, охлаждают и извлекают заготовку. Помещают ее в тигель объемом 200 мм и заполненным порошком технического глинозема в количестве 150 г, помещают тигель с заготовкой в муфельную печь, нагревают до 300оС, выдерживают при этой температуре 15 мин, а затем печь выключают, охлаждают тигель с заготовкой. После охлаждения тигель вынимают из муфельной печи, освобождают заготовку от порошка глинозема, высыпая его на чистую поверхность стола, снова помещают заготовку в муфельную печь, нагревают до 1200оС и выдерживают при этой температуре 60 мин. Затем печь выключают и охлаждают заготовку до комнатной температуры вместе с печью. Заготовку вынимают, полученные сквозные каналы продувают через насадку диаметром 1 мм от компрессора под давлением 2 атм на расстоянии от заготовки 100-150 мм струей сжатого воздуха. После этого заготовку помещают в отжиговую печь и спекают в воздушной атмосфере при 1600оС в течение 60 мин. Полученная матрица имеет линейную усадку 10%, диаметр каналов 0,9 мм, объемная доля каналов матрицы составляет не менее 63,5 об.%.
П р и м е р 2. Непрерывное хлопчатобумажное волокно (нить) длиной 100 м погружают в емкость с расплавом парафина, температура которого 90оС и выдерживают в течение 1 ч. За конец волокно извлекают из расплава и протягивают всю нить через калибровочное отверстие в металлической пластине, диаметр волокна 0,088 мм. Поверхность пропитанного парафином х/б волокна полируют мягкой тканью. Полученное волокно погружают в нагретую до 98оС термопластичную шликерную массу, состоящую из, мас.%: алюмооксидный порошок марки ВК-94-1 90, парафин 8, воск 2, и снова за конец волокно извлекают из шликерной массы и протягивают через калибровочное отверстие. Толщина покрытия 0,011 мм. Далее берут металлическую форму размером 30х30 мм, внутренняя поверхность которой покрыта тефлоновой пленкой, нагревают до 45оС и укладывают в нее горизонтально отрезки волокон длиной 50 мм. Давлением 0,0075 МПа от пресса типа П-10 каждый слой размягченных волокон уплотняют, что приводит к соединению слоев друг с другом. Проводят набор слоев до заполнения формы (высота 30 мм), затем помещают форму в сушильный шкаф, нагревают до 58оС и выдерживают в течение 0,75 ч. Вынимают форму из сушильного шкафа, охлаждают и извлекают заготовку. Помещают ее в тигель (объем 200 мл), заполненный порошком технического глинозема в количестве 150 г, помещают тигель с заготовкой в муфельную печь, нагревают до 300оС, выдерживают при этой температуре 15 мин, а затем печь охлаждают совместно с тигелем и заготовкой. Заготовку извлекают, после охлаждения из тигеля освобождают от порошка глинозема, высыпая его на чистую поверхность стола, снова помещают заготовку в муфельную печь, нагревают до 1200оС и выдерживают при этой температуре 60 мин. Затем печь выключают и охлаждают заготовку до комнатной температуры вместе с печью. Заготовку вынимают, полученные сквозные каналы продувают через насадку диаметром 1 мм от компрессора под давлением 2 атм на расстоянии 100-150 мм от заготовки струей сжатого воздуха. После этого заготовку помещают в отжиговую печь и спекают в вакууме при 1550оС в течение 60 мин. Полученная матрица имеет диаметр каналов 0,08 мм, объемная доля каналов в матрице не менее 50,2 об.%.
П р и м е р 3. Непрерывное хлопчатобумажное волокно (нить) длиной 100 м погружают в емкость с расплавом парафина, температура которого 90оС, и выдерживают в течение 1 ч. За конец волокно извлекают из расплава и протягивают всю нить через калибровочное отверстие в металлической пластине, диаметр волокна 0,88 мм. Поверхность пропитанного парафином х/б волокна полируют мягкой тканью. Полученное волокно погружают в нагретую до 98оС термопластичную шликерную массу, состоящую из, мас.%: алюмооксидный порошок марки ВК-94-1 90, парафин 8, воск 2, снова за конец волокно извлекают из шликерной массы и протягивают через калибровочное отверстие. Толщина покрытия 0,11 мм. Далее берут металлическую форму размером 30х30 мм, внутренняя поверхность которой покрыта тефлоновой пленкой, нагревают до 50оС и укладывают в нее горизонтально отрезки волокон длиной 50 мм. Давлением 0,005 МПа от пресса типа П-10 каждый слой размягченных волокон уплотняют, соединяя их друг с другом. Проводят набор слоев до заполнения формы (высота 30 мм), затем помещают форму в сушильный шкаф, нагревают до 60оС, в течение 0,5 ч выдерживают при этой температуре. Вынимают форму из сушильного шкафа, охлаждают и извлекают заготовку. Помещают ее в тигель (объем 200 мл), заполненный порошком технического глинозема в количестве 150 г, помещают тигель с заготовкой в муфельную печь, нагревают до 300оС, выдерживают при этой температуре 15 мин. Затем печь охлаждают совместно с тиглем и заготовкой. Заготовку извлекают из тигля после охлаждения, освобождают от порошка глинозема, высыпая в муфельную печь. Нагревают ее до 1200оС и выдерживают при этой температуре 60 мин. Затем печь выключают и охлаждают заготовку до комнатной температуры вместе с печью. Заготовку вынимают, полученные сквозные каналы продувают через насадку диаметром 1 мм от компрессора под давлением 2 атм на расстоянии 100-150 мм от заготовки струей сжатого воздуха. После этого заготовку помещают в отжиговую печь и спекают в воздушной атмосфере при 1600оС в течение 60 мин. Полученная матрица имеет диаметр каналов 0,8 мм, объемная доля каналов в матрице - не ниже 50,2 об.%.
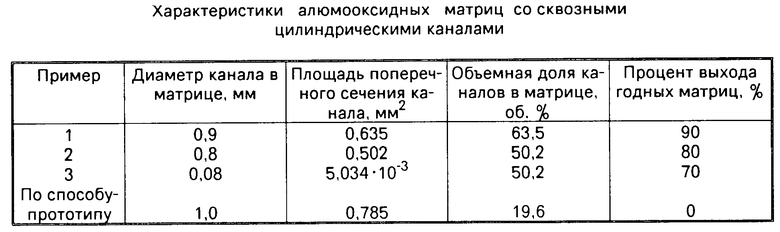
Сопоставительный анализ известного и предлагаемого способов приведен в таблице.
Следует заметить, что примеры 1, 2, 3 по предлагаемому способу выполнены при использовании крайних и средних значений технологических параметров. Режимы термообработок матриц в обоих способах были одинаковыми. Для матриц в обоих способах был использован оксид алюминия марки ВК-94-1. Как следует из данных таблицы, объемная доля каналов в матрице по предлагаемому способу более чем в 2 раза превышает объемную долю каналов в матрице, полученной по способу-прототипу, при этом возможно снижение площади поперечного сечения канала на 2 порядка. Суммарную площадь, занимаемую каналами в поперечном сечении матрицы, равном 1 см2 (S), а также объемную долю каналов в 1 см3 (V) определяют по формуле
V%=S%=  ·
· 

 100
100
где d - диаметр канала,
Δ l - толщина покрытия волокон после спекания с учетом 10% линейной усадки.
Для оценки процента выхода годных матриц после спекания выбирают партию матриц в количестве 10 штук. Годной считают матрицу, не имеющую никаких поверхностных дефектов (трещины, царапины, сколы, несплошности стенок между соседними каналами). Кроме того, внутренняя поверхность каналов не должна содержать припекшихся к ней частиц порошка и агрегатов этих частиц. Оценку проводят путем анализа матриц партии под оптическим микроскопом.
Таким образом, предложенный способ позволяет улучшить качество получаемых матриц со сквозными каналами путем увеличения объемной доли каналов с одновременным уменьшением диаметра сквозных каналов, а также увеличить процент выхода годных изделий.
Изобретение относится к керамике и может быть использовано для получения керамических изделий, применяемых в качестве фильтров, служащих основой для экранов преобразователей ионизирующего излучения. Сущность изобретения: хлопчатобумажное волокно пропитывают парафином. Наносят на волокна термопластичную шликерную массу толщиной 0,011 - 0,11 мм. Затем в металлическую форму, нагретую до 40 - 50°С, послойно укладывают волокна с одновременным уплотнением каждого слоя при давлении 0,005 - 0,01 МПа, далее форму нагревают до 57 - 60°С с последующей выдержкой при этой температуре в течение 0,5 - 1,0 ч, проводят термообработку, полученные каналы в матрице продувают сжатым воздухом и ведут процесс спекания при 1550 - 1600°С. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОЙ МАТРИЦЫ СО СКВОЗНЫМИ КАНАЛАМИ, включающий нанесение на нить, выполненную из сгорающего материала, пластичной шликерной массы, укладку параллельно расположенных нитей, термообработку и спекание, отличающийся тем, что, с целью увеличения объемной доли каналов и процента выхода годных матриц, используют хлопчатобумажные волокна, которые предварительно пропитывают парафином, покрытие наносят из термопластичной шликерной массы толщиной 0,011-0,11 мм, укладку нитей осуществляют послойно в нагретую до 40-50oС форму с уплотнением каждого слоя при давлении 0,005-0,01 МПа, после заполнения формы ее нагревают, термообработку ведут при 57-60oС с выдержкой в течение 1 ч, а перед спеканием образовавшиеся сквозные каналы продувают сжатым воздухом.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения сложных эфиров карбоновых кислот | 1985 |
|
SU1493102A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
