Изобретение относится к черной металлургии, а именно к производству металлошихты для выплавки стали и сплавов в дуговых электропечах, конкретно к составу твердых наполнителей, способу и разливочной машине для производства шихтовых заготовок.
Известен способ производства шихтовой заготовки, применяемой для выплавки стали и получаемой на разливочной машине чугуна, в котором твердый окислитель, в частности железорудный материал (окатыши, агломерат и тому подобное), предварительно засыпается в мульды, установленные на конвейере, а затем в мульды заливают жидкий чугун. Сформированная шихтовая заготовка охлаждается на разливочной машине, а затем чушки удаляются из мульд. Жидкий чугун заливают с температурой 1250-1380oC, т.е. при прохождении чугуновозов от выпуска чугуна из доменной печи до подачи их на разливочный участок за время примерно 2-4 часа (патент N 2094480, С 21 С 5/52, аналог). Недостатками указанного выше способа являются: при плавке данной шихтовой заготовки в печи интенсивное перемешивание ванны пузырями оксида углерода, образующимися в результате взаимодействия углерода и кислорода шихтовой заготовки, усиливает перенос кислорода из атмосферы печи и шлака в металл и увеличивает количество окислившегося углерода. Вследствие этого вновь появляется дефицит углерода в балансе реакции обезуглероживания.
Это, в свою очередь, требует ввода науглероживателя (углеродсодержащего материала) либо в виде кусковых присадок, либо использования твердого чугуна. Первый из них характеризуется малым КПД, а второй (ввод чугуна) охлаждает ванну в момент, когда она слабо нагрета и плохо кипит из-за малой концентрации углерода. Это увеличивает продолжительность плавки и расход энергии. Следовательно, использование заготовки в виде железорудных окатышей, залитых чугуном, благодаря повышенному количеству кислорода в ней и с учетом окислительной способности газовой атмосферы и шлака периода плавления, содержащего повышенное количество кислорода в виде окислов железа: приводит к низкому содержанию углерода по расплавлении ванны практически при любых соотношениях чугуна и окатышей в заготовке;
- при заполнении окатышами 20-26% рабочего объема мульды последние оказываются в верхней части мульды, что приводит к выпадению окатышей, особенно при их перегрузках и к нестабильному составу получаемых шихтовых заготовок, к высокой плотности, приближающейся к тяжеловесному лому. Использование такой заготовки в электропечах может вызвать образование при загрузке плотного слоя металлошихты, имеющего пониженную скорость плавления и ограничивающего возможность интенсификации работы мощных электропечей, что в конечном итоге отрицательно влияет на производительность печи и качество выплавляемых сталей, а также снижение выхода годного полуфабриката;
- аналогичный недостаток имеет место и в способе получения полуфабриката для металлургического передела, включающем предварительное заполнение мульд разливочной машины твердыми добавками (наполнителями) и последующую заливку их жидким чугуном, последнюю осуществляют в два приема: вначале заливают 10-50% объема расплава, необходимого для заполнения мульды, а остальное его количество доливают через 1-10 секунд (патент N 2031965 - прототип).
Техническая задача - обеспечение стабильности состава шихтовой заготовки и содержания углерода по расплавлении материалов в агрегате.
Технический результат достигается тем, что в способе для производства шихтовой заготовки, включающем загрузку твердых наполнителей в мульды литейного конвейера, последующую заливку их струей жидкого железосодержащего сплава в два приема, охлаждение заготовок, находящихся в мульдах, в котором железосодержащий сплав подают на разливку с температурой 1381-1450oC, выбитые из мульд литейного конвейера чушки очищают от неспаянных с массой железосодержащего сплава твердых наполнителей и мелких приливов в галтовочном барабане или в аналогичном агрегате, а затем загружают в контейнер для сбора и транспортировки.
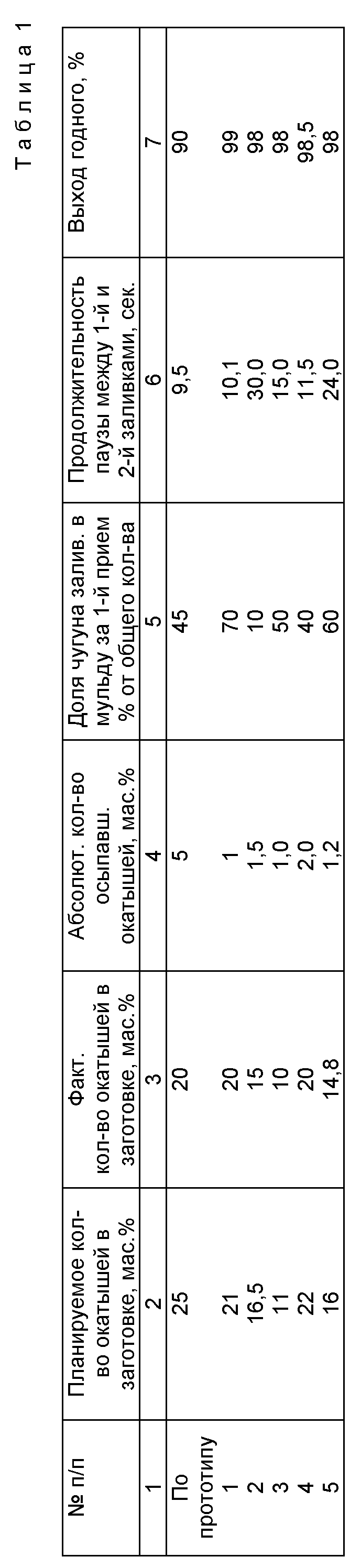
Способ, в котором вначале дозированное количество твердых наполнителей в чушках заливают жидким железосодержащим сплавом на 10-70% рабочего объема чушки, а вторую заливку железосодержащим сплавом осуществляют через 10,1-30 секунд.
Способ, в котором твердые наполнители дополнительно содержат углеродсодержащий материал.
Предварительно в мульды разливочной машины загружают твердый наполнитель, состоящий из железосодержащих материалов (окатыши), молотую негашеную известь и углеродсодержащий материал (косовая мелочь) и осуществляют последующую их заливку жидким чугуном с температурой 1381-1450oC. Чугуновозы от выпуска чугуна из доменной печи проходят до разливочного участка за два часа.
Первую заливку твердых наполнителей в чушках осуществляют на 10-70% объема чушки.
Вторую заливку железосодержащим сплавом осуществляют через 10,1-30 сек. Объемы загрузки и периоды заливки железосодержащим сплавом определены экспериментально.
Ввод углеродсодержащего материала непосредственно в окатыши из расчета получения в ванне по расплавлении требуемого количества углерода с учетом окисления его кислородом, поступающим из окатышей, кислородного дутья, шлака, атмосферы печи зависит от марки выплавляемой стали, типа и емкости сталеплавильного агрегата.
Источником поступления элемента-восстановителя в виде углерода является углеродсодержащий материал.
Источником кислорода (носителем кислорода) являются оксиды, входящие в состав оксидного материала и частично - в состав шлакообразующих компонентов. В ходе работы шихты (нагрева ее и расплавления) происходит обмен кислорода между окислителем и восстановителем, в результате чего углерод окисляется до монооксида с выделением последнего в виде газообразной фазы, перемешивающей расплав, а оксиды металлов, отдавая кислород, восстанавливаются до металлического состоянии. Состав шихты подбирается так, чтобы обеспечить возможно полное восстановление оксидов и получение необходимой концентрации углерода в соответствии с требованиями к составу выплавляемой стали или сплава.
Повышение технико-экономических показателей достигается за счет подбора состава твердых наполнителей (окатыши, коксовая мелочь), которые имеют чрезвычайно высокую развитую поверхность контакта фаз, создаваемую заливаемым железоуглеродистым расплавом, величина которых сохраняется неизменной в процессе загрузки шихты в печь, ее нагрева и прокаливания. Заявляемый способ улучшает кинетику окисления-восстановления, повышает скорость процесса и степень извлечения из оксидов металла (выход годного).
Так по данным исследовательских плавок, если восстановителем служит железоуглеродистый сплав, а окислителем - оксиды железа, то скорость окисления углерода составлет 0,3-0,9%/мин, то есть на уровне кислородно-конвертерного процесса. При этом реакция окисления-восстановления протекает при пониженной температуре, начиная с 750-950oC, и имеет высокую скорость. Благодаря этому достигается практически полное восстановление оксидов и значение содержания углерода в требуемых количествах. При этом одновременно улучшается качество металла, так как газообразные продукты реакции окисления углерода кислородом оксидов перемешивают всю металлическую ванну, удаляя из расплава газы, и способствуют удалению неметаллических включений в шлак, и препятствуют проникновению газа из атмосферы печи в металлическую ванну.
Перемешивание ванны пузырьками монооксида углерода усиливает перенос тепла, способствует снижению энергозатрат.
Наличие в рабочем пространстве печи и в слое шихты монооксида углерода снижает содержание свободного кислорода в атмосфере печи и уменьшает степень окисления твердой шихты и жидкого металла. За счет этого дополнительно увеличивается извлечение металла и выход годного. После расплавления шихты металл представляет собой сплав восстановленных из оксидов элементов окислительной составляющей шихты, восстановительной составляющей (которая находится в окатышах-углеродсодержащий материал) и расплавленной теплом внешнего источника железосодержащей части.
Галтовочные барабаны применяют для очистки отливок, удаления мелких заливов. При вращении барабана отливки (мульды) трутся друг о друга, подвергаются сотрясению при переворачивании, в результате чего от них отделяются окатыши, которые недостаточно закреплены в чугуне. Чушками барабан загружают только на 3/4, чтобы осталось пространство для переворачивания мульд. Барабан непрерывного действия характеризуется более высокой производительностью, так как не требует остановок для загрузки и выгрузки.
На чертеже показана схема разливочного участка для получения шихтовой заготовки. В чугуновозном ковше 1 привезли железосодержащий сплав (чугун) с температурой 1420oC и начали разливку. В бункер 2 загружают твердые наполнители (окатыши), состоящие из молотой негашеной извести, углеродсодержащего материала (коксовой мелочи) и железосодержащего материала (железорудный концентрат) и подают в мульды литейного конвейера 3. Затем по желобу 4 заливают чугун в мульды: вначале мульды, заполненные окатышами, заливают на 60% объема рабочего объема и через 12 секунд осуществляют другую заливку жидкого чугуна. Выбитые из мульд литейного конвейера 3 чушки с помощью средства для выбивания заготовок 5 затем очищают от неспаянных с чугуном твердых наполнителей и мелких приливов в галтовочном барабане 6 и загружают погрузочным устройством 7 в контейнер для сбора и транспортировки 8. Подача железосодержащего сплава с температурой ниже 1380oC приводит к непроливу нижней части чушки чугуном. Результаты по данным состава шихтовой заготовки.
Подача углеродсодержащего материала совместно с окатышами и последующая их заливка жидким чугуном приводит к перерасходу углеродсодержащего материала и к неравномерному распределению его в шихтовой заготовке.
В результате внедрение данного изобретения позволило:
- стабилизировать массовую долю окатышей в чушках шихтовой заготовки и избежать дальнейшего измельчения в процессе многократных перегрузок при транспортировке;
- исключить попадание просыпи окатышей и крошья чугуна в товарную продукцию;
- уменьшить затраты по очистке от просыпи парка чугоновозок железнодорожных путей;
- упростить схему возврата отходов в доменное производство.
Известна разливочная машина, содержащая заливочное устройство, изложницы и бункер с питателем для подачи наполнителя, причем питатель представляет собой систему трубопроводов, по которым посредством газа сыпучие материалы подаются в струю металла (патент Бельгии N 752378, кл. B 22 D, опубл. 1969). Однако такое выполнение питателя усложняет конструкцию машины не обеспечивает равномерное распределение сыпучих наполнителей по продольному сечению изложниц (чушек). Разливочная машина состоит из цепных конвейеров с укрепленными на них мульдами, заливочного устройства, рамы, бункера с питателем для подачи твердых наполнителей, трубопровода для подачи охлаждающей среды, соединенного с форсунками, кронштейна с полым роликом и утяжелителем, установленным на кронштейне с возможностью перемещения вдоль его продольной оси. При этом кронштейн одним концом шарнирно установлен в опорах на раме, а другим посредством установленного на оси с возможностью вращения ролика опирается на мульду.
Разливочная машина работает следующим образом. На разливочную машину подается ковш с жидким чугуном, а в бункер с питателем загружаются окатыши. Открываются затворы питателей и окатыши попадают в изложницы. Скорость движения прямо пропорционально зависит от расхода окатышей. Заполненные окатышами мульды перемещаются и заливаются чугуном. (патент N 2075366, B 22 D 5/00, C 21 C 5/52).
Машина не стабильна в работе, часто выходит из строя; не дала положительных результатов в работе. Известна разливочная машина для отливки чушек, содержащая заливочное устройство, изложницы, бункер с питателем для подачи наполнителя, при этом питатель выполнен в виде желоба с отверстием в донной части, один конец которого шарнирно соединен с бункером, а другой взаимодействует с изложницами (авт. свид. N 1105273 - прототип). Конструкция указанной выше разливочной машины не позволяет получить однородную гетерогенную систему-чушку с равномерно распределенным наполнителем по всему объему чушки. Имеет место также в чушке разновидность характера металлической основы.
Технической задачей изобретения является устранение указанных выше недостатков и повышение стабильности работы машины, а также получение в расплаве требуемых значений углерода.
Технический результат достигается тем, что разливочная машина для производства шихтовой заготовки, содержащая последовательно установленные непрерывный литейный конвейер с закрепленными на нем мульдами и приводом, средство для подачи в мульды наполнителей, устройство для заливки их расплавом и контейнер для сбора и транспортировки заготовок, снабжена галтовочным барабаном для очистки заготовок с приводом вращения и установленным под ним средством для сбора продуктов очистки, при этом галтовочный барабан установлен между конвейером для сбора и транспортировки заготовок.
Машина снабжена погрузочным устройством, установленным между галтовочным барабаном и контейнером для сбора и транспортировки заготовок.
Машина дополнительно снабжена средством для выбивания заготовок из мульд, установленным на конце конвейера перед галтовочным барабаном.
Машина снабжена дополнительны погрузочным устройством, установленным между галтовочным барабаном и средством для выбивания заготовок из мульд.
Машина в качестве привода литейного конвейера содержит частотно-регулируемый асинхронный электропривод.
Машина в качестве контейнера для сбора и транспортировки заготовок содержит чугуновозный или железнодорожный вагон.
Галтовочный барабан 6 снабжен установленным под ним средством для сбора продуктов очистки 9, при этом галтовочный барабан 6 установлен между литейным конвейером 3 и контейнером для сбора и транспортировки заготовок 8. Машина снабжена дополнительным погрузочным устройством 10, установленным между галтовочным барабаном 6 и средством для выбивания из мульд заготовок 5.
Очистка в галтовочных барабанах производится путем взаимного трения и соударения-заготовок друг о друга при вращении. Заготовки, загруженные в барабан, увлекаются вращающейся поверхностью, поднимаются на некоторую высоту и, свободно перекатываясь по нижележащим заготовкам, очищают друг друга - галтуются. При этом для повышения производительности процесса частота вращения барабана выбирается достаточно высокой, но так чтобы центробежная сила не могла нейтрализовать силу тяжести, так как в этом случае процесс очистки прекращается. Для самопроизвольного перемещения заготовок вдоль оси во время очистки барабан установлен под небольшим углом к горизонтальной его оси. Загрузка заготовок в барабан осуществляется непрерывно по наклонному лотку. Выгрузка готовых заготовок производится автоматически через люк, установленный в разгрузочной части барабана. Выпавшие окатыши по пути движения просеиваются через отверстия в наружной стенке барабана и уходят в средство для сбора продуктов очистки 9. Наряду с галтовочными барабанами находят применение виброгалтовка, отличающаяся более высокой интенсивностью процесса и соответственно большей производительностью.
Предлагаем на разливочной машине чугуна установить для регулирования скорости вращения асинхронный частотно-регулируемый электродвигатель серии АТ 01 мощностью 75 кВт. Острота проблемы экономии энергии привела к тому, что частотно-регулируемый асинхронный электропривод играет все более возрастающую роль в энергетическом балансе, а динамика соотношения стоимости электроприводом и тарифов на электроэнергию расширяет границу их применения. Электроприводы серии АТ 01, выполненные на основе транзисторного инвестора напряжения с ШИМ-управлением и оснащенные многофункциональным программируемым микроконтроллером, открывают реальные возможности эффективного решения проблемы энергоснабжения. Высокие потребительские свойства и надежность электроприводов серии АТ 01 подтверждаются практикой эксплуатации в металлургии:
- экономия электроэнергии;
- снижение эксплуатационных расходов;
- увеличение срока службы электродвигателя и приводимого механизма;
- совершенствование технологического процесса.
Известна шихта для производства безобжиговых окатышей, состоящая из железосодержащего материала и вяжущего на основе портландцемента с добавлением 1,0-12,5 глиноземистого цемента. (Отчет института "Уралмеханобр" N 6137, Свердловск, 1974 г., с. 75).
Недостатком известного технического решения является высокая стоимость портландцемента и глиноземистой добавки, длительный период твердения окатышей.
Известна шихта для производства безожиговых окатышей, состоящая из железосодержащего материала и молотой негашеной извести (Патент США N 3205063, кл. 75-3, 07.09.65 г. - прототип). Использование шихтовой заготовки, в которой количество углерода в чугуне составляет в среднем 4,1% при массовой доле чугуна и окатышей, равной соответственно 85 и 15%, приводит к полному окислению углерода собственным кислородом, входящим в состав заготовки. Поэтому в ванне получается очень низкое содержание углерода по расплавлении, что сдерживает проведение окислительного периода плавки, требует дополнительного ввода углеродсодержащего материала в ванну.
Другим существенным недостатком известного шихтового материала является ограниченные возможности ввода газообразного кислорода вследствие запаса углерода, что увеличивает энергозатраты и продолжительность плавки.
Технической задачей являются ввод дополнительно в окатыши углеродсодержащего материала с последующей его заливкой железосодержащим сплавом.
Технический результат достигается тем, что в шихту для безобжигово окусковывания твердых наполнителей, состоящую из железосодержащего материала и молотой негашеной извести, дополнительно введен углеродсодержащий материал при следующем содержании компонентов, мас.%:
Молотая негашеная известь - 1,0 - 10,0
Углеродсодержащая - 0,5 - 5,0
Железосодержащий материал - Остальное
Шихта в качестве железосодержащих материалов содержит железорудный концентрат.
Шихта в качестве углеродсодержащего материала содержит коксовую мелочь.
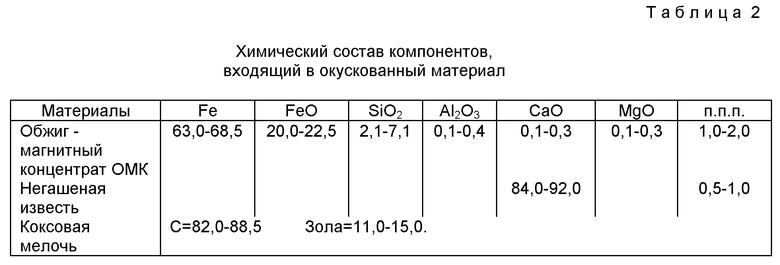
Шихту для безобжигового окусковывания приготавливают следующим образом. Компоненты шихты дозируют в заданном соотношении, перемешивают, при необходимости шихту механически активируют и намагничивают, затем окомковывают и упрочняют известными безобжиговыми способами, при этом в качестве рудного концентрата используется железорудный концентрат. Химический состав используемых материалов представлен в таблице 2.
Часть концентрата (влажность 10,0-12,0%; крупность 90-95%, класс - 0,074 мм) смешивают с негашенной известью (крупность 98,0-100%, класс - 0,1 мм, активность - 80-90%) и гасят в течение 1,5 ч при 100oC, затем к смеси добавляют остальную часть концентрата, заданное количество коксовой мелочи (крупность 90%, класс - 0,074 мм) и перемешивают. Шихту окомковывают с добавлением воды на грануляторе. Окатыши диаметром 14-16 мм сразу после окомковывания запаривают в автоклаве по режиму: 0,6 ч подъем давления до 10 атм +3 ч изотермической выдержки +2 ч термосного охлаждения (0,6+3+2).
Пример. Проводят окускование железорудной шихты в соответствии с известным способом. Состав шихты, %: 88 ОМК; 10 извести и 2 измельченного до крупности 90, класс 0,074 мм коксовая мелочь. Прочность автоклавированных окатышей составляет 85 кгс.
Более высокая прочность безобжиговых окатышей состава шихты согласно изобретению по сравнению с известными ранее объясняется тем, что продукты термической обработки содержат не только кремнезем, но и высокодисперсные окислы железа и алюминия. Это, по данным выполненных физико-химических исследований, способствует в процессе автоклавной обработки синтезу не только гидросиликатов кальция, но и новых, не известных ранее новообразований и безобжиговых окатышах-железистых алюмосиликатов, сообщающих дополнительную прочность автоклавированным образцам.
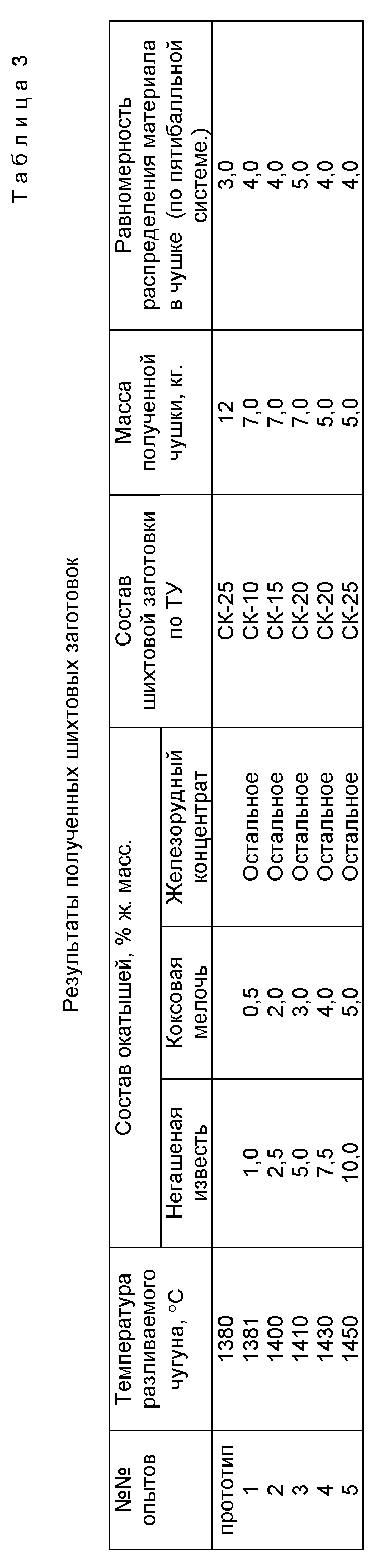
В таблице 3 приведены результаты полученных шихтовых заготовок.
Шихтовая заготовка содержала различные количества оксидного материала и углеродсодержащего материала.
Данное изобретение позволяет исключить дефицит углерода в балансе реакции обезуглероживания, стабилизировать массовую долю окатышей в чушках шихтовой заготовки и избежать дальнейшее измельчение в процессе многократных перегрузок при транспортировке, исключить попадание просыпи окатышей и крошья чугуна в товарную продукцию и упростить схему возврата отходов в доменное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1999 |
|
RU2146181C1 |
| НАПОЛНИТЕЛЬ ДЛЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2000 |
|
RU2170270C1 |
| ШИХТОВАЯ ЗАГОТОВКА В ВИДЕ МНОГОГРАННИКА, МУЛЬДА ДЛЯ ЕЕ ОТЛИВКИ И СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2032752C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОГО МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1999 |
|
RU2149190C1 |
| СПОСОБ ВЫПЛАВКИ ЧУГУНА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1998 |
|
RU2142516C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1992 |
|
RU2031965C1 |
| СПОСОБ ВЫПЛАВКИ ЛИТЕЙНОГО ЧУГУНА В ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2157413C1 |
| ЧУГУН И СПОСОБ ЕГО ВЫПЛАВКИ В ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2128239C1 |
| ЧУГУН | 1999 |
|
RU2149913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ | 1995 |
|
RU2086342C1 |
Изобретение относится к черной металлургии, а именно к производству металлошихты для выплавки стали и сплавов в дуговых электропечах. Получение шихтовой заготовки осуществляют путем загрузки твердых наполнителей в мульды литейного конвейера и заливки их в два приема жидким железосодержащим сплавом. Температура заливаемого сплава 1381 - 1450oC. Извлеченные из мульд чушки очищают в галтовочном барабане. Галтовочный барабан в разливочной машине размещен между конвейером и контейнером для сбора и транспортировки заготовок. Для получения окатышей, служащих наполнителями в шихтовой заготовке, используют шихту, состоящую из железосодержащего материала, молотой негашеной извести в количестве 1,0-10,0 мас.% и углеродсодержащего материала в количестве 0,5-5,0 мас. %. Изобретение обеспечивает стабильность состава шихтовой заготовки и содержания углерода в расплаве. 3 с. и 9 з.п. ф-лы, 1 ил., 3 табл.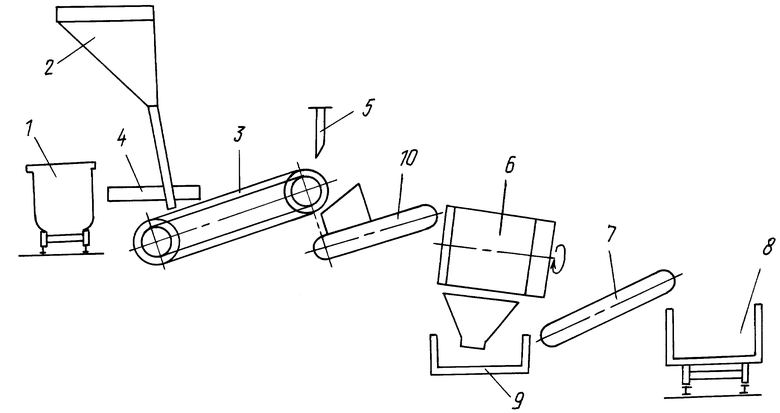
Молотая негашеная известь - 1,0 - 10,0
Углеродсодержащий материал - 0,5 - 5,0
Железосодержащий материал - Остальное
11. Шихта по п.10, отличающаяся тем, что в качестве железосодержащего материала она содержит железорудный концентрат.
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1992 |
|
RU2031965C1 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЧУШЕК ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ЧУШКА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПЕРЕДЕЛА, СПОСОБ И МАШИНА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2090624C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИХТОВОЙ ЗАГОТОВКИ ДЛЯ ВЫПЛАВКИ СТАЛИ | 1995 |
|
RU2094480C1 |
| Разливочная машина для отливки чушек | 1981 |
|
SU1105273A1 |
| RU 2075366 C1, 20.03.1997 | |||
| РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1995 |
|
RU2099161C1 |
| US 3205063 A, 07.09.1965 | |||
| RU 2051981 C1, 10.01.1996. | |||
