Изобретение относится к машиностроению, в частности к станкам для шлифования винтовых канавок режущего инструмента, и может быть использовано в станках с программным управлением.
Известны автоматы с программным управлением для шлифования винтовых канавок режущего инструмента, содержащие подвижную каретку, имеющую привод перемещения, действующий от шагового двигателя, установленную на каретке бабку с приводом вращения шпинделя, действующим от шагового двигателя, а также систему программного управления шаговыми двигателями, обеспечивающую винтовое движение заготовки при обработке канавки [1].
Недостатком этих автоматов является наличие в них механизма углового позиционирования с делительным диском и приводом от гидродвигателя, что усложняет конструкцию, наладку и управление автоматом.
Известен автомат [2], у которого механизм деления, как отдельное устройство отсутствует, а угловое позиционирование при обработке канавок обеспечивается путем комбинированного управления шаговыми двигателями приводов перемещения каретки и вращения шпинделя изделия.
Сигналом для начала позиционирования служит момент окончания операции обработки канавки, а при обратном ходе каретки в исходное положение производится кратковременная задержка подачи импульсов на шаговый привод вращения шпинделя и число этих импульсов соответствует интервалу углового позиционирования.
При дальнейшем перемещении каретки наступает момент, когда шпиндель с изделием займет угловое положение, соответствующее началу обработки следующей канавки, то есть, когда шпиндель пройдет в своем поступательном перемещении расстояние, равное t/n, где t - шаг винтовой канавки, n - число винтовых канавок.
В этот момент возобновляется подача импульсов на шаговый привод вращения шпинделя и, следовательно, возобновляется винтовое движение обрабатываемого изделия до выхода его в исходное линейное положение для обработки очередной канавки, где производится переключение движения каретки на рабочий ход.
Недостаток этого способа углового позиционирования, положенного в основу конструкции автомата, состоит в том, что, при изменении шага винтовой канавки или длины обработки изменяется также взаимное угловое положение момента окончания обработки канавки и момента начала обработки следующей канавки. Это вызывает необходимость каждый раз изменять число импульсов, определяющее интервал позиционирования. При работе на автомате оператор вынужден пользоваться заранее составленными таблицами, в которых приведены данные предварительного набора программ для обработки винтовых канавок на каждом конкретном изделии.
Это вызывает потерю времени на переналадку автомата и снижает гибкость управления автоматом в условиях мелкосерийного производства.
Кроме того, зависимость интервала позиционирования от величины шага винтовой канавки и длины обработки вообще не позволяет произвести позиционирование в случае, когда l<  , где l - длина обработки.
, где l - длина обработки.
Наиболее близким по технической сущности является автомат с программным управлением для шлифования винтовых канавок режущего инструмента [3]. В этом автомате исключается влияние изменения параметров винтового движения изделия на процесс углового позиционирования при обработке винтовых канавок за счет непрерывного формирования дополнительной информации о положении шпинделя изделия.
Для достижения этой цели в состав автомата введен датчик исходного углового положения шпинделя бабки изделия при обработке первой канавки, а в систему управления автоматом введен блок формирования сигнала для начала обработки очередной канавки в составе: счетный датчик углового положения шпинделя, сумматор, коммутатор сигналов и задатчик исходных угловых положений шпинделя изделия при обработке всех последующих канавок. С помощью этого блока обеспечивается постоянное сравнение фактического углового положения шпинделя, начиная с момента начала обработки первой канавки, с заранее известным угловым положением шпинделя, в которое он должен выйти для обработки следующей канавки.
После окончания обработки канавки эти два положения сравниваются и результат сравнения поступает на шаговый двигатель привода вращения шпинделя в виде определенной суммы импульсов, которую двигатель должен отработать чтобы вывести шпиндель в исходное угловое положение для обработки очередной канавки.
Недостатком этого автомата является наличие датчика начального углового положения, что снижает точность углового позиционирования. Кроме того, введение в систему управления счетного датчика углового положения, сумматора и коммутатора сигналов усложняет систему управления и программирование.
Целью изобретения является повышение точности и производительности обработки винтовых канавок, а также упрощение конструкции автомата. Указанная цель достигается тем, что за исходное угловое положение для обработки каждой винтовой канавки принимается момент начала обработки этой канавки и, на первом обороте шпинделя, производится отсчет угла между этим началом и программно-заданным заранее известным угловым положением, в которое должен выйти шпиндель для обработки очередной канавки, а, при дальнейшей обработке, отсчитывается каждый полный оборот от этого достигнутого на первом обороте начального положения для обработки очередной канавки. После достижения заданной величины осевого перемещения, когда обработки канавки будет закончена, вращение шпинделя продолжается до завершения, отсчета полного оборота, а осевое перемещение каретки переключается на обратный ход, который продолжается до выхода в исходное положение.
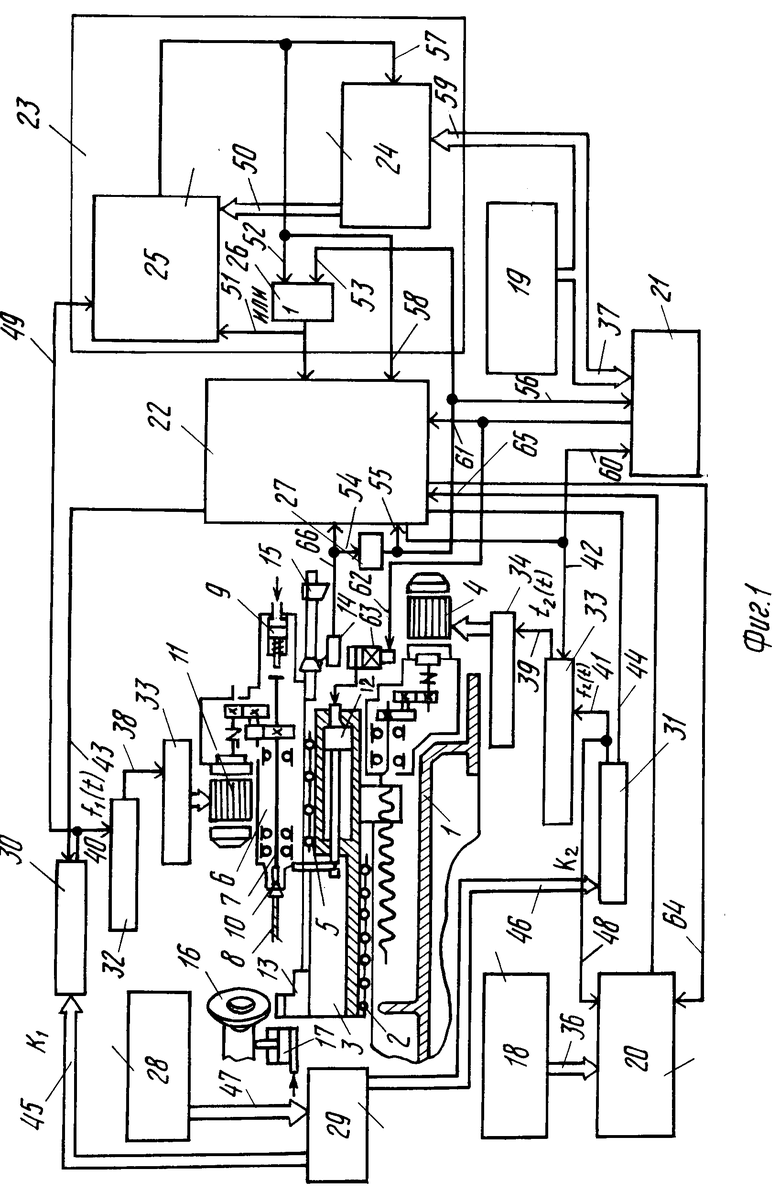
На фиг.1 изображены кинематическая схема станка-автомата и структурная схема системы управления; на фиг.2 - изображена функциональная схема блока управления режимами работы станка-автомата.
На станине 1 установлена подвижно на направляющих 2 каретка 3, которая перемещается от шагового привода 4 со скоростью рабочей подачи. На направляющих 5 каретки 3 установлена бабка 6, имеющая шпиндель 7, в котором установлено обрабатываемое изделие 8, закрепляемое с помощью механизма 9 зажима изделия в цанге 10. Шпиндель 7 получает вращение от шагового привода 11. В каретку 3 встроен поршневой привод 12, который связан с бабкой 6. Действие привода 12 обеспечивает бабке 6 или крайнее переднее положение, где изделие 8 своим передним концом ложится на поддерживающую призму 13, или крайнее заднее положение, где производится смена изделия с помощью манипулятора, который на чертеже не показан. Информация о местонахождении бабки 6 в зоне обработки поступает от конечного выключателя 14, на который воздействует упор 15 при перемещении бабки 6.
Обрабатывающий инструмент 16 приводится в контакт с обрабатываемым изделием 8 с помощью механизма 17.
Система управления автоматом содержит программный переключатель 18 задания длины обработки, программный переключатель 19 задания числа винтовых канавок, счетчик 20 числа импульсов, соответствующих длине обработки, счетчик 21 винтовых канавок, блок 22 управления режимами работы автомата, а так же блок 23 формирования сигнала для начала обработки очередной канавки. В состав этого блока входят: задатчик 24 исходных угловых положений шпинделя, счетчик 25 импульсов интервала позиционирования и полного оборота, а также схема ИЛИ 26. Система управления содержит также формирователь сигналов 27.
Программный переключатель 28 формирования шага обработки, кодирующее устройство 29, делители 30, 31, распределители 32, 33 и усилители 34, 35, входящие в состав системы управления, обеспечивают совместную, согласованную по программе работу шаговых приводов 4 и 11 в процессе образования винтового движения изделия 8 при обработке винтовой канавки. Выходы переключателей 18 и 19 подключены к информационным входам 36 и 37 соответствующих счетчиков 20 и 21. Обмотки двигателей шаговых приводов 4 и 11 подключены к выходам усилителей 34 и 35, входы 38 и 39 которых связаны с выходами распределителей 32 и 33, имеющими кодо-импульсные входы 40 и 41, подключенные к выходам делителей 30 и 31.
Распределитель 33 имеет второй вход 42, связанный со знаковым выходом блока 22. Делители 30 и 31 входами 43 и 44 подключены к импульсным выходам блока 22 и имеют входы 45 и 46, подключенные к выходам кодирующего устройства 29, вход 47 которого связан с импульсным выходом программного переключателя 28 задания шага обработки. Кроме того, кодо-импульсный выход делителя 30 связан с импульсным входом 48 счетчика 20, а кодо-импульсный выход делителя 31 связан с импульсным входом 49 счетчика 25. Информационный вход 50 счетчика 25 соединен с выходом задатчика 24, а установочный вход 51 этого счетчика соединен с выходом схемы 26 ИЛИ, вход 52 которой связан с выходом счетчика 25, а вход 53 соединен с выходом формирователя 27, вход 54 которого подключен к конечному выключателю 14. Выход формирователя 27 подключен также к входу 55 блока 22 и к входу 56 счетчика 21.
Выход счетчика 25 связан также с входом 57 задатчика 24 и со входом 58 блока 22. Задатчик 24 имеет импульсный вход 59, связанный с выходом программного переключателя 19.
Счетчик 21 счетным входом 60 связан с импульсным выходом блока 22, а выход этого счетчика соединен с входом 61 блока 22 и со входом 62 управляющего элемента 63 механизма 12.
Установочный вход 64 счетчика 20 имеет связь с импульсным выходом блока 22, а выход этого счетчика соединен с входом 65 блока 22, имеющим также входы 66 от конечного выключателя 14.
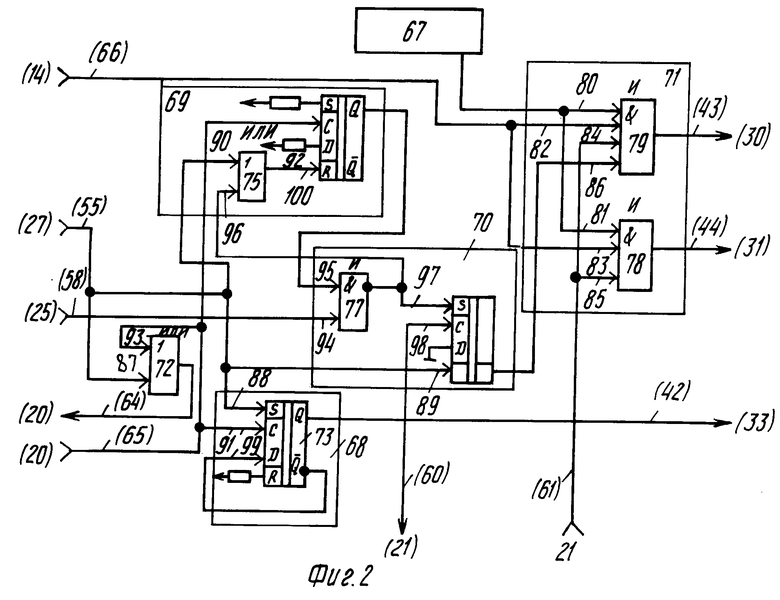
Схема блока 22 управления режимами работы автомата представлена на фиг. 2.
Этот блок содержит генератор 67 рабочих импульсов, обеспечивающий вращение шаговых приводов 4 (см. фиг.1) и 11, схему 68 (см. фиг.2) формирующую сигнал о направлении перемещения изделия 8 (см. фиг.1) при обработке канавки, схему 69 (см. фиг.2), формирующую сигнал окончания обработки канавки, схему 70, формирующую сигнал останова вращения шпинделя 7 (см. фиг. 1) с изделием 8 при достижении углового положения, являющегося исходным для обработки очередной канавки, коммутирующее устройство 71 (см. фиг.2), обеспечивающее управление включением и выключением приводов 4 (см. фиг.1) и 11 в зависимости от состояния схем управления, а также схему ИЛИ 72 (фиг.2).
Схема 68 содержит триггер 73, схема 69 содержит триггер 74 и схему ИЛИ 75, схема 70 содержит триггер 76 и схему И 77, в состав коммутирующего устройства входят схема И 78 и схема И 79.
Генератор 67 подключен к импульсному входу 80 схемы И 79, которая имеет выход связанный со входом 43 (см. фиг.1) делителя 30, и к импульсному входу 81 (см. фиг.2) схемы И 78, которая имеет выход, связанный с входом 44 (см. фиг.1) делителя 31.
Ко входам 82 (см. фиг.2) и 83 схем И 78 и И79 подключен конечный выключатель 14 (см. фиг.1) через вход 66 блока 22.
Входы 84 (см. фиг.2) и 85 схем И 78 и И 79 коммутирующего устройства 71 подключены к счетчику 21 (см. фиг.1) через вход 61 блока 22, кроме того вход 86 (см. фиг.2) схемы 79 связан с инверсным выходом триггера 76 схемы 70.
Формирователь 27 (см. фиг.1) через вход 55 блока 22 подключен ко входу 87 (см. фиг.2) схемы ИЛИ 72, ко входу 88 триггера 73, ко входу 89 триггера 76 и ко входу 90 схемы ИЛИ 75.
Счетчик 20 (см. фиг. 1) через вход 65 блока 22 подключен ко входу 91 (см. фиг. 2) триггера 73, ко входу 92 триггера 74 и ко входу 93 схемы ИЛИ 72, выход которой связан с входом 64 (см. фиг.1) счетчика 20.
Счетчик 25 через вход 58 блока 22 связан со входом 94 (см. фиг.2) схемы И 77, второй вход 95 которой связан с прямым выходом триггера 74, а выход этой схемы связан со входом 96 схемы 75 и со входом 97 триггера 76. Вход 98 триггера 76 подключен к прямому выходу триггера 73, этот же выход которого связан со входом 60 (см. фиг.1) счетчика 21 и со входом 42 распределителя 33. Инверсный выход триггера 73 (см. фиг.2) подключен к его же входу 99.
Выход схемы ИЛИ 75 связан со входом 100 триггера 74.
Работа автомата в цикле начинается с установки изделия 8 (см. фиг.1) в цангу 10 с помощью манипулятора (на чертеже не показан) и зажима изделия 8 в цанге 10 с помощью механизма 9. После этого бабка 6 поршневым приводом 12 перемещается по направляющим 5 каретки 3 в зону обработки, где изделие 8 своим передним концом ложится на поддерживающую призму 13, а упор 15 воздействует на конечный выключатель 14. Обрабатывающий инструмент 16 с помощью механизма 17 опускается и приводится в контакт с изделием 8.
С выхода конечного выключателя 14 на вход 66 блока 22 поступает сигнал, который, попадая на входы 82 (см. фиг.2) и 83 схем И 78, И 79, готовит их к прохождению импульсов рабочей частоты, поступающих с выходов генератора 67, на выходы 80 и 81 схем И 78, И 79. Сигнал с выхода конечного выключателя 14 (см. фиг. 1) поступает также на вход 54 формирователя 27, где формируется импульс, длительность которого достаточна для предустановки триггерных схем блока 22 в исходное состояние. С выхода формирователя 27 сигнал поступает через вход 55 блока 22 на вход 87 (см. фиг.2) схемы ИЛИ 72 и с выхода этой схемы - на установочный вход 64 (см. фиг.1) счетчика 20. По этому сигналу счетчик 20 устанавливается в исходное состояние, при котором в счетчике 20 фиксируется двоичный код суммы импульсов которую должен отработать шаговый привод 4 при обработке винтовой канавки заданной длины. Этот код поступает на информационный вход 36 счетчика 20 с выхода программного переключателя 18, на котором оператором набирается число, соответствующее длине обработки. В дальнейшем счетчик 20 работает на вычитание импульсов, поступающих с выхода делителя 31 на вход 48 счетчика 20 одновременно с началом поступления их на привод 4.
Сигнал с выхода формирователя 27 поступает также на вход 56 счетчика 21. По этому сигналу счетчик 21 устанавливается в исходное состояние, при котором в нем фиксируется двоичный код числа обрабатываемых винтовых канавок. Этот код поступает на информационный вход 37 счетчика 21 с выхода программного переключателя 19, на котором оператором набирается число, соответствующее количеству обрабатываемых винтовых канавок.
В дальнейшем счетчик 21 работает на вычитание и после обработки каждой канавки, по сигналу на входе 60, содержимое счетчика уменьшается на единицу.
Сигнал с выхода формирователя 27 поступает также на вход 90 (см. фиг.2) схемы ИЛИ 75 и беспрепятственно проходит на вход 100 триггера 74. На прямом выходе триггера 74 устанавливается потенциал соответствующий нулю и поступает на вход 95 схемы И 77, что запрещает прохождение сигнала с входа 94 схемы И 77.
Сигнал с выхода формирователя 27 поступает также на вход 88 триггера 73. По этому сигналу на прямом выходе триггера 73 устанавливается потенциал, соответствующий единице, который поступает на знаковый вход 42 распределителя 33, определяя тем самым в дальнейшем вращение шагового привода 4 в направлении, обеспечивающем рабочую подачу. Одновременно с установкой кода в счетчике 21 с его выхода через вход 61 блока 22 сигнал поступает на вход 88 (см. фиг.2) схемы 78 И и открывает схему для прохождения импульсов рабочей частоты, поступающих на вход 81 далее на вход 44 (см. фиг.1) делителя 31, с выхода которого - на вход 41 распределителя 33, с выхода которого на вход 39 усилителя 35 и далее на входы обмоток двигателя шагового привода 4, что приводит двигатель во вращение и каретка 3 вместе с изделием 8 перемещается по направляющим 2 станины 1 со скоростью рабочей подачи.
Сигнал, поступающий одновременно с выхода счетчика 21 на вход 84 (см. фиг. 2) схемы И 79, готовит схему к пропуску импульсов рабочей частоты, поступающих на вход 80.
Сигнал с выхода формирователя 27 (см. фиг.1) поступает также на вход 53 схемы ИЛИ 26 и далее беспрепятственно проходит на установочный вход 51 счетчика 25.
По этому сигналу счетчик 25 устанавливается в исходное состояние, при котором в нем фиксируется двоичный код суммы импульсов, которую необходимо отработать шаговому приводу 11, чтобы повернуть шпиндель 7 от момента начала обработки канавки до углового положения, являющегося исходным для обработки очередной канавки.
Этот код поступает на информационный вход 50 счетчика 25 с выхода задатчика 24, где он формируется в зависимости от числа канавок, набранных на программном переключателе 19. Информация об этом числе поступает на вход 59 задатчика 24 в виде двоичного кода.
В дальнейшем счетчик 25 работает на вычитание импульсов, поступающих с выхода делителя 30 на вход 49 счетчика 25 одновременно с началом поступления их на привод 11.
Сигнал с выхода формирователя 27 поступает также на вход 89 (см. фиг.2) триггера 76, вызывая установку на его инверсном выходе потенциала, соответствующего единице. Этот потенциал поступает на вход 86 схемы 79 И и открывает эту схему для прохождения импульсов рабочей частоты, поступающих на вход 79 этой схемы, далее - на вход 41 (см. фиг.1) делителя 30, с выхода которого - на вход 38 усилителя 34, и с его выходов - на обмотки двигателя шагового привода 11, что приводит к вращению шпинделя 7 с изделием 8.
Таким образом, изделие 8 вращается от привода 11 и перемещается приводом 4. Совместная работа шаговых приводов 4 и 11, в зависимости от состояния программного переключателя 28 и делителей 30 и 31, обеспечивает вращение шпинделя 7 с изделием 8 и перемещение каретки 3, что приводит, в процессе обработки инструментом 16, к образованию на изделии 8 винтовой канавки.
Шаг винтовой канавки в процессе обработки и при наладке может быть изменен оператором путем набора числа значения шага на программном переключателе 28. Двоичный код этого числа поступает на вход 47 кодирующего устройства 29, с выходов которого на входы 45 и 46 делителей 30 и 31 поступают соответствующие коэффициенты делений К1 и К2. На эти коэффициенты делится опорная частота рабочих импульсов, поступающая на входы 43 и 44 делителей 30 и 31. С выходов делителей преобразованная частота импульсов поступает через распределители 32 и 33 и усилители 34, 35 на обмотки двигателей шаговых приводов 4 и 11.
На первом обороте шпинделя, когда шаговый привод 11 отработает установленную в счетчике 25 сумму импульсов, а шпиндель 7 при вращении выйдет в угловое положение, являющееся исходным для обработки очередной канавки, на выходе счетчика 25 появляется сигнал нулевого состояния этого счетчика. Этот сигнал поступает на вход 57 задатчика 24 и на информационных выходах его ранее установленный двоичный код суммы импульсов которую отработал привод 11, чтобы вывести шпиндель 7 в исходное угловое положение для обработки очередной канавки, меняется на код суммы импульсов, соответствующей полному обороту шпинделя 7. Этот код поступает на информационный вход 50 счетчика 25 и фиксируется в нем по заднему фронту этого же сигнала нулевого состояния счетчика 25. В дальнейшем, при обработке винтовой канавки, шпиндель продолжает вращение, а счетчик 24, работая на вычитание, приводится в нулевое состояние с каждым полным оборотом шпинделя. В то же время счетчик 20 работает на вычитание и, при достижении заданной с помощью программного переключателя 18, длины обработки винтовой канавки - приводится в нулевое состояние. Сигнал нулевого состояния этого счетчика 20 поступает через вход 65 блока 22 на вход 91 (см. фиг.2) триггера 73, что вызывает переустановку уровня потенциала на прямом выходе триггера 73 на противоположный.
Сигнал с выхода триггера 73 поступает на вход 42 (см. фиг.1) распределителя 33.
Происходит изменение направления вращения шагового привода 4 на возврат каретки 3 в исходное положение.
Сигнал с выхода триггера 73 (см. фиг.2) поступает также на счетный вход 60 (см. фиг.1) счетчика 21, уменьшая его содержимое на единицу.
Сигнал нулевого состояния счетчика 20 после окончания обработки канавки поступает также на вход 93 (см. фиг.2) схемы ИЛИ 72 и далее с выхода этой схемы на установочный вход 99 этого же счетчика 20. В счетчике 20 (см. фиг. 1) фиксируется двоичный код суммы импульсов соответствующий длине перемещения каретки 3 для выхода в исходное положение.
Одновременно сигнал нулевого состояния счетчика 20, после окончания обработки канавки, поступает также на вход 92 (см. фиг.2) триггера 74. На прямом выходе триггера 74 устанавливается сигнал с потенциалом, соответствующим единице, который был предварительно установлен на входе D этого триггера.
Этот потенциал с выхода триггера 74 поступает на вход 95 схемы И 77, разрешая прохождение сигнала с выхода счетчика 25 (см. фиг.1). К этому моменту обработка канавки уже закончилась и изделие 8 отводится в исходное положение для обработки очередной канавки, но вращение изделия 8 будет продолжаться до завершения полного оборота шпинделя 7.
Когда шпиндель 7 завершит полный оборот и таким образом выйдет в угловое положение, являющееся исходным для обработки очередной канавки, произойдет обнуление счетчика 25 и сигнал нулевого состояния счетчика поступает через вход 58 блока 22, на вход 54 (см. фиг.2) схемы И 77. Так как схема была ранее подготовлена к прохождению сигнала, то сигнал проходит с выхода этой схемы на вход 97 триггера 76. На инверсном выходе триггера 76 устанавливается потенциал, соответствующий нулю, и поступает на вход 86 схемы 79, запрещая прохождение импульсов рабочей частоты от генератора 67 на привод 11 (см. фиг.1) вращения шпинделя 7.
Вращение шпинделя 7 прекращается. Каретка 3 в это время продолжает движение в исходное положение.
Сигнал с выхода схемы 77 И поступает также на вход 96 схемы 75 ИЛИ и беспрепятственно проходит на вход 100 триггера 74. На прямом выходе триггера 74 устанавливается потенциал, соответствующий нулю и подается на вход 95 схемы 77, подготавливая ее к следующему циклу. Когда каретка 3 достигнет исходного положения. Счетчик 20 приводится в нулевое состояние и с его нулевого выхода поступает сигнал через вход 65 блока 22 на вход 91 (см. фиг. 2) триггера 73. На прямом выходе триггера 73 меняется уровень потенциала на противоположный и сигнал поступает на знаковый вход 42 (см. фиг.1) распределителя 33. Происходит реверсирование шагового привода 4 на рабочий ход каретки 3.
Одновременно сигнал с выхода триггера 73 (см. фиг.2) поступает на вход 98 триггера 76. На инверсном выходе этого триггера устанавливается сигнал с потенциалом, соответствующим единице и поступает на вход 86 схемы 79 И. По этому сигналу схема открывается для прохождения импульсов рабочей частоты и двигатель шагового привода 11 (см. фиг.1) запускается. Шпиндель 7 начинает вращение и производится обработка очередной канавки.
Описанный цикл повторяется столько раз, сколько канавок набрано оператором на программном переключателе 19.
После вычитания всего содержимого из счетчика 21, т.е. после обработки последней канавки на данном изделии, счетчик 21 приводится в нулевое состояние и с его нулевого выхода поступает сигнал на вход 62 управляющего элемента 63 поршневого привода 12. Бабка 6 возвращается в исходное положение, где производится разжим цанги 10 и удаление изделия 8 с помощью манипулятора, а затем установка нового изделия. Цикл обработки изделия повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК НА ИЗДЕЛИИ | 1993 |
|
RU2082594C1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Устройство для навивки прецизионных спиралей | 1989 |
|
SU1834737A3 |
| Устройство для навивки пружин | 1974 |
|
SU506459A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ФАСОННЫХ ТЕЛ ВРАЩЕНИЯ | 1991 |
|
RU2014207C1 |
| Устройство для программного управления намоточным станком | 1989 |
|
SU1725184A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Станок для автоматического фрезерования коллекторов электрических машин | 1981 |
|
SU991538A1 |
| Делительное устройство | 1986 |
|
SU1468715A1 |
Использование: машиностроение, в частности станки для шлифования винтовых канавок режущего инструмента. Система управления обеспечивает винтовое движение инструмента и угловое позиционирование шпинделя при обработке винтовых канавок шлифовальным кругом. Система управления содержит блок формирования сигнала начала обработки очередной канавки. Этот блок имеет задатчик исходных угловых положений шпинделя, счетчик импульсов интервала позиционирования и полного оборота шпинделя и схему ИЛИ. 2 ил.
СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ШЛИФОВАНИЯ ВИНТОВЫХ КАНАВОК РЕЖУЩЕГО ИНСТРУМЕНТА, содержащая программный переключатель задания длины обработки, программный переключатель задания числа винтовых канавок, счетчик числа импульсов, соответствующих длине обработки, соединенный с программным переключателем задания длины обработки, счетчик винтовых канавок, соединенный с программным переключателем задания числа канавок, программный переключатель задания шага обработки, связанный через кодирующее устройство с соответствующими делителями частоты импульсов, блок управления режимами работы станка, к входам которого подсоединены выходы указанных счетчиков и выход конечного выключателя, импульсные выходы упомянутого блока подсоединены к импульсным входам делителей, кодоимпульсные выходы которых через распределители взаимосвязаны с входами соответствующих усилителей мощности, подключенных к обмоткам двигателей шаговых приводов, кроме того, знаковый выход блока управления режимами работы автомата связан со знаковым входом распределителя шагового привода перемещения, а другой выход - с установочным входом счетчика импульсов длины обработки, а также блок формирования сигнала для начала обработки очередной канавки, отличающаяся тем, что, с целью повышения точности обработки винтовых канавок и повышения производительности, блок формирования сигнала для начала обработки очередной канавки выполнен в виде задатчика исходных угловых положений шпинделя, имеющего информационный вход, связанный с выходом программного переключателя задания числа канавок, счетчика импульсов интервала позиционирования и полного оборота, имеющего информационный вход, связанный с выходом задатчика исходных угловых положений шпинделя, и схемы ИЛИ, при этом импульсный вход счетчика импульсов интервала позиционирования и полного оборота соединен с кодоимпульсным выходом делителя шагового привода вращения шпинделя, а нулевой выход - с первым входом схемы ИЛИ, второй вход которой соединен с конечным выключателем, а выход связан с установочным входом счетчика импульсов интервала углового позиционирования и полного оборота, нулевой выход которого связан также с установочным входом задатчика исходных угловых положений шпинделя и с входом блока управления режимами работы станка.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

