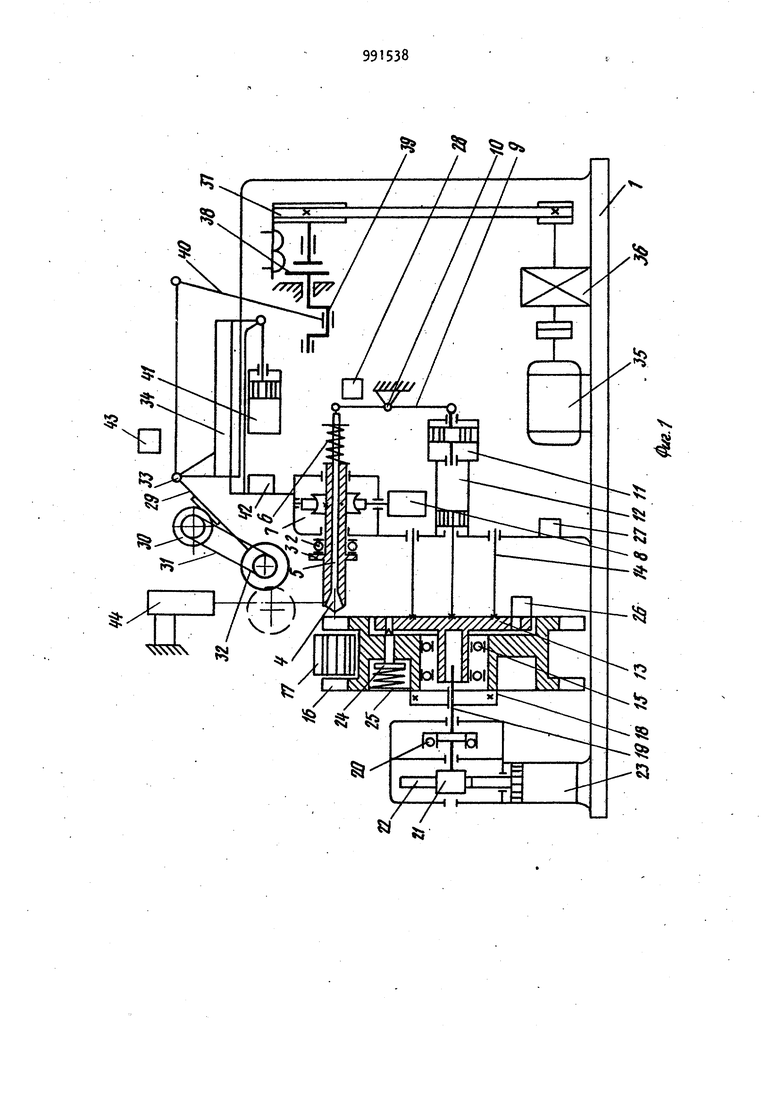
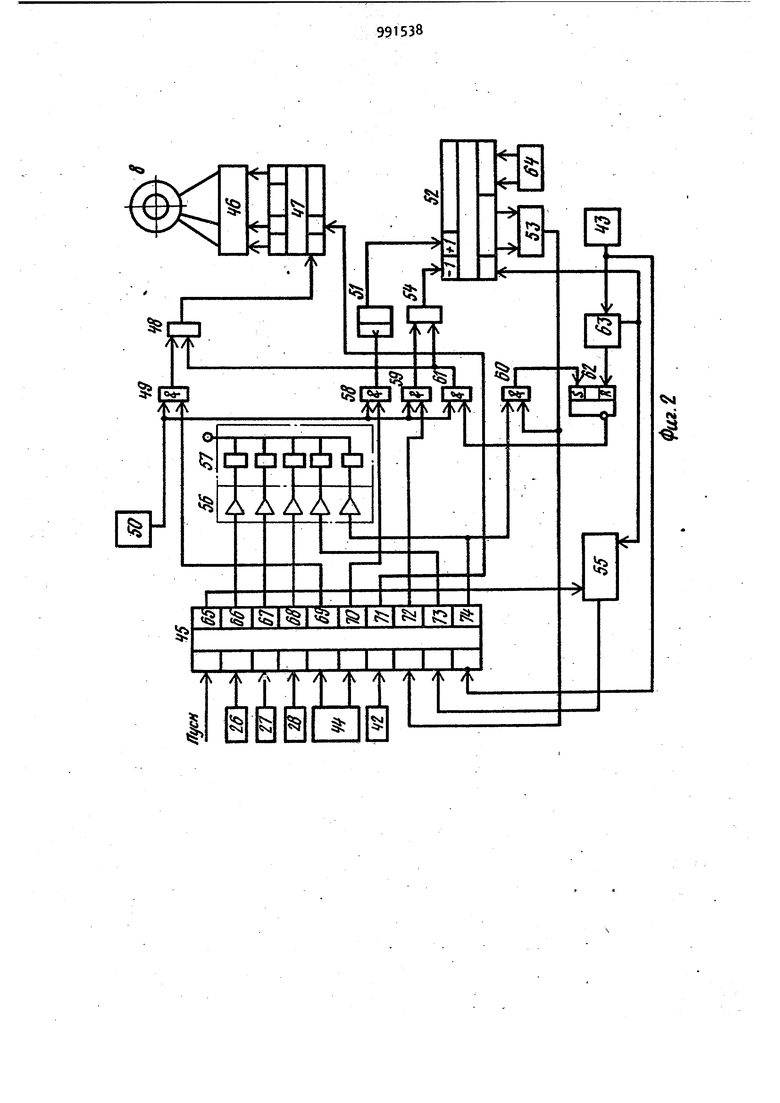
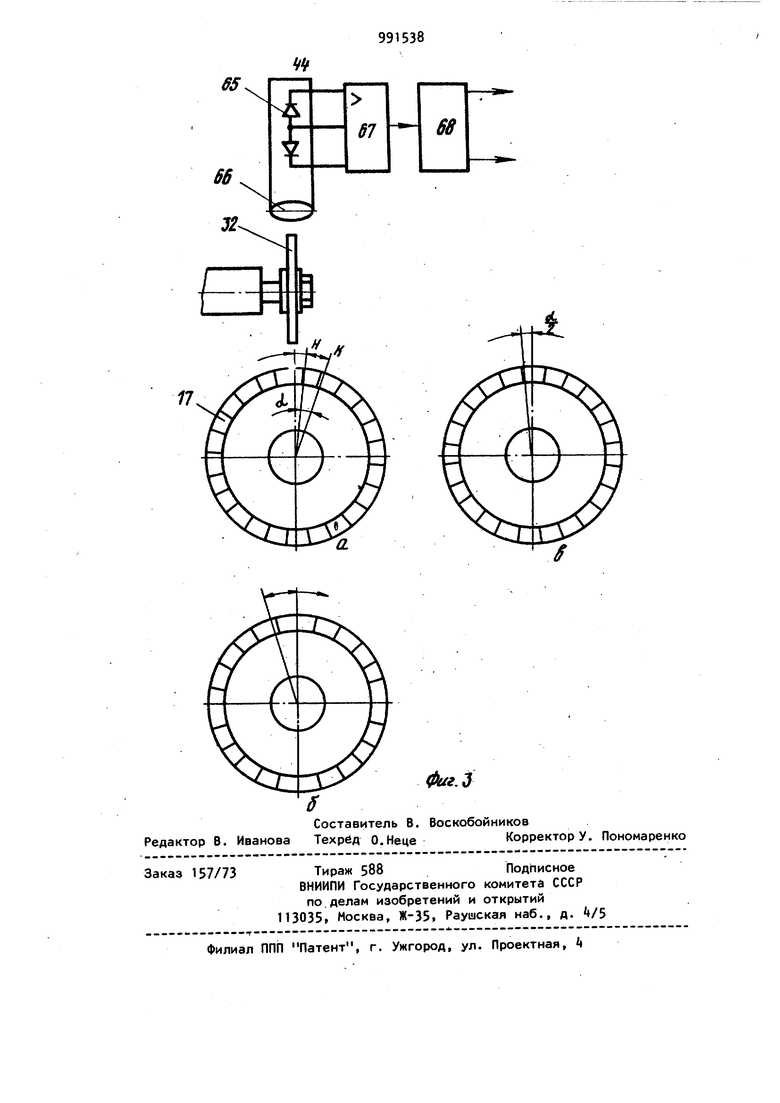
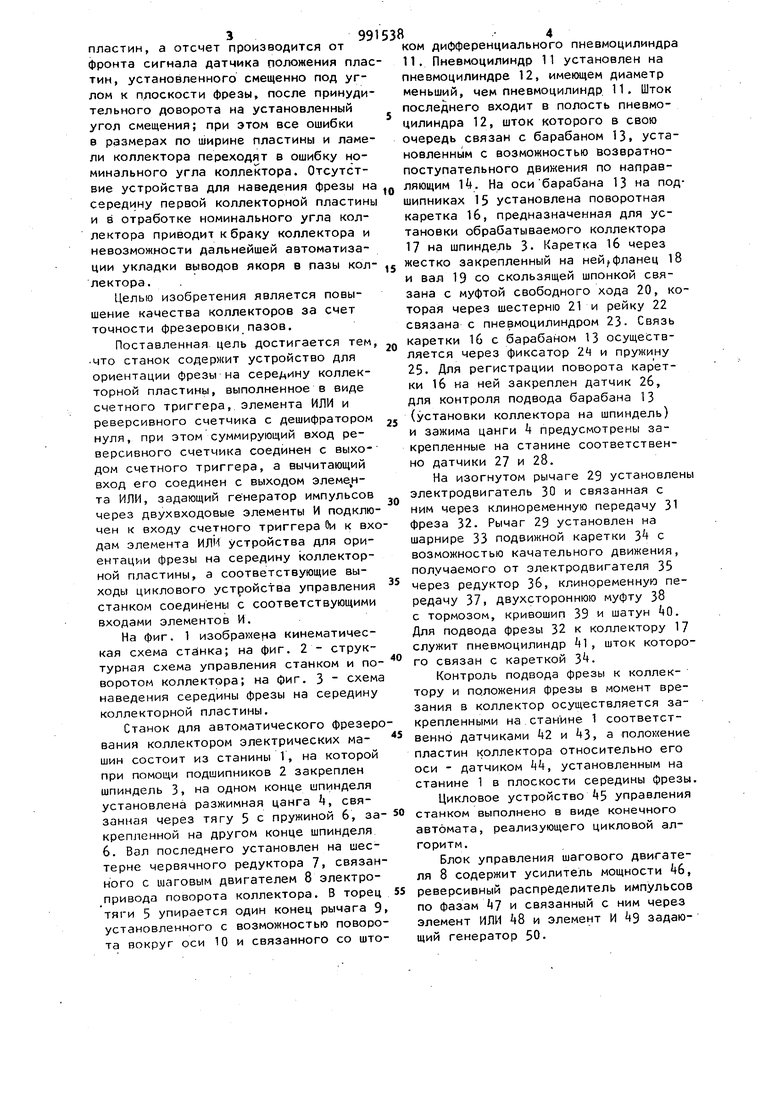
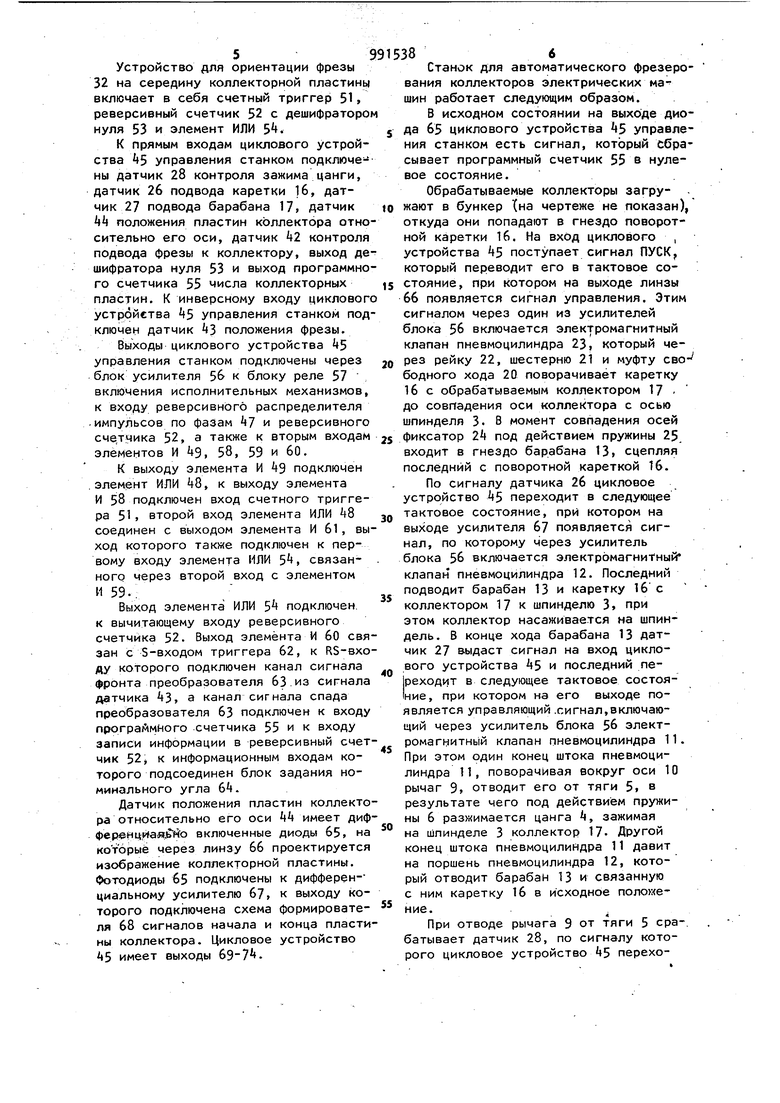
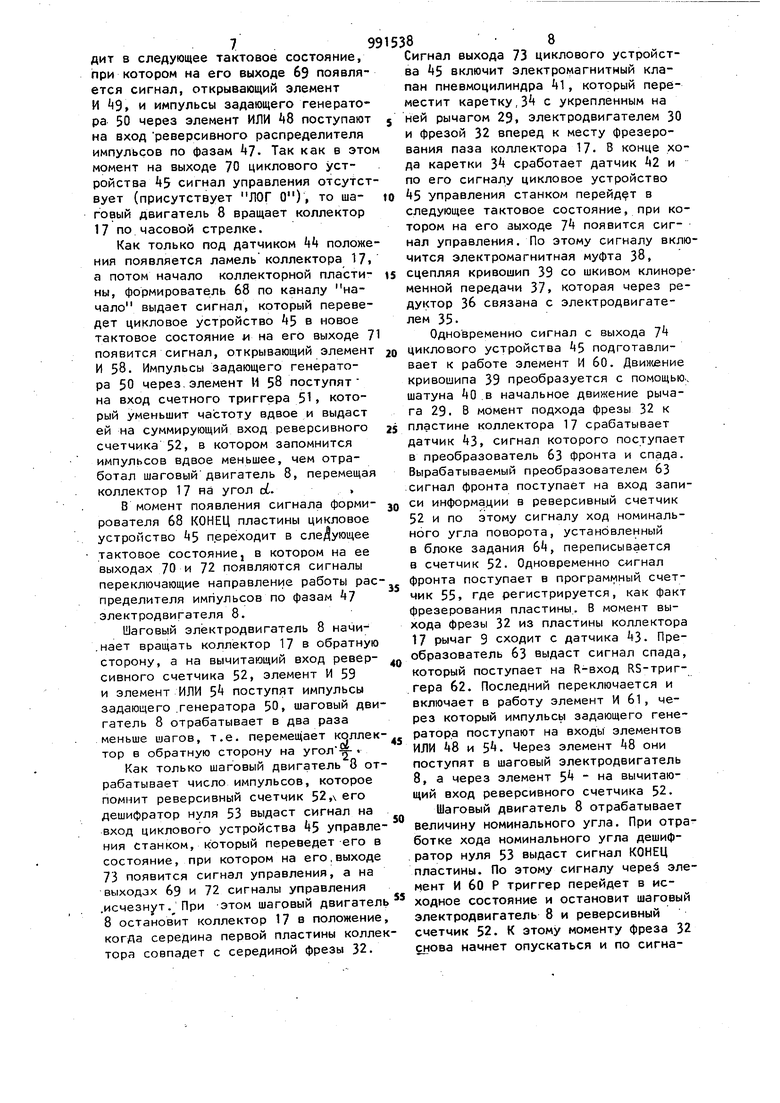
пластин, а отсчет производится от фронта сигнала датчика положения плас тин, установленного смещенно под углом к плоскости фрезы, после принудительного доворота на установленный угол смещения; при этом все ошибки в размерах по ширине пластины и ламели коллектора переходят в ошибку номинального угла коллектора. Отсутствие устройства для наведения фрезы на середину первой коллекторной пластины и в отработке номинального угла коллектора приводит к браку коллектора и невозможности дальнейшей автоматизации укладки выводов якоря в пазы коллектора. Целью изобретения является повышение качества коллекторов за счет точности фрезеровки пазов. Поставленная цель достигается тем, что станок содержит устройство для ориентации фрезы на середину коллекторной пластины, выполненное в виде счетного триггера, элемента ИЛИ и реверсивного счетчика с дешифратором нуля, при этом суммирующий вход реверсивного счетчика соединен с выходом счетного триггера, а вычитающий вход его соединен с выходом элеме нта ИЛИ, задающий генератор импульсов через двухвходовые элементы И подключен к входу счетного триггера 6и к вхо дам элемента ИЛИ устройства для ориентации фрезы на середину коллекторной пластины, а соответствующие выходы циклового устройства управления станком соединены с соответствующими входами элементов И. На фиг. 1 изобра хена кинематическая схема стйнка; на фиг. 2 - структурная схема управления станком и поворотом коллектора; на фиг. 3 схема наведения середины фрезы на середину коллекторной пластины. Станок для автоматического фрезеро вания коллектором электрических машин состоит из станины 1, на которой при помощи подшипников 2 закреплен шпиндель 3, на одном конце шпинделя установлена разжимная цанга , связанная через тягу 5 с пружиной 6, закрепленной на другом конце шпинделя 6. Вал последнего установлен на шестерне червячного редуктора 7, связанного с шаговым двигателем В электропривода поворота коллектора. В торец тяги 5 упирается один конец рычага 9 установленного с возможностью поворота вокруг оси 10 и связанного со што994 ком дифференциального пневмоцилиндра 11, Пневмоцилиндр 11 установлен на пневмоцилиндре 12, имеющем диаметр меньший, чем Пневмоцилиндр 11. Шток последнего входит в полость пневмоцилиндра 12, шток которого в свою очередь связан с барабаном 13, установленным с возможностью возвратнопоступательного движения по направляющим 1. На осибарабана 13 на подшипниках 15 установлена поворотная каретка 16, предназначенная для установки обрабатываемого коллектора 17 на шпиндель 3. Каретка 1б через SCTKO закрепленный на ней фланец 18 и вал 19 со скользящей шпонкой связана с муфтой свободного хода 20, которая через шестерню 21 и рейку 22 связана с пневмоцилиндром 23- Связь каретки 1б с барабаном 13 осуществляется через фиксатор 24 и пружину 25. Для регистрации поворота каретки 16 на ней закреплен датчик 26, для контроля подвода барабана 13 {установки коллектора на шпиндель) и зажима цанги t предусмотрены закрепленные на станине соответственно датчики 27 и 28. На изогнутом рычаге 29 установлены электродвигатель 30 и связанная с ним через клиноременную передачу 31 фреза 32. Рычаг 29 установлен на шарнире 33 подвижной каретки с возможностью качательного движения, получаемого от электродвигателя 35 через редуктор 36, клиноременную передачу 37, двухстороннюю муфту 38 с тормозом, кривошип 39 и шатун . Для подвода фрезы 32 к коллектору 17 служит Пневмоцилиндр tl , шток которого связан с кареткой З. Контроль подвода фрезы к коллектору и положения фрезы в момент врезания в коллектор осуществляется закрепленными на станине 1 соответственно датчиками 2 и 3, а (ение пластин коллектора относительно его оси - датчиком 4+, установленным на станине 1 в плоскости середины фрезы. Цикловое устройство «З управления станком выполнено в виде конечного автомата, реализующего цикловой алгоритм. Блок управления шагового двигателя 8 содержит усилитель мощности +6, реверсивный распределитель импульсов по фазам 7 и связанный с ним через элемент ИЛИ А8 и элемент И 49 задающий генератор 50. Устройство для ориентации фрезы 32 на середину коллекторной пластину включает в себя счетный триггер 51, реверсивный счетчик 52 с дешифраторо нуля 53 и элемент ИЛИ 5. К прямым входам циклового устройства 45 управления станком подключе ны датчик 28 контроля зажима цанги, датчик 26 подвода каретки 16, датчик 27 подвода барабана 17, датчик kk положения пластин коллектора отно сительно его оси, датчик k2 контроля подвода фрезы к коллектору, выход де шифратора нуля 53 и выход программно го счетчика 55 числа коллекторных пластин. К инверсному входу циклового устррйетва 5 управления станком под ключен датчик 3 положения фрезы. Выходы циклового устройства kS управления станком подключены через блок усилителя 56 к блоку реле 57 включения исполнительных механизмов, к входу реверсивного распределителя импульсов по фазам k7 и реверсивного счетчика 52, а также к вторым входам элементов И 49, 58, 59 и 60. К выходу элемента И Э подключен элемент ИЛИ 48, к выходу элемента И 58 подключен вход счетного триггера 51. второй вход элемента ИЛИ 48 соединен с выходом элемента И 61, выход которого также подключен к первому входу элемента ИЛИ 54, связанного через второй вход с элементом И 59.. Выход элемента ИЛИ 54 подключен. к вычитающему входу реверсивного счетчика 52. Выход элемента И 60 связан с S-входом триггера 62, к RS-входу которого подключен канал сигнала фронта преобразователя 63.из сигнала датчика 43, а канал сигнала спада преобразователя 63 подключен к входу програАмиого счетчика 55 и к входу записи информации в реверсивный счетчик 52, к информационным входам которого подсоединен блок задания номинального угла 64. Датчик положения пластин коллектора относительно его оси 44 имеет дифференциа-я.бйо включенные диоды 65, на которые через линзу 66 проектируется изображение коллекторной пластины. отодиоды 65 подключены к дифференциальному усилителю 67, к выходу которого подключена схема формирователя 68 сигналов начала и конца пластины коллектора. Цикловое устройство 45 имеет выходы 69-74. 38 Станок для автоматического фрезерования коллекторов электрических машин работает следующим образом. В исходном состоянии на выхбде диода 65 циклового устройства А5 управления станком есть сигнал, который сбрасывает программный счетчик 55 в нулевое состояние. Обрабатываемые коллекторы загружают в бункер на чертеже не показан), откуда они попадают в гнездо поворотной каретки 16. На вход циклового , устройства 5 поступает сигнал ПУСК, который переводит его в тактовое состояние, при котором на выходе линзы 66 появляется сигнал управления. Этим сигналом через один из усилителей блока 56 включается электромагнитный клапан пневмоцилиндра 23, который через рейку 22, шестерню 21 и муфту свободного хода 20 поворачивает каретку 16 с обрабатываемым коллектором 17 . до совпадения оси коллектора с осью шпинделя 3. В момент совпадения осей Фиксатор 2 под действием пружины 25. входит в гнездо барабана 13, сцепляя последний с поворотной кареткой 16. По сигналу датчика 2б цикловое устройство 45 переходит в следующее тактовое состояние, при котором на выходе усилителя 67 появляется сигнал, по которому через усилитель блока 56 включается электромагнитный клапан пневмоцилиндра 12. Последний подводит барабан 13 и каретку 16с коллектором 17 к шпинделю 3 при этом коллектор насаживается на шпиндель. В конце хода барабана 13 датчик 27 выдаст сигнал на вход циклового устройства 45 и последний переходит в следующее тактовое состояние, при котором на его выходе появляется управляющий.сигнал,включающий через усилитель блока 5б электромагнитный клапан пневмоцилиндра 11. При этом один конец штока пневмоцилиндра 11, поворачивая вокруг оси 10 рычаг 9 отводит его от тяги 5 в результате чего под действием пружины 6 разжимается цанга 4, зажимая на шпинделе 3 коллектор 17. Другой конец штока пневмоцилиндра 11 давит на поршень пневмоцилиндра 12, который отводит барабан 13 и связанную с ним каретку 16 в исходное положение. При отводе рычага 9 от тяги 5 ера-, батывает датчик 28, по сигналу которого цикловое устройство 45 переходит в следующее тактовое состояние, при котором на его выходе 6Э появляется сигнал, открывающий элемент И , и импульсы задающего генератора 50 через элемент ИЛИ 8 поступают на вход реверсивного распределителя импульсов по фазам 7 Так как в это момент на выходе 70 циклового устройства h сигнал управления отсутст вует (присутствует ЛОГ О), то шаговый двигатель 8 вращает коллектор 17 по часовой стрелке. Как только под датчиком kk положе ния появляется ламель коллектора 17. а потом начало коллекторной пластины, формирователь 68 по каналу начало выдает сигнал, который переведет цикловое устройство 5 в новое тактовое состояние и на его выходе 7 появится сигнал, открывающий элемент И 58. Импульсы задающего генератора 50 через,элемент И 58 поступят на вход счетного триггера 51. который уменьшит частоту вдвое и выдаст ей на суммирующий вход реверсивного счетчика 52, в котором запомнится импульсов вдвое меньшее, чем отработал шаговыйдвигатель 8, перемещая коллектор 17 на угол ot. , В момент появления сигнала формирователя 68 КОНЕЦ пластины цикловое устройство kS переходит в следующее тактовое состояние, в котором на ее выходах 70 и 72 появляются сигналы переключающие направление работы рас пределителя импульсов по фазам 7 электродвигателя 8. Шаговый электродвигатель 8 начи.нает вращать коллектор 17 в обратную сторону, а на вычитающий вход реверсивного счетчика 52, элемент И 59 и элемент ИЛИ 5 поступят импульсы задающего .генератора 50, шаговый дви гатель 8 отрабатывает в два раза меньше шагов, т.е. перемеЩает коллек тор в обратную сторону на угол « Как только шаговый двигатель 8 от рабатывает число импульсов, которое помнит реверсивный счетчик 52, его дешифратор нуля 33 выдаст сигнал на вход циклового устройства 5 управле ния станком, который переведет его в состояние, при котором на его,выходе 73 появится сигнал управления, а на выходах б9 и 72 сигналы управления .исчезнут. При -этом шаговый двигател 8 остановит коллектор 17 в положение когда середина первой пластины колле тора совпадет с серединой фрезы 32. Сигнал выхода 73 циклового устройства 5 включит электромагнитный клапан пневмоцилиндра 1, который переместит каретку,3 с укрепленным на ней рычагом 29, электродвигателем 30 и фрезой 32 вперед к месту фрезерования паза коллектора 17. В конце хода каретки З сработает датчик А2 и по его сигналу цикловое устройство 5 управления станком перейдет в следующее тактовое состояние, при котором на его аыходе 7 появится си|- нал управления. По этому сигналу включится электромагнитная муфта 38, сцепляя кривошип 39 со шкивом клиноременной передачи 37 которая через редуктор 36 связана с электродвигателем 35. Одновременно сигнал с выхода Jk циклового устройства подготавливает к работе элемент И 60. кривошипа 39 преобразуется с помощью., шатуна 0 .в начальное движение рычага 29. В момент подхода фрезы 32 к пластине коллектора 17 срабатывает датчик h3, сигнал которого поступает в преобразователь 63 фронта и спада. Вырабатываемый преобразователем 63 сигнал фронта поступает на вход записи информации в реверсивный счетчик 52 и по этому сигналу ход номинального угла поворота, установленный в блоке задания , переписывается в счетчик 52. Одновременно сигнал фронта поступает в программный счетчик 55, где регистрируется, как факт фрезерования пластины. В момент выхода фрезы 32 из пластины коллектора 17 рычаг 9 сходит с датчика 3. Преобразователь 63 выдаст сигнал спада, который поступает на R-вход RS-триггера б2. Последний переключается и включает в работу элемент И 61, через который импульсь задающего генератора поступают на входы элементов ИЛИ 8 и 5. Через элемент 8 они поступят в шаговый электродвигатель 8, а через элемент - на вычитающий вход реверсивного счетчика 52. Шаговый двигатель 8 отрабатывает величину номинального угла. При отработке хода номинального угла дешифратор нуля 53 выдаст сигнал КОНЕЦ пластины. По этому сигналу черей элемент И 60 Р триггер перейдет в исходное состояние и остановит шаговый электродвигатель 8 и реверсивный счетчик 52. К этому моменту фреза 32 снова начнет опускаться и по сигналам датчиц а 3 фрезерования, записи информации и реверсивный счетчик и в программный счетчик 55 повторится. При отработке заданного числа пластин коллектора программный счетчик 55 выдаст сигнал окончания и цик ловое устройство kS управления станком, по которому оно перейдет в новое тактовое состояние и при выходе фрезы 32 в исходное положение отключится датчик k3, его инверсный си нал переведет цикловое устройство . 45 в исходное состояние. Электромагнитные золотники пневмоцилиндров 11, 12 и 23 начнут последовательно отключаться, разжимая цангу и стягивая коллектор.со шпинделя. При начале следующего цикла отработанный коллектор сбрасывается в бункер, при повороте каретки 16 поступает следующий коллектор и цикл повторяется. Изобретение позволяет повысить качество коллекторов за счет точности фрезеровки пазов. Формула изобретения Станок для автоматического фрезерования коллекторов электрических машин, содержащий электропривод поворота коллектора с шаговым электродвигатзлем, блок управления шагового двигателя с задающим генератором импульсов, цикловое устройство управления станком и связанный с ним датчик положения пластин коллектора относительно его. оси, отличающийся тем, что, с целью повышения качества коллекторов.за счет точности фрезеровки пазов, он содер- . жит устройство для ориентации фрезы на середину коллекторной пластины, выполненнре в виде счетного триггера, элемента ИЛИ и реверсивного счетчика с дешифратором нуля, при этом суммирующий вход реверсиного счетчика соединен с выходом счетного триггера , а вычитащий вход его соединен с выходом элемента ИЛИ, задающий генератор импульсов через R-двухвходовые элементы И подключен к ,входу счетного триггера и к входам элемента ИЛИ устройства для ориентации фрезы на середину коллекторной пластины, а соот- , ветствующие входы циклового устройст-; ва управления станком соединены с со-, ответствующими входами элементов И. Источники информации, принятые во внимание при экспертизе , 1. Авторское свидетельство СССР - 77t9f, кл. Н Q R Woe, 1966. 2. Авторское свидетельство СССР f , кл. Н 01 R ««З/Об, 1980. / / //
Р
гл.и. 1. MJ J
/V /к / /V
А
l
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для автоматического продораживания коллекторов электрических машин | 1977 |
|
SU708446A1 |
| Станок для автоматического продораживания коллекторов электрических машин | 1980 |
|
SU955304A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Устройство управления механизмом раскладки намоточного станка | 1982 |
|
SU1095254A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство управления механизмом укладки провода в намоточных станках | 1983 |
|
SU1134516A1 |
| Станок для продораживания коллекторов электрических машин | 1987 |
|
SU1494079A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ШЛИФОВАНИЯ ВИНТОВЫХ КАНАВОК РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
RU2031771C1 |
| Устройство для управления намоточным станком | 1989 |
|
SU1817061A1 |