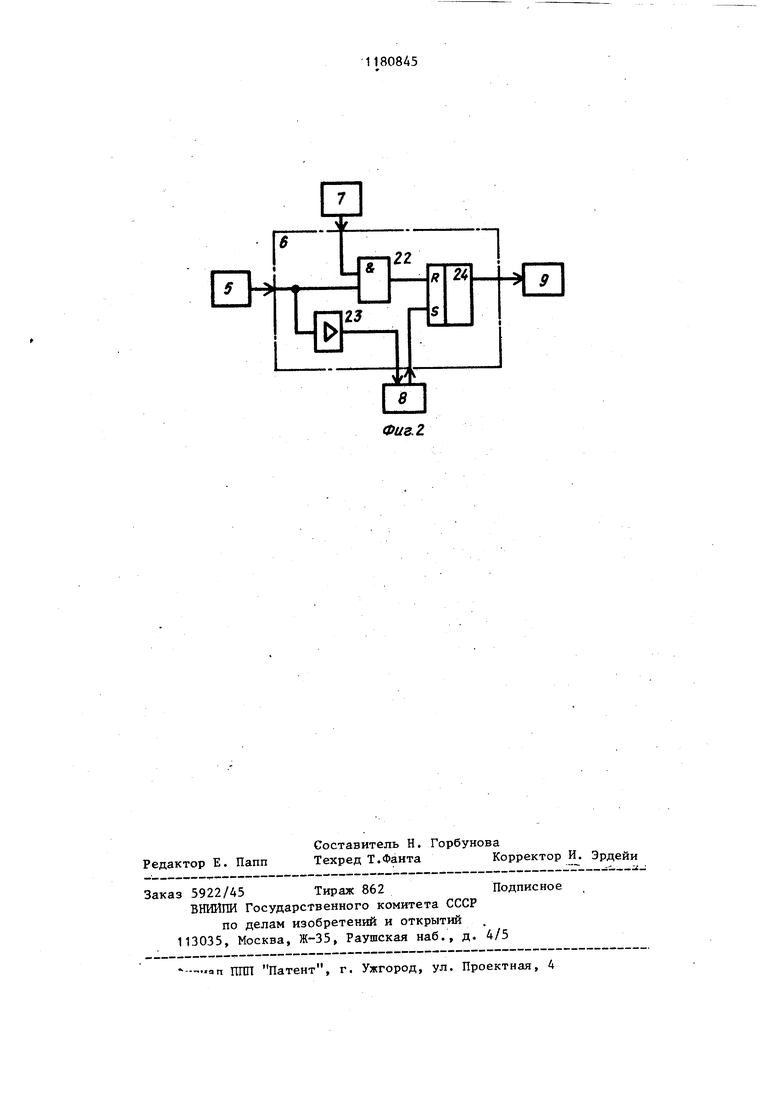
2. Устройство по п. 1, о т л ичающееся тем, что блок синхронизации содержит второй триггер, усилитель и элемент И, подключенный первым входом к третьему входу блока синхронизации, вторым входом - к первому входу блока
синхронизации и через усилитель к первому выходу блока синхронизации, а выходом - к нулевому входу второго триггера, соединенного единичным входом и прямым выходом соответственно с вторым входом и вторым выходом блока синхронизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для программного управления | 1986 |
|
SU1423981A1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Устройство для программного управления электроприводом | 1985 |
|
SU1260919A1 |
| Устройство для программного управления | 1981 |
|
SU976428A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Программное задающее устройство | 1981 |
|
SU991376A1 |
УСТРОЙСТВО СТАБИЛИЗАЦИИ СКОРОСТИ РЕЗАНИЯ ДЛЯ ТОКАРНО-ВИНТОВЫХ СТАНКОВ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, содержащее пульт оператора, подключенный первым выходом к установочным входам интерполятора и реверсивного счетчика импульсов,-а вторым выходом - к синхронизирующему входу реверсивного счетчика импульсов, входу Начало записи интерполятора и первому входу элемента , соединенного вторым входом с управляющим выходом интерполятора, а выходом - с единичным входом первого триггера, подключенного нулевым входом к выходу первого дешифратора и входу Конец ввода интерполятора, а выходом - к первому входу блока синхронизации, связанного первым выходом и вторым входом соответственно с запускающим входом и синхронизирующим выходом блока ввода, вторым выходом - с синхронизирующим входом регистра, а третьим входом - с первым выходом делителя частоты, подключенного входом к выходу генератора импульсов, а вторым выходом - к входу Опорная частота интерполятора, соединенного адресным входом с выходом второго дешифратора, подключенного входом к первому выходу регистра, связанного установочным входом с информационным выходом блока ввода и входом первого дешифратора, а вторьпу выходом - с информационным входом интерполятора, подключенного выходами поперечной координаты к вычитающему и суммирующему входам реверсивного счетчи(Л ка импульсов и к первому и второму входам усилителя шагового двигатес ля, связанного третьим входом с выходом продольной координаты интер-. полятора, и сумматор, отличающееся тем, что, с целью упрощения и расширения функциональных возможностей устройства, в не00 го введены первый и второй функциоо нальные преобразователи, источник 00 4 постоянного напряжения, аналого-цифровой преобразователь, первый и втосл рой цифроаналоговые преобразователи, подключенные входами соответственно к выходу реверсивного счетчика импульсов и входу. Скорость резания интерполятора, а выходами соответственно через первый и второй функциональные преобразователи - к первому и второму входам сумматора, соединенного третьим входом с выходом источника постоянного V напряжения, а выходом - с входом аналого - цифрового преобразователя.
Изобретение относится к области автоматического управления и вычислительной техники и может быть использовано для программного управления работой токарно-винторезны станков со стабилизацией скорости резания.
Цель изобретения - упрощение устройства, расширение его функциональных возможностей за счет расширения значений задания скорости резания и уменьшение дискретности ее задания.
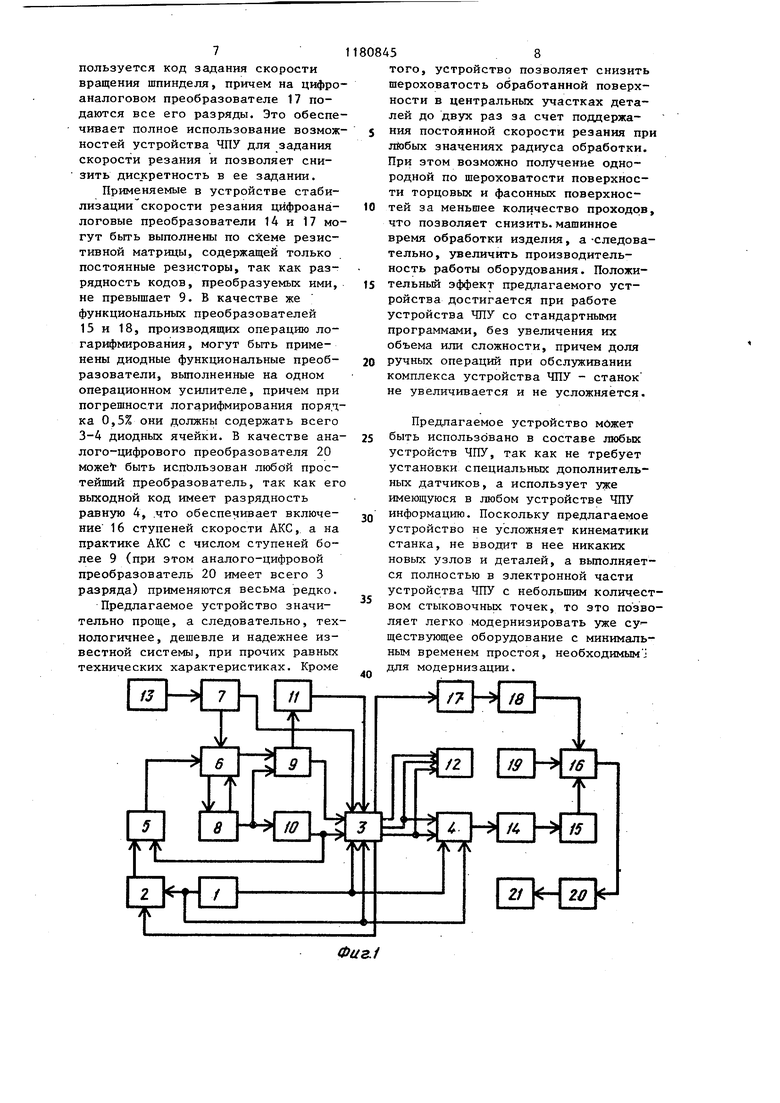
На фиг. 1 дана блок-схема устройства; на фиг. 2 - функциональнай схема блока синхронизации.
Устройство содержит пУльт 1 оператора, элемент ИЛИ 2, интерполятор 3, реверсивньй счетчик 4 импульсов, первый триггер 5, блок 6 синхронизации, делитель 7 частоты, блок 8 ввода, регистр 9, первый дешифратор 10, второй дешифратор 11, усилитель 12 шагового двигателя, генератор 13 импульсов, первый цифроаналоговый преобразователь 14, первый функциональный преобразователь 15, сумматор 16, второй цифроаналоговый преобразователь 17, второй функциональньй преобразователь 18, источник 19 постоянного напряжения, аналого-цифровой преобразователь 20, блок 21 управления автоматической коробкой скоростей (АКС).
Блок синхронизации содержит элемент И 22, усилитель 23, второй триггер 24.
Устройство работает следующим образом.
При включении напряжения питания системы все элементы памяти, входящие в ее состав, устанавливают в
исходное состояние. При этом триг;гер 5 устанавливают в нулевое состояние. Затем вводят суппорт станка в ручном режиме, задаваемом на пульте 1, в нулевую точку (первый выход), т.е. точку, относительно которой программируются все перемещения суппорта станка, координаты этой точки набраны на декадных переключателях, расположенных на пульте 1, и по сигналу, формируемому в пульте 1, подготавливают систему к работе по программе. Отработку программы начинают путем формирования в пульте сигнала Пуск, который с второго вькода пульта 1 подают на синхронизирукяцие входы интерполятора 3 и счетчика 4. При этом координаты X и Z переписьшают с выхода координат нулевой точки пульта 1 в интерполятор 3 и счетчик 4, причем в интерполятор 3 перепи- сывают обе координаты нулевой точки, т.е. продольную координату Z и поперечную X, а в счетчик 4 только одну поперечную координату X нулевой точки. Сигналом Пуск, который подводят на вход единичным триггером 5 с выхода пульта 1 через элемент ИЛИ 2, перебрасьшают .триггер 5 -в единичное состояние, разрешающее работу блока 6 синхронизации, в котором вьфабатывается сигнал включения перемещения перфоносителя в блоке 8 ввода. При движении перфоносителя на информационном вьсходе блока 8 ввода формируют построчно геометрическую, технологическую и адресную информации и подают ее в параллельном двоичном коде на установочный вход регистра 9 и вход дешифратора 10, а на синхронизирующем выходе блока 8 ввода
3
вьфабатывают синхросигналы строк, которые подают на соответствующий вход блока 6 синхронизации. По синхросигналам строк блока 6 формируют из ряда импульсных последовательностей, которые формируют ,в делителе 7 из выходной частоты генератора 13 импульсов, синхросигналы записи. Эти синхросигналы записи подают с выхода блока 6 синхронизации на синхровход регистра 9, в котором пбстрочно записывают геометрическую, технологическую и адресную информацию первого кадра обрабоки.
Каждьй кадр обработки на перфоносителе заканчивают маркером конца кадра, появление на выходе блока 8 ввода кода этого маркера дешифруеся дешифратором 10, на выходе которого при этом вырабатывают сигнал Конец ввода (КБ). Сигнал KB с выхода дешифратора 10 подают на нулевой вход триггера 5 и устанавливают, его этим сигналом в нулевое состояние, которым блокируют работу блока 6 синхронизации. При этом на первом (запускающем) выходе блока 6 синхр|онизации формируют запрещающий сигнал, прекращающий перемещение перфоносителя в блоке 8 ввода, а на втором (синхронизирующем) выходе блока 8 ввода блокируют выработку синхросигналов записи для регистра 9. Таким образом, сигналом КБ Ликсируют момент окончания процесса перезаписи информации кадра обработки с перфоносителя в регистр 9, на числовом выходе которого к этому моменту времени находится вся числовая (геометрическая и технологическая) информация считанного кадра а на адресном выходе адресная информация кадра. Сигнал KB с выхода дешифратора 10 подают также на вход Конец ввода интерполятора 3, в буферную память которого по этому сигналу переписьгеают всю числовую информацию с регистра 9, поступающую с его числового выхода на информационный вход интерполятора 3, по адресам, подаваемым на адресный вход интерполятора 3 с адресного выхода дешифратора 11, с помощью которого дешифруют адресную информацию кадра, поступающую на вход дешифратора 11 с адресного выхода регистра 9.
808454
По окончании процесса записи в буферную память интерполятора 3 информации первого кадра обработки в интерполяторе 3 формируют сигнал 5 Конец отработки кадра (КОК), за время которого переписывают информацию первого кадра обработки в рабочую память интерполятора 3. Сразу же после окончания записи информации в рабочую память интерполятора 3 начинают отработку введенного кадра программы, т.е. обработку детали. Одновременно с обработкой первого кадра программы в регистр 9,
15 а затем и в освободившуюся буферную память интерполятора 3 вводят информацию второго кадра программы, так как сигналом КОК, который с
управляющего выхода интерполятора
20 3 подают через элемент ИЛИ на единичный вход триггера 5, устанавливают триггер 5 в единичное состояние, обеспечивая этим считывание с перфоносителя второго кадра обработки. По окончании процесса отработки первого кадра программы вновь формируют сигнал КОК, после окончания которого производят отработку второго,кадра программы, записанного в рабочую память интерполятора 3, а в это время в буферную память интерполятора 3 вводят следующий кадр обработки. Такой процесс записи информации с программоносителя в интерполяторе 3 обеспечивает непрерывную обработку детали на протяжении всей программы без остановок по кадрам. Ввод, перепись и обработку информации в интерполятор 3 производят по синхросигналам, которые формируют в делителе 7 из выходной частоты генератора 13 и передают с выхода делителя 7 на вход Опорная частота интерполятора 3. По отработке введенного кадра программы в интерполяторе 3 формируют соответствующие технологические команды, которые подают на станок и производят вычисление
0 траектории движения режущего инструмента, подаваемую в виде числоимпульсного кода по двум каналам X (выводы +Х и -X) и Z (выходы +Z, -Z) с интерполятора 3 на усилитель
5 12, запитьшающий шаговые приводы, перемещающие суппорт токарного станка, в резцедержателе которого укреплен инструмент. Перемещение
суппорта осуществляют в двух направлякшщх по оси Z (вдоль обрабатываемой детали) и по оси X (поперек обрабатываемой детали) на расстояния, пропорциональные числу импульсов на соответствующих выходах интерполятора 3. Перемещению суппорта к центру шпинделя соответствуют импульсы на выходах -X и -Z интерполятора 3, а от центра шпинделя +Х и +Z. Поскольку каждому единичному перемещению суппорта станка соответствует один импульс на выходе Z или X интерполятора 3, то на выходе реверсивного счетчика 4, суммирующий счетный вход которого соединен с выходом +Х интерполятора 3, а вычитающий с выходом -X интерполятора 3, присутствует все время код текущего радиуса обработки детали, так как при движении суппорта в ту или другую сторону отнулевой точки по оси X на определенное количество шагов такое же количество импульсов соответственно считьгоается или суммируется с кодом нулевой точки, от которой программируются и осуществляются все перемещения суппорта станка и координата X которой первоначально записана в счетчике 4 с декадных переключателей пульта 1 по сигналу Пуск, формируемому в начале отработки программы в пульте 1.
Известно, что в станках с автоматической коробкой скоростей (АКС) скорость вращения изменяется ступенчато и имеет ряд значений, образующих геометрическую прогрессию. При этом скорость со вращения шпинделя может быть определена следующим образом:
Ы а - скорость вращения шпинделя
на нижней ступени AKCf с - коэффициент редукции АКС, равный отношению скоростей вращения шпинделя в смежных ступенях АКС, причем с 1 , п 1, 2, 3, ... ступень АКС
и совпадающий с ней код управления АКС.
Скорость вращения шпинделя может быть также определена из скорости резания V, которой является скорост перемещения точки соприкосновения обрабатываемого изделия с резцом .
по отношению к нему, и радиуса обработки R:
V
Совместное решение двух уравнений, определяющих скорость вращения шпинделя со , относительно п дает
log с V - lOReR + А,
п
где А (-loRj. а +1) и является постоянной, зависящей от конструкции АКС, т.е. величины скоростей в ступенях АКС.
В соответствии с последним алгоритмом и работает устройство стабилизации скорости резания. С выхода счетчика 4 код радиуса обработ ки изделия подают на цифроаналоговый преобразователь 14, где его преобразуют в напряжение, а затем логарифмируют по основанию с помощью функционального преобразователя 15. Выходное напряжение преобразователя 15 подводят к одному из входов сумматора 16, на другой вход которого подключают преобразованньй в напряжение с помощью цифроаналогового преобразователя 17 и функционального преобразователя 18 таким же образом, как описано вьш1е, код заданной скорости резания, формируемый на выходе Скорость резания интерполятора 3 во все время обработки детали в данном кадре. На третий вход сумматора 16 прикладьгоают выходное напряжение от источника 19 постоянного напряжения, равное постоянной А, определяемой конструкцией АКС. С помощью сумматора 16 осуществляют алгебраическое суммирование в соответствии с последним выражением, определяющим п сигналов, поступающих на его входы. Выходное напряжение сумматора 16 преобраззпот в двоичньй код с помощью аналого-цифрового преобразователя 20, с выхода которого код поступает на блок 21 управления АКС для управления включением той или иной ее ступени при изменении радиуса обработки R. Таким образом, при изменении радиуса обработки R изменяется и код управления АКС п и, следовательно, и ступень скорости АКС .При этом изменяется скорость вращения шпинделяW, осуществляя стабилизацию скорости резания /.
В качестве кода скорости резания в устройстве стабилизации ис7
пользуется код задания скорости вращения шпинделя, причем на цифроаналоговом преобразователе 17 подаются все его разряды. Это обеспечивает полное использование возможностей устройства ЧПУ для задания скорости резания и позволяет снизить дискретность в ее задании.
Применяемые в устройстве стабилизации скорости резания цифроаналоговые преобразователи 14 и 17 могут быть выполнены по схеме резистивной матрицы, содержащей только постоянные резисторы, так как разрядность кодов, преобразуемых ими, не превышает 9. В качестве же функциональных преобразователей 15 и 18, производящих операцию логарифмирования , могут быть применены диодные функциональные преобразователи, выполненные на одном операционном усилителе, причем при погрешности логарифмирования порядка 0,5% они должны содержать всего 3-4 диодных ячейки. В качестве аналого-цифрового преобразователя 20 можеТ быть использован любой простейший преобразователь, так как ег выходной код имеет разрядность равную 4, .что обеспечивает включение 16 ступеней скорости АКС, а на практике АКС с числом ступеней более 9 (при этом аналого-цифровой преобразователь 20 имеет всего 3 разряда) применяются весьма редко.
Предлагаемое устройство значительно проще, а следовательно, технологичнее , дешевле и надежнее известной системы, при прочих равных технических характеристиках. Кроме
808458
того, устройство позволяет снизить шероховатость обработанной поверхности в центральных участках деталей до двух раз за счет поддержания постоянной скорости резания при лйбых значениях радиуса обработки. При этом возможно получение однородной по шероховатости поверхности торцовых и фасонных поверхностей за меньшее количество проходов, что позволяет снизить, машинное время обработки изделия, а -следовательно, увеличить производительность работы оборудования. Положительный эффект предлагаемого устройства достигается при работе устройства ЧПУ со стандартными программами, без увеличения их объема или сложности, причем доля
20 ручных операций при обслуживании комплекса устройства ЧПУ - станок не увеличивается и не усложняется.
Предлагаемое устройство может быть использовано в составе любых устройств ЧПУ, так как не требует установки специальных дополнительных датчиков, а использует уже имеющуюся в любом устройстве ЧПУ информацию. Поскольку предлагаемое устройство не усложняет кинематики станка, не вводит в нее никаких новых узлов и деталей, а выполняется полностью в электронной части устройства ЧПУ с небольшим количеством стыковочньк точек, то это позволяет легко модернизировать уже существующее оборудование с минимальным временем простоя, необходимымJ для модернизации.
Фиг.1
8
Фиг.2
| Электропривод и автоматизация металлорежущих станков: Сб./Под ред | |||
| А.С | |||
| Сандлер | |||
| - М.: Высшая школа, 1972, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
