Изобретение относится к строительству, а именно к производству предварительно напряженных многопустотных железобетонных изделий различных типоразмеров, и может быть использовано при проектировании и строительстве предприятий для изготовления строительных панелей, плит взлетно-посадочных полос аэродромов.
Известна многопоточная линия для изготовления железобетонных изделий, каждая из которых состоит из конвейеров для перемещения форм, передаточных устройств, оборудования подготовки форм, зарядки их арматурой, заполнения бетоном форм с последующим уплотнением и отделкой [1].
Известна многопоточная линия для изготовления строительных изделий, содержащая стендовые линии, устройство установки арматуры, формующий агрегат, устройство резки изделий, линию транспортирования изделий, передаточные линии, соединенные со стендовыми линиями и линией транспортирования, устройство распалубки, устройство захвата, съема и перемещения изделий [2].
Наиболее близкой к предлагаемому изобретению является многопоточная линия для производства строительных изделий, содержащая параллельные стенды-поддоны, расположенные попарно, каждый наклонно и симметрично к смежному, подвижно установленные на параллельных продольным осям стендов направляющих, формующий агрегат с уплотняющими органами и распалубочный агрегат с устройством захвата и перемещения изделий, устройство установки арматуры [3].
Недостатками этой линии являются недостаточная производительность и отсутствие автоматизации процесса.
Цель изобретения - повышение производительности и автоматизации процесса. Предлагаемая линия позволяет избавиться от использования крановых, агрегатов, что уменьшает строительный объем промышленных зданий.
Сущность изобретения заключается в том, что на стенде-поддоне линии формующий агрегат формует одновременно по два наклонных друг к другу изделия, после чего формующий агрегат перемещают со стенда через передаточные линии, расположенные поперек продольных осей стендов по краям многопоточной линии, на последующий стенд, а на стенд с отформованными изделиями перемещают распалубочный агрегат с устройствами резки, захвата и перемещения отформованных изделий одновременно на конвейеры, расположенные по обе стороны от стендов и смонтированные каждый с возможностью наклона изделия от стенда, после чего включают привод и изделия транспортируются. Работа всех элементов многопоточной линии производится по сигналам управления от устройства автоматизации и синхронизации процесса.
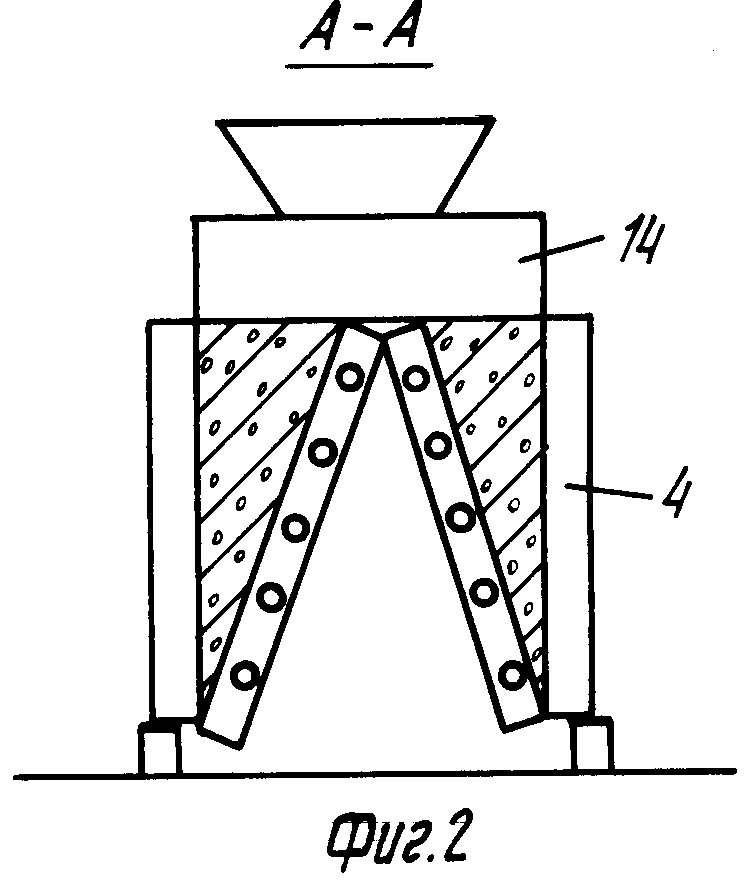
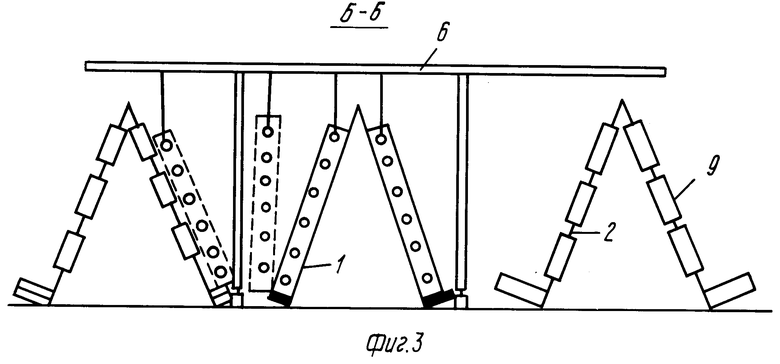
На фиг.1 изображена многопоточная линия, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вариант выполнения конвейера, разрез Б-Б на фиг.1.
Многопоточная линия для производства многопустотных строительных изделий содержит стенды-поддоны 1, расположенные попарно, каждый наклонно и симметрично к смежному. Стенды 1 смонтированы параллельно и поочередно с конвейерами 2.
На каждом стенде-поддоне 1 расположены устройство 3 установки арматуры, формующий агрегат 4, подвижно установленный на параллельных продольным осям стендов направляющих и выполненный в виде, например, экструдера с уплотняющими органами, формующего одновременно по крайней мере два изделия, расположенные симметрично по обе стороны от стенда.
Кроме того, на те же направляющие устанавливается распалубочные агрегат 5, снабженный устройством 6 резки отформованных изделий одновременно на обеих сторонах стенда 1, устройствами захвата 7 и перемещения 8 изделий одновременно на соседние конвейеры 2, которые выполнены, например, в виде роликовых дорожек 9 с возможностью наклона изделия от стенда.
Передаточные линии 10 и 11 расположены поперек продольных осей стендов-поддонов 1 и конвейеров 2 по их концам.
Конвейеры 2, передаточные линии 10 и 11 и стенды-поддоны 1 связаны с устройствами автоматизации и синхронизации процесса 12, например, пультом управления.
Все устройства линии снабжены либо концевыми переключателями, либо датчиками 13, фиксирующими положения всех устройств в любой момент протекания процесса.
Подача бетонной смеси в формующий агрегат 4 осуществляется устройством подачи формуемой массы - бункером 14.
Устройство 3 установки арматуры содержит тележку для протаскивания арматуры и устройство натяжения, при этом последнее может быть установлено с торца стенда-поддона 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНДОВАЯ ЛИНИЯ ДЛЯ БЕЗОПАЛУБОЧНОГО ПРОИЗВОДСТВА МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2053112C1 |
| САМОХОДНОЕ РАСПАЛУБОЧНОЕ УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОТФОРМОВАННЫХ ИЗДЕЛИЙ СО СТЕНДОВОЙ ЛИНИИ С ИСПОЛЬЗОВАНИЕМ ДИАФРАГМ | 1990 |
|
RU2029673C1 |
| Линия транспортирования многопоточного технологического комплекса по производству строительных изделий | 1991 |
|
SU1811503A3 |
| Линия транспортирования многопоточного технологического комплекса по производству строительных изделий | 1991 |
|
SU1804439A3 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2204665C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2263748C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2313639C1 |
| Стендовая линия для изготовления изделий из бетонной смеси | 1989 |
|
SU1701533A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
Использование: безопалубочное изготовление бетонных изделий экструзионным методом. Сущность изобретения: стенды-поддоны 1 расположены попарно, каждый наклонно и симметрично к смежному. Конвейеры 2 смонтированы с возможностью транспортирования отформованных изделий в наклонном положении и поочередно со стендами-поддонами 1. Подвижные формующий агрегат 4 и распалубочный агрегат 5 с устройством 6 резки установлены на параллельных стендам-поддонам 1 направляющих. Через передаточные линии 10 и 11 агрегаты 4 и 5 перемещаются поочередно на соседние стенды-поддоны 1. Процесс синхронизируется устройством 12. 3 ил.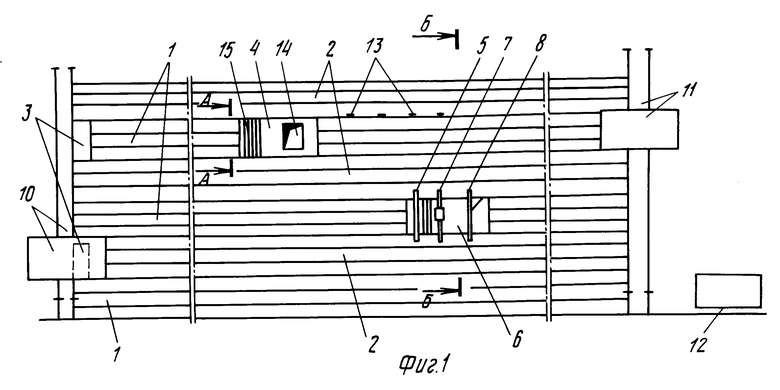
МНОГОПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, содержащая параллельные стенды-поддоны, расположенные попарно, каждый наклонно и симметрично к смежному, подвижно установленные на параллельных продольным осям стендов направляющих формующий агрегат с уплотняющими органами и распалубочный агрегат с устройством захвата и перемещения изделий, устройство установки арматуры, отличающаяся тем, что, с целью повышения производительности и автоматизации процесса, линия снабжена параллельными стендам-поддонам по обе стороны от них конвейерами, смонтированными каждый с возможностью транспортирования изделий в наклонном положении, передаточными линиями транспортирования агрегатов, расположенными поперек продольных осей стендов-поддонов и конвейеров по их концам, и устройствами автоматизации и синхронизации процесса, при этом распалубочный агрегат снабжен устройством резки отформованных изделий.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Стендовая линия для безопалубоч-НОгО фОРМОВАНия жЕлЕзОбЕТОННыХиздЕлий | 1978 |
|
SU810502A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
