Изобретение относится к черной металлургии, в частности к производству шихтовых материалов для сталеплавильного производства.
Известен способ производства стали в дуговой печи, в котором изложен способ получения полуфабриката для металлургического передела (шихтовой заготовки), состоящей из железорудных окатышей, залитых чугунок [1]. Способ включает предварительное заполнение мульд разливочной машины железорудными окатышами и последующую заливку их жидким чугуном. Недостатком известного способа является низкое качество получаемого полуфабриката, вызванное всплыванием части окатышей наверх и последующих их осыпанием в процессе транспортировки и загрузки. Это нарушает стабильность состава материала изменяя соотношения долей окатышей и чугуна в пределах партии, а также приводит к получению отливок с различными размерами.
Целью изобретения является улучшение качества полуфабриката для металлургического передела за счет изменения режима заливки расплавленного чугуна, т.е. получение отливок стандартного размера.
Поставленная цель достигается тем, что в способе получения полуфабрикаты для металлургического передела, включающем предварительное заполнение мульд разливочной машины твердыми добавками (наполнителями) и последующую заливку их жидким чугуном последнюю осуществляют в два приема: вначале заливают 10-50% объема расплава, необходимого для заполнения мульды, а остальное его количество доливают через 1-10 с. При предварительной заливке части жидкого расплава в мульду последний проходя через слой твердых добавок достигает днища мульды. Благодаря относительно малому количеству жидкого расплава и значительного развития поверхности теплообмена расплава с твердыми частицами поступающий жидкий металл быстро отдает тепло наполнителю и поверхности мульды. В результате этого расплав охлаждается и превращается в твердый скелет, фиксирующий положение частиц в слое материала и, прежде всего, в донной части мульды, где имеет место максимальное охлаждение поступающего металла и охватывание его с поверхностью мульды. Доливка остального металла до заполнения мульды на образовавшийся слой не приводит к всплыванию частиц материала, благодаря чему достигается равномерное распределение добавок по объему получаемого материала и исключается отрыв части твердых частиц от получаемой отливки. К тому же, все отливки имеют одинаковый размер и формы.
При количестве жидкого расплава, поступающего в мульду за 1-й прием менее 10% объема расплава, необходимого для заполнения мульды, недостаточно для надежного закрепления слоя твердых частиц на дне мульды и образования развитого скелета из затвердевшего металла по высоте слоя, что снижает эффективность способа. При количестве чугуна, заливаемого за первый прием более 50% , наблюдается отрыв верхней части слоя твердых добавок от основного слоя и их всплывание, что приводит к нарушению однородности распределения добавок по объему отливки. Кроме того имеют место выплески чугуна за пределы мульды, обусловленные интенсивным выделением газов из состава покрытия, наносимого на рабочую поверхность мульды путем опрыскивания перед разливкой. Предлагаемые величины количества расплава заливаемого за первый прием, 10-50% являются оптимальными.
Нижний предел времени, по истечению которого производят доливку остального расплава (1 с) относится к случаю, когда количество поступающего в мульду расплава относительно невелико и составляет 10-15%. Если уменьшить продолжительность паузы менее 1 с, то жидкий металл не успевает охладиться и образовать скелет из затвердевающего расплава. Верхний предел времени относится к случаю, когда доля жидкого металла за первый прием составляет 45-50% от общего количества расплава на мульду. Данная продолжительность выдержки перед заливкой металла за 2-й прием обеспечивает охлаждение расплава, схватывание нижней части слоя из металла и твердых добавок с поверхностью дна мульды, формирование скелета из металла, пронизывающего слой добавок по всей его высоте. Увеличение выдержки сверх 10 с нецелесообразно, т. к. чрезмерное охлаждение может вызвать несваривание новых порций жидкого расплава с ранее образовавшимся слоем из добавок и расплава. При этом прочность полуфабриката получается низкой и может иметь место разрушение отливки.
Приведенные выше значения количества расплава, заливаемого в мульду на I-ом приеме и времени выдержки до начала заливки остальной части расплава позволяют получить полуфабрикат постоянного состава и одинакового размера.
П р и м е р. Полуфабрикат получали на разливочной машине. Внутренние размеры мульды 180 х 120 х 120 мм. В качестве жидкого расплава использовали передельный чугун производства АК "Тулачермет". Мульды предварительно заполняли твердыми добавками (смесью железорудных окатышей и материалом, включающий оксид кальция).
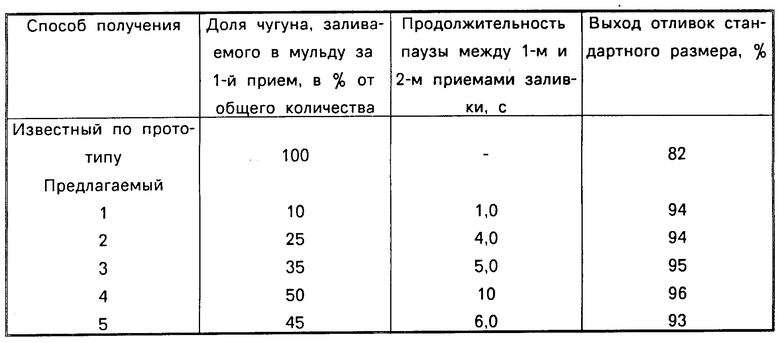
Жидкий чугун из ковша заливали на мульду двумя приемами. Это осуществлялось через систему заливочных желобов, изменяя длину заливного желоба, через который расплав поступает в мульду (2 прием заливки) и регулируя скорость движения ленты разливочной машины обеспечивали продолжительность паузы между заливками 1-10 с. Проверялись геометрические размеры затвердевших отливок, исследовалась их наружная поверхность. Результаты приведены в таблице.
Таким образом, выход годных отливок по геометрическим размерам увеличился на 11-14%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1999 |
|
RU2146181C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА (ВАРИАНТЫ) И МАШИНА РАЗЛИВОЧНАЯ ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491148C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИХТОВОЙ ЗАГОТОВКИ, РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ШИХТА ДЛЯ БЕЗОБЖИГОВОГО ОКУСКОВАНИЯ ТВЕРДЫХ НАПОЛНИТЕЛЕЙ | 1998 |
|
RU2147967C1 |
| ШИХТОВАЯ ЗАГОТОВКА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2089331C1 |
| НАПОЛНИТЕЛЬ ДЛЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2000 |
|
RU2170270C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1998 |
|
RU2127651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ | 1995 |
|
RU2086342C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1993 |
|
RU2039090C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1992 |
|
RU2049120C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1993 |
|
RU2083683C1 |
Сущность изобретения: способ включает предварительное заполнение мульд разливочной машины твердыми добавками и последующую заливку их чугуном, в котором последнюю осуществляют в два приема: вначале заливают 10 - 50% объема расплава, необходимого для заполнения мульды, а остальное его количество доливают через 1 - 10 с. Использование изобретения повышает выход годных отливок по геометрическим размерам на 11 - 14%. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА, включающий предварительное заполнение мульд разливочной машины твердыми добавками (наполнителем) и последующую заливку их чугуном, отличающийся тем, что заливку мульд осуществляют в два приема: вначале заливают 10 - 50% объема чугуна необходимого для заполнения мульды, а остальное его количество заливают через 1 - 10 с.
| Способ производства стали в дуговой печи | 1981 |
|
SU985063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
