Изобретение относится к области горячей обработке металлов давлением, преимущественно к горячей прокатке полос алюминиевых сплавов.
Известен способ получения горячекатаных полос алюминиевых сплавов [1], включающий нагрев слитков, горячую прокатку, смотку в рулон и отжиг рулонов для получения необходимого уровня пластических свойств полос. Операция отжига требует дополнительных энергозатрат, а также сдерживает производительность всего прокатного оборудования.
Наиболее близким по своей технологической сущности к предлагаемому является способ получения горячекатаных листов из алюминия и его низколегированных сплавов [2], включающий нагрев слитков, черновую и чистовую горячую прокатки, смотку в тяжеловесные рулоны при температуре до 330оС и выдержку полосы в рулоне при этой температуре. Длительная выдержка полосы при этой температуре, занимая операцию отжига, обеспечивает протекание процесса рекристаллизации и получение необходимого уровня пластических свойств.
Недостатком известного способа является то, что длительная выдержка полосы в рулоне удлиняет технологический процесс и сдерживает рост производительности всего прокатного оборудования.
Целью изобретения является повышение производительности технологического процесса производства горячекатаных полос алюминия технической чистоты за счет ликвидации операции выдержки полосы в рулоне при сохранении заданного уровня пластичности полос.
Поставленная цель достигается тем, что в способе, включающем нагрев слитка, горячую прокатку за несколько проходов и смотку в рулон, согласно изобретению, прокатку в последнем проходе осуществляют при температуре 470-480оС, со скоростью деформации 100-120 с-1 и с относительной степенью обжатия 50-70%.
Способ осуществляется следующим образом. Слитки алюминия технической чистоты нагревают до температуры начала горячей прокатки, затем прокатывают на полунепрерывном или реверсивном стане до конечной толщины. Прокатку в последнем проходе ведут при температуре 470-480оС, со скоростью деформации 100-120 с-1 и с относительной степенью обжатия 50-70%, что обеспечивает прохождение рекристаллизации сразу после окончания горячей деформации на выходе из клети. Необходимость проведения операции выдержки полосы в рулоне после горячей прокатки для достижения разупрочненного состояния отпадает.
Длительность нагрева слитков алюминия технической чистоты составляет 3-6 ч горячей прокатки одного слитка 0,05-0,1 ч, выдержки полосы в рулоне после горячей прокатки 48 ч. При ликвидации операции выдержки полосы в рулоне производительность прокатного цеха с учетом количества установленного в нем оборудования увеличивается на 10-15%.
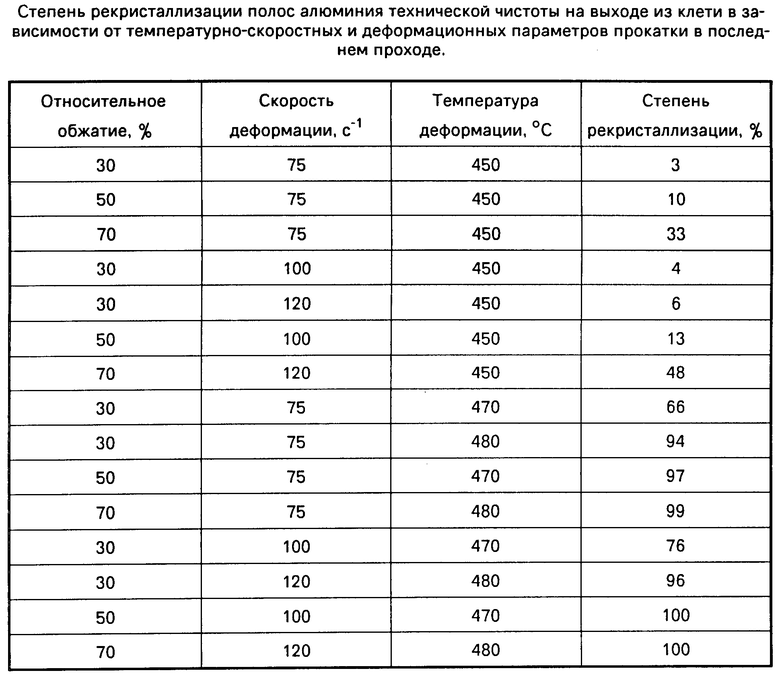
В таблице представлена степень рекристаллизации полос алюминия технической чистоты на выходе из клети в зависимости от температурно-скоростных и деформационных параметров прокатки в последнем проходе по известному и предлагаемому способам.
Из таблицы следует, что полосы прокатываемые по заявленному способу, на выходе из клети после последнего прохода полностью рекристаллизованные (степень рекристаллизации 100%). Увеличение технологических параметров прокатки свыше установленных пределов (температура 470-480оС, скорость деформации 100-120 с-1, относительная степень обжатия 50-70%) не дает увеличения разупрочнения полос (степень рекристаллизации 100%), а вызывает лишь увеличение энергозатрат. Поэтому использование этой области технологических параметров экономически нецелесообразно.
П р и м е р. Осуществляют прокатку полос алюминия технической чистоты размером 4х1300 мм на полунепрерывном широкополосном стане 2800. Скорость прокатки в последней клети непрерывной группы 3,3 м/с, в последнем проходе полосу прокатывают с 7 до 4 мм. Температура деформации в последнем проходе составляет 415оС, скорость деформации - 45,3 см-1, относительное обжатие - 43% . Указанные температурно-скоростные и деформационные параметры прокатки в последнем проходе обеспечивают на выходе из клети степень рекристаллизации 0% (полностью деформированное состояние), что вызывает необходимость выдержки полосы в рулоне при температуре конца прокатки с целью обеспечения прохождения рекристаллизации. Для получения полосы, полностью рекристаллизованной на выходе из последней клети непрерывной группы, назначают следующий режим прокатки. Полосу в последнем проходе прокатывают с 8 до 4 мм, скорость прокатки назначают 7,2 м/с. Температура деформации в последнем проходе составляет 475оС, скорость деформации - 100 с-1, относительное обжатие - 50%. Степень рекристаллизации полосы на выходе из клети после последнего прохода, прокатываемой по предлагаемому режиму, составляет 100%. Необходимость в длительной выдержке полосы в рулоне отпадает, исключение которой позволяет увеличить производительность всего прокатного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения горячекатаных полос из алюминиевого сплава АМГ 2 | 1990 |
|
SU1750756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЛИСТОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ФЕРРИТОАУСТЕНИТНЫХ СТАЛЕЙ | 1995 |
|
RU2077597C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО АЛЮМИНИЯ | 2007 |
|
RU2340701C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Способ изготовления сортовой стали для холодной высадки | 1983 |
|
SU1147762A1 |
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350413C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
Изобретение относится к горячей обработке металлов давлением, преимущественно к горячей прокатке полос алюминиевых сплавов. Способ получения горячекатаных полос из алюминия технической чистоты включает нагрев слитка, горячую прокатку в несколько проходов и смотку в рулон, причем прокатку в последнем проходе осуществляют при 470 - 480°С, со скоростью деформации 100-120 c-1 и с относительной степенью обжатия 50 - 70%. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ АЛЮМИНИЯ ТЕХНИЧЕСКОЙ ЧИСТОТЫ, включающий нагрев слитка, горячую прокладку в несколько проходов и смотку в рулон, отличающийся тем, что, с целью повышения производительности при сохранении заданного уровня пластичности полос, прокатку в последнем проходе осуществляют при 470 - 480oС со скоростью деформации 100-120 с-1 и с относительной степенью обжатия 50 - 70%.
| Балахонцев Г.А | |||
| и др | |||
| Справочник | |||
| Производство полуфабрикатов из алюминиевых сплавов | |||
| М.: Металлургия, 1985, с.352. |
