Изобретение относится к оборудованию швейного производства и может быть использовано на предприятиях швейной промышленности, химической чистки швейных изделий и в магазинах готовых изделий.
Известен виброманекен для разглаживания швейных изделий, содержащий опору в виде манекена, соединенного с источником рабочих сред, виброгенератором с программным регулятором (авт. св. СССР N 601335, кл. D 06 F 73/00, 1978). Недостатком известного виброманекена является то, что виброгенератор не обеспечивает доведения требуемой различной частоты вибрации на различные участки изделия, в котором применяется различное количество слоев материала в пакете.
Наиболее близким техническим решением к заявляемому является виброманекен для разглаживания швейных изделий, имеющий опору в виде манекена, закрепленного на штоке, соединенного с источником рабочих сред, виброгенератором и программным регулятором (1). Виброгенератор содержит средства распределения и преобразования частоты вибрации от одного возбудителя механических колебаний, жестко связанные с нижней частью манекена с одной стороны и посредством упругих элементов и дополнительных подвижных опор рукавов - с верхней частью манекена с другой стороны. При этом эти опоры содержат регулируемые по высоте зажимы для низа рукавов и низа изделия и образуют колебательные контуры с упругими элементами.
Известный виброманекен не обеспечивает полного устранения заминов, складок, помятостей в труднодоступных для обработки местах швейного изделия, в частности в области груди, верхней части рукавов и спинки, в области лопаток из-за различной величины распределения частоты вибрации по швейному изделию. Кроме того, данный виброманекен не позволяет обрабатывать на одной опоре-манекене швейные изделия различных размероростов, необходима замена всей опоры-манекена при переходе с одного размеророста на другой.
Целью изобретения является расширение технологических возможностей влажно-тепловой обработки за счет повышения эффективности разглаживания швейных изделий в области груди, верхней части рукавов и спинки в областях лопаток, а также разглаживание швейных изделий различных размероростов на одной опоре-манекене. Для достижения поставленной цели виброманекен для влажно-тепловой обработки швейных изделий, содержащий смонтированную в корпусе на вертикальной стойке опору для удержания основной части изделия, соединенный со стойкой виброгенератор и источники подачи обогревающей и охлаждающей рабочих сред, средство для предварительного регулирования положения опорных элементов, включающее установленный на вертикальной стойке ползун и кинематическую связь ее с каждым опорным элементом, дополнительно имеет по два опорных элемента в плечевой части манекена и области груди и плоской элемент - в области лопаток, а стойка выполнена в виде перфорированного цилиндра, причем каждая кинематическая связь опорных элементов в области груди и опорный элемент в области лопаток включает кулачковые механизмы, а каждая кинематическая связь опорных элементов для плечевой части манекена выполнена в виде шарнирно-рычажного механизма. Кроме того, в виброманекене ползун имеет фиксатор его положения на вертикальной стойке, а стойка соединена с корпусом посредством разъемного соединения.
Таким образом, вводятся новые кинематические связи между виброгенератором и опорой, между виброгенератором и отдельными опорными элементами виброманекена, доводящими вибрацию в локальные участки швейного изделия. Введение новых конструктивных признаков в конструкцию опоры и новых кинематических связей позволяет устранить необходимость замены жесткой опорной оболочки для перехода при виброформовании швейного изделия от одного размеророста к другому.
Предлагаемый виброманекен для влажно-тепловой обработки швейных изделий по сравнению с известными аналогами и прототипом позволяет проводить обработку как локальных участков швейного изделия за счет новых кинематических связей и включения в работу только опорных элементов в плечевой части, области груди и области лопаток, так и всего швейного изделия, меняя режимы обработки регулированием положения опорных элементов посредством расположенной на ползуне защелки и разъемного устройства на вертикальной стойке.
Таким образом, предлагаемый виброманекен позволяет повысить эффективность влажно-тепловой обработки швейных изделий в области груди, верхней части рукавов и спинки в области лопаток, имеющих различное число слоев ткани в пакете за счет введения новых кинематических связей между виброгенератором и новой конструкцией опоры для удержания основной части изделия, между виброгенератором и отдельными опорными элементами виброманекена, доводящими вибрацию в локальные участки швейного изделия, пространственно смещенные относительно друг друга.
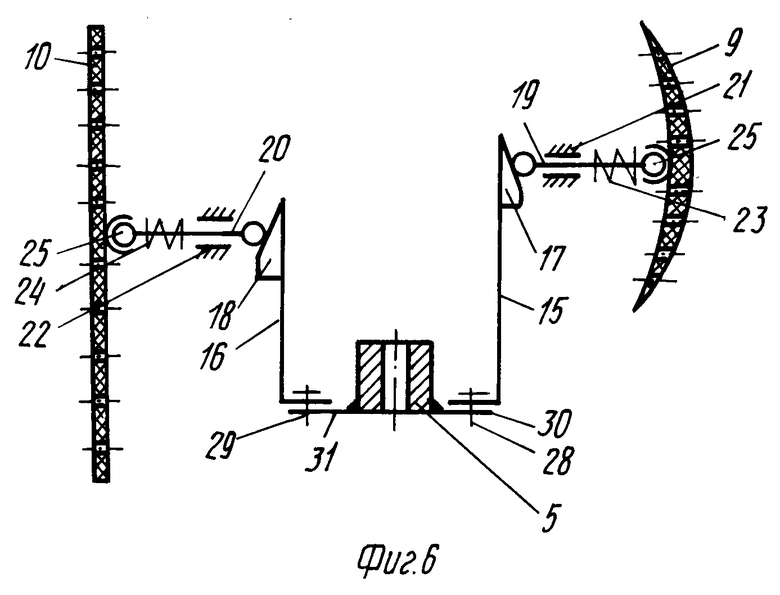
На фиг. 1 приведен общий вид манекена, вид спереди; на фиг. 2 - то же, вид сзади; на фиг. 3 - то же, вид сбоку; на фиг. 4 - кинематическая схема виброманекена; на фиг. 5 - разрез А-А на фиг. 3; на фиг. 6 - плоская кинематическая схема кулачковых механизмов привода.
Опора 1 для удержания основной части изделия смонтирована на вертикальной стойке 2, закрепленной посредством разъемного соединения 3 с корпусом 4. На вертикальной стойке 2 расположен ползун 5, соединенный через перфорированный цилиндр 6 с виброгенератором 7, например кривошипно-шатунным механизмом. На ползуне 5 смонтированы (фиг. 5) средства распределения и преобразования частоты вибрации, выполненные, например, в виде двух шарнирно-рычажных механизмов привода опорных элементов в плечевой части манекена, выполненные в виде перфорированных полуцилиндров 8, с той же стороны со смещением по окружности ползуна 5 смонтированы еще средства распределения и преобразования чистоты вибрации, выполненные, например, в виде трех кулачковых механизмов (фиг. 4), воздействующие на два опорных элемента, выполненных в виде перфорированных полусфер 9 в области груди и опорного элемента, выполненного в виде перфорированной плоскости 10 в области лопаток (фиг. 2 и 4). Шарнирно-рычажные механизмы осуществляют связь ползуна 5 с опорными перфорированными полуцилиндрами 8 посредством коромысла 11, шатуна 12 регулируемой длины и коромысла-плеча 13 опоры 1. Крепление опорных перфорированных полуцилиндров 8 для плечевых частей осуществляется шарниром 14 с верхней частью опоры 1. Кулачковые механизмы осуществляют связь ползуна 5 с опорными перфорированными полусферами 9 и перфорированной плоскостью 10 посредством держателей 15 и 16, кулачков 17 и 18, толкателей 19 и 20, их направляющих 21 и 22 соответственно, пружин 23 и 24 (фиг. 4 и фиг. 6). Профили кулачков 17 и 18, спроектированные по гармоническому закону (синусоидальный или косинусоидальный), выполнены в виде наклонной к вертикали и выбираются такими, чтобы обеспечить безударный и безотрывный режим движения толкателей 19 и 20, полусфер 9 и перфорированной плоскости 10. Полусферы 9 и плоскость 10 соединены с подпружиненными толкателями 19 и 20 посредством шаровых кинематических пар 25, а сами толкатели 19 и 20 смонтированы в направляющих втулках 21 и 22, жестко соединенных с опорой 1.
Виброманекен на ползуне 5 имеет фиксатор 26 его положения в виде защелки, которая образует жесткое соединение с виброгенератором 7 и опорой 1 для реализации режима виброформования. Опора 1 для удержания основной части изделия выполнена в форме перфорированной объемной оболочки, которая также как и перфорированный цилиндр 6 имеет отверстия для подачи рабочих сред на различных этапах обработки в верхнюю часть изделия. Отверстия могут быть выполнены различными по форме для изменения паро-и воздухопроницаемости и расположению на манекене в зависимости от условий обработки изделия на виброманекене.
Для изменения размеророста манекена задается изменение начального положения опорных элементов поверхности манекена за счет изменения размеров звеньев шарнирно-рычажного и кулачкового механизмов. Шатун 12 выполнен из двух частей и в зависимости от размероростов обрабатываемых изделий предусмотрена регулировка длины шатуна 12 посредством перемещения этих частей относительно друг друга с последующим закреплением новой длины шатуна винтом 27. Средства распределения и преобразования частоты вибрации, выполненные в виде кулачковых механизмов, закреплены с помощью винтового соединения 28 и 29 на плечах 30 и 31. Причем плечи имеют пазы, в которых закрепляются винты винтового соединения, позволяющие регулировать положение двух полусфер 9 для области груди и плоскость 10 для области лопаток относительно опоры 1.
При обработке на виброманекене возможна реализация двух режимов работы: режима А и режима Б.
Режим А. Опора 1 неподвижна. Для этого фиксатор 26 не фиксирует положение ползуна 5, который совершает возвратно-поступательное перемещение в вертикальной плоскости, а связанные с ней части 8-10 опоры 1 совершают возвратно-поступательные движения (колебания) в двух взаимно перпендикулярных плоскостях относительно ползуна 5 с одновременным возвратно-поступательным перемещением в вертикальной плоскости.
Режим Б. Опора 1 и ползун 5 жестко соединены между собой фиксатором 26 и с заданными новыми начальными размерами звеньев, установленными винтами 27-29, совершают совместно колебания по одной вертикальной координате.
Работа виброманекена в режиме А осуществляется следующим образом.
После навешивания швейного изделия 32 на опору 1, установки начальных параметров рабочих сред и времени виброформования на программном регуляторе и требуемого положения и размеров шарнирно-рычажного и кулачкового механизмов в зависимости от размеророста обрабатываемого швейного изделия по команде программного регулятора выполняется пропаривание изделия и включается виброгенератор 7. Движение от виброгенератора 7 передается через перфорированный цилиндр 7 на жестко закрепленный на нем ползун 5, который совершает возвратно-поступательное движение на вертикальной стойке 2 относительно неподвижной опоры 1. Ползун 5, с одной стороны, передает движение жестко закрепленному на нем коромыслу 11 и через него - шатуну 12 и коромыслу-плечу 13 опоры 1, на котором закреплены симметричные опорные перфорированные полуцилиндры 8. Полуцилиндры 8, получая движение от ползуна 5, совершают колебательные движения в вертикальной плоскости. Одновременно ползун 5 через плечи 30 и 31, держатели 15 и 16 передает движение жестко закрепленным на держателях кулачкам 17 и 18, толкателям 19 и 20, которые, перемещаясь по их профилю в направляющих 21 и 22, взаимодействуя с пружинами 23 и 24, передают движение двум опорным перфорированным полусферам 9 и опорной перфорированной плоскости 10 спинки. Полусферы 9 и плоскость 10 совершают возвратно-поступательное движение в горизонтальной плоскости.
Работа виброманекена в режиме Б выполняется следующим образом.
Опора 1 и ползун 5 жестко закреплены между собой посредством фиксатора 26. Задаются необходимые размеры частям шатуна 12 с помощью винта 27, звеньям кулачкового механизма с помощью винтов 28 и 29. Ослабляется разъемное соединение 3 вертикальной стойки 2 с корпусом 4 таким образом, чтобы вертикальная стойка 2 могла свободно совершать колебательные движения. Затем швейное изделие навешивается на опору 1 и по команде программного регулятора включается пропаривание изделия и виброгенератор. Движение от виброгенератора передается через перфорированный цилиндр 6 и ползун 5 жестко закрепленной на нем опоре 1. Таким образом, колебание совершается по одной вертикальной координате, но с размероростом манекена, определяемым заданными величинами шарнирно-рычажного и кулачкового механизмов.
На заключительной стадии обработки по команде программного регулятора включается каллорифер и подается охлаждающая среда. Затем отключается каллорифер и виброгенератор. Изделие снимается с опоры. И дальше процесс повторяется с другим изделием.
Использование виброманекена позволяет унифицировать процесс обработки швейных изделий за счет замены нескольких опор для различных размероростов одной опорой, в которой имеются механизмы, выполняющие операции по выпрямлению складок, помятостей в области груди, верхней части рукавов и спинки; расширить технологические возможности влажно-тепловой обработки швейных изделий за счет реализации двух режимов виброформования: локального виброформования области груди, спинки и верхней части рукавов и виброформования всего изделия заданного размеророста без смены опоры для этого размеророста.
| название | год | авторы | номер документа |
|---|---|---|---|
| Виброманекен для разглаживания швейных изделий | 1987 |
|
SU1770494A1 |
| Способ виброформования швейных изделий на манекене | 1988 |
|
SU1796715A1 |
| Устройство для разглаживания текстильных изделий | 1977 |
|
SU601335A1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1980 |
|
SU1017749A1 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОЙ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ МУЖСКОГО ПИДЖАКА | 2004 |
|
RU2251601C1 |
| Устройство для контроля качества плече-ВыХ шВЕйНыХ издЕлий | 1978 |
|
SU818591A1 |
| Виброманекен | 1988 |
|
SU1719496A1 |
| Надувной манекен | 1975 |
|
SU612679A1 |
| ПРЕСС ДЛЯ ОБЪЕМНОГО ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2061132C1 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОЙ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2239682C1 |





Изобретение позволяет повысить эффективность разглаживания швейных изделий в области груди, верхней части рукавов и спинки в области лопаток. Виброманекен дополнительно снабжен разъемными перфорированными частями, выполненными в виде двух полуцилиндров для плеч, двух полусфер для области груди и плоскости для области лопаток, кинематически связанных через втулку-ползун, шток с виброгенератором. При включении виброгенератора в работу включается втулка-ползун, которая передает двидение с одной стороны шарнирно-рычажному механизму. Связанные с ним перфорированные полуцилиндры совершают колебательные движения в вертикальной плоскости. Одновременно с другой стороны втулка-ползун передает движение через кулачковые механизмы опорным перфорированным полусферам и перфорированной плоскости спинки, которые совершают возвратно-поступательное движение в горизонтальной плоскости. 2 з.п. ф-лы, 6 ил.
| Устройство для влажно-тепловой обработки швейных изделий | 1980 |
|
SU1017749A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
