Изобретение относится к технологии изготовления волновых твердотельных гироскопов и может быть использовано на предприятиях приборостроительной промышленности при изготовлении гироскопов.
Наиболее перспективными волновыми твердотельными гиpоскопами являются гироскопы с датчиками инерциальной информации, работающие на новом, ранее не использованном принципе - инерциальных свойствах упругих волн. Однако сравнительно простой принцип действия указанного гироскопа до сих пор не нашел широкого применения из-за технологических сложностей его изготовления. Конструкция датчика представляет собой тонкостенную полусферическую оболочку с центральным стержнем, являющимся элементом фиксации [1].
Известен способ изготовления тонкостенных деталей сложного профиля из стекла путем моллирования [2]. Однако этот способ не позволяет получать детали с высокоточными (на уровне оптических) поверхностями, поэтому требуется дополнительная длительная доводка поверхностей, что не позволяет реализовать на практике серийное изготовление данных приборов.
Известен способ получения высокоточных деталей, включающий в себя алмазную обработку и последующую доводку [3].
Недостатком является то, что первоначально обработанная алмазным инcтру-ментом поверхноcть предcтавляет cобой cиcтему микротрещин и волокон, что резко снижает ее механическую прочность. В связи с этим при изготовлении системы миниатюрных периферийных балансировочных элементов возможно механическое их откалывание при доводке после алмазной обработки.
Цель изобретения - повышение выхода годных и возможность выполнения миниатюрных балансировочных элементов.
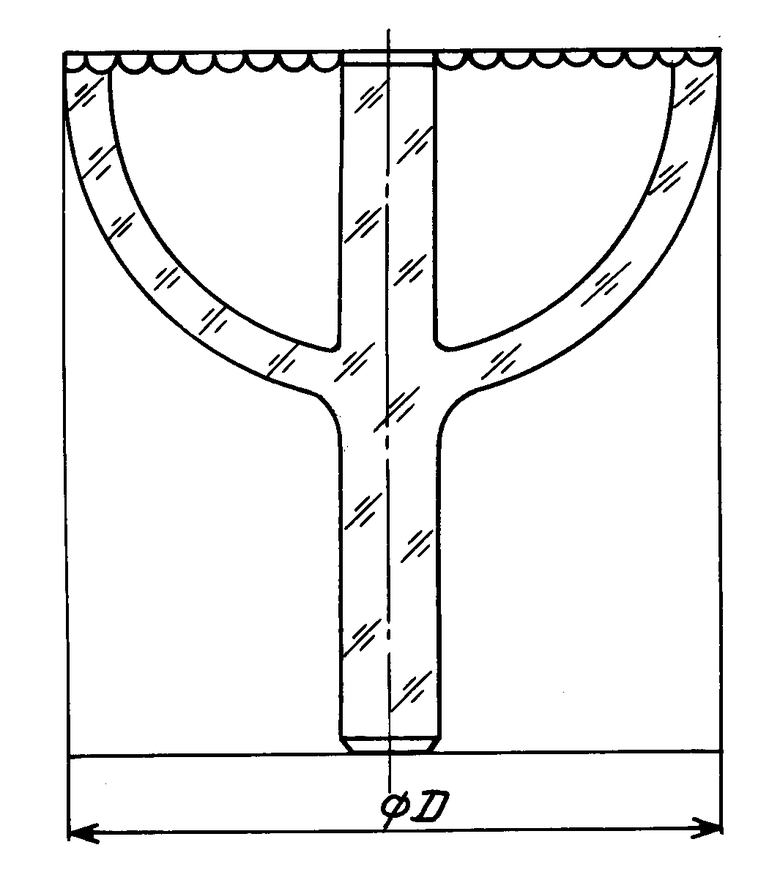
На чертеже представлен алмазный полусферический инструмент для pеализации способа.
П р и м е р. Методом фрезерования алмазной фрезой выполняют на торце цилиндрической заготовки из кварца КУ-I канавки, которые образуют профиль балансировочных элементов мениска датчика. Далее проводят полирование и упрочнение поверхностей полученных канавок. Используют три различных вариантов технологии: механическое шлифование и полирование полиритом с использованием диска из политекса (замша); огневое полирование кислородной горелкой; химическое полирование в растворе 40%-ной фтористоводородной кислоты.
Результаты полирования по различным технологиям позволяют устранить поверхностные дефекты, упрочнить балансировочные элементы и уменьшить брак по сколам и выколкам.
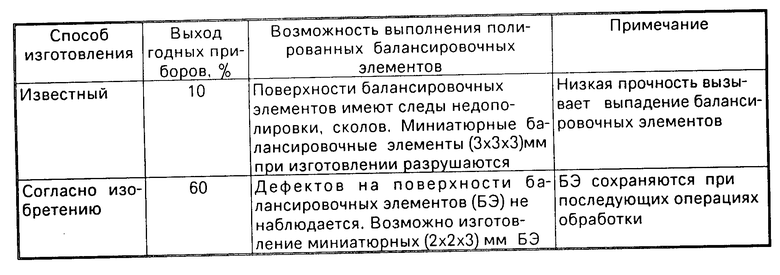
Методом шлифования алмазным полусферическим инструментом, имеющим центральное отверстие, выполняют вогнутую часть датчика и соответствующий ей центральный стержень, после чего проводят химическое упрочнение и полирование обработанных поверхностей. Одновременно изготовили датчик из кварцевого стекла КУ-I по известной технологии. Были изготовлены 2 партии по 10 штук. Результаты отбракованных измерений на выход годных деталей сведены в таблицу.
Как видно из результатов сравнительных испытаний, способ по изобретению позволяет значительно повысить выход годных датчиков при получении возможности одновременно выполнить профиль балансировочных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU1739826C |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| МАЛОГАБАРИТНЫЙ ТВЕРДОТЕЛЫЙ ВОЛНОВОЙ ГИРОСКОП | 2007 |
|
RU2362121C2 |
| Способ обработки оптических деталей | 1990 |
|
SU1710303A1 |
| ТРЕХОСНЫЙ ГИРОСКОПИЧЕСКИЙ БЛОК | 2007 |
|
RU2344287C2 |
| СПОСОБ БАЛАНСИРОВКИ КВАРЦЕВОГО ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2580175C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИРОВАННОГО ЦВЕТНОГО ПОКРЫТИЯ НА МИНЕРАЛЬНОМ ОСНОВАНИИ | 2012 |
|
RU2515674C1 |
Сущность изобретения: в способе изготовления из кварцевого стекла датчика волнового гироскопа сначала на торце заготовки выполняют радиальные канавки, полируют и упрочняют их. Затем алмазным инструментом обрабатывают вогнутую часть и химически упрочняют. После этого обрабатывают алмазным инструментом выпуклую часть и вновь химически упрочняют обработанные поверхности. 1 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА, преимущественно датчика волнового гироскопа, путем формообразования профилированным алмазным интрументом с последующей механической и химической доводкой поверхностей, отличающийся тем, что, с целью повышения выхода годных и возможности выполнения миниатюрных балансировочных элементов, сначала на торце заготовки выполняют радиальные канавки, полируют и упрочняют их, затем алмазным инструментом обрабатывают вогнутую часть и химически упрочняют, после чего обрабатывают алмазным инструментом выпуклую часть и вновь химически упрочняют обработанные поверхности.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кузнецов С.М., Окатов М.А | |||
| Справочник технолога-оптика | |||
| Л.: Машиностроение, 1983, с.174-182. | |||
