Изобретение относится к машиностроению и может быть использовано при обработке наружных и внутренних коротких резьб.
Известны способы нарезания резьб метчиками, плашками, резцами, когда деталь или инструмент вращается вокруг своей оси, а инструменту сообщают осевую подачу "на шаг" за один оборот. При этом резьбу нарезают за один или несколько проходов.
Недостатком этих способов является низкая производительность из-за большой длительности основного времени.
Известен способ нарезания резьбы гребëнками, когда перед началом работы гребенку устанавливают таким образом, чтобы ее продольная ось располагалась параллельно оси заготовки, в процессе обработки деталь вращают вокруг своей оси, а гребенке, имеющей заборную и калибрующие части, сообщают осевую подачу "на шаг" за один оборот детали. Резьбу нарезают за один рабочий ход на полную высоту профиля. Этот способ более производителен по сравнению с многопроходным точением резьбы резцами, однако основное время довольно велико из-за большой длины рабочего хода инструмента.
Целью изобретения является повышение производительности за счет сокращения длины рабочего хода инструмента, а следовательно, и основного времени.
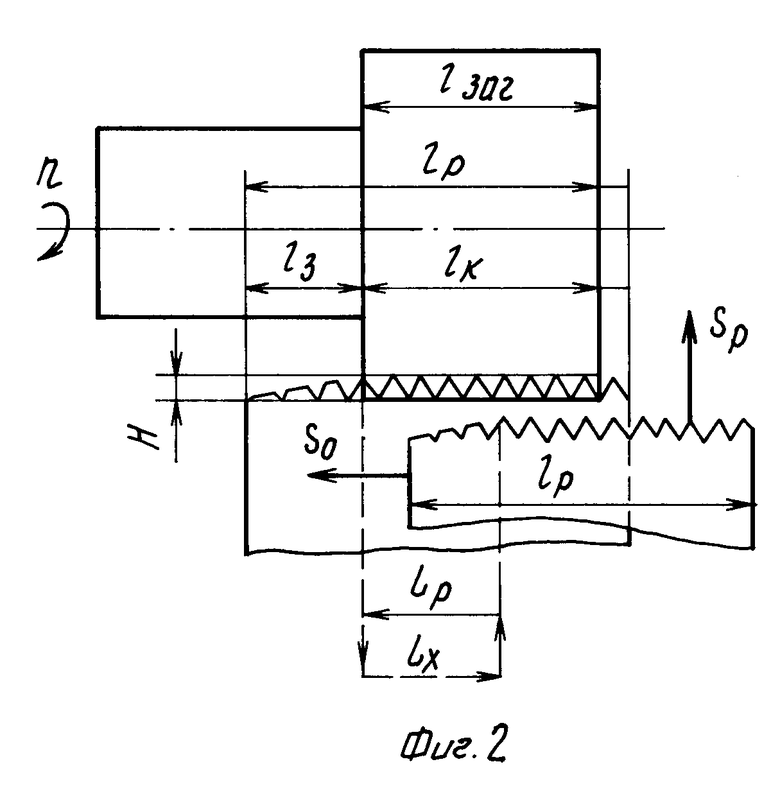
Поставленная цель достигается тем, что при нарезании резьбы гребенкой, когда перед началом работы гребенку устанавливают таким образом, чтобы ее продольная ось располагалась параллельно оси заготовки, в процессе обработки детали сообщают вращение, а гребенке, имеющей заборную и калибрующую расти, сообщают осевую подачу "на шаг" нарезаемой резьбы и одновременную радиальную подачу, при этом обработку ведут гребенкой, длину калибрующей части которой выбирают не меньше длины нарезаемой резьбы, а рабочий ход гребенки начинают из положения, когда вершина первого зуба в осевом направлении находится от конца резьбового участка детали на расстоянии, которое определяют по формуле
Lp= H˙So/Sp, (1) где Lр расстояние от вершины первого калибрующего зуба гребенки до конца резьбового участка детали, т.е. длина рабочего хода в направлении осевой подачи или размер, определяющий исходное положение гребенки относительно детали;
Н высота профиля резьбы;
So величина осевой подачи гребенки, равная шагу нарезаемой резьбы за один оборот детали;
Sр величина радиальной подачи гребенки, мм/об.
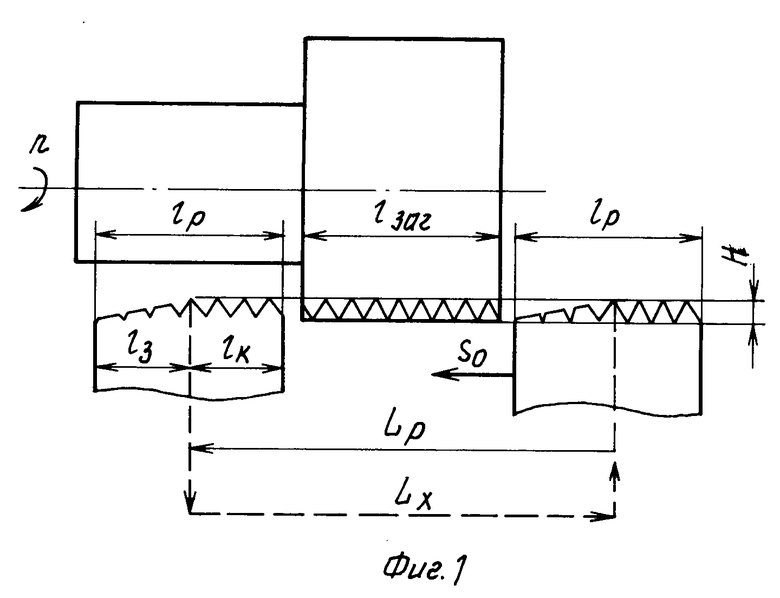
Сообщение гребенке одновременно осевой и радиальной подачи позволяет сократить длину рабочего хода инструмента, следовательно, и основное время. Это можно доказать теоретически. При известном способе нарезания резьбы гребенкой обработку производят по схеме, изображенной на фиг. 1, основное время рассчитывают по формуле
to=Lp/nP, (2) где Lр длина рабочего хода гребенки, мм;
n частота вращения детали, об/мин;
Р шаг резьбы, мм.
По схеме (фиг. 1) длина рабочего хода Lр определяется:
Lp=lзаг+lр, (3) где lзаг длина резьбы детали, мм;
lр длина рабочей части гребенки, мм.
При обработке по предлагаемой схеме, изображенной на фиг. 2, основное время рассчитывают по формуле (2), а длину рабочего хода по формуле (1).
Для доказательства положительного эффекта рассчитывают основное время для случая обработки резьбы М42х1,5, длина резьбы 23 мм, высота профиля Н= 0,8 мм, частота вращения детали n=150 об/мин, шаг резьбы Р=1,5 мм.
При обработке по известной схеме (фиг. 1) пользуются стандартной гребенкой со следующими размерами: длина заборной части lз=6 мм; длина калибрующей части lк=6 мм, длина рабочей части lp=lз+lк=12 мм.
При расчете по формулам (2) и (3) длина рабочего хода и основное время составляют
Lp=lзаг+lр=23+12=35 мм;
to=  35/150·1,5 0,155 мин.
35/150·1,5 0,155 мин.
При обработке по предлагаемому способу (фиг. 2) пользуются гребенкой со следующими размерами: длина заборной части lз=6 мм; длина рабочей части lр= lз+lк= 29 мм; длина калибрующей части lк=lзаг=23 мм. Принимают n=150 об/мин; Sр=0,1 мм/об. При расчете по формулам (1) и (3) длина рабочего хода
Lp= So/Sp= 0,8˙1,5/0,1= 12мм. Основное время составляет to= Lp/n˙P= 12/150˙1,5=0,053мин.
По результатам теоретических расчетов можно сделать вывод, что длина рабочего хода и основное время при нарезании резьбы гребенкой по предлагаемому способу в 3 раза меньше, чем при обработке по известному способу.
П р и м е р. Для подтверждения результатов теоретических выводов проводилась обработка резьбы М42х1,5 на токарно-винторезном станке с ЧПУ мод. 16К20 РФ3 известным и предлагаемым способами по программе. Все исходные данные и условия обработки выдерживались такими же, как в приведенном выше теоретическом примере.
В результате эксперимента установлено, что основное время при нарезании резьбы по известному способу в 2,5 раза больше, чем по предлагаемому. Это доказывает наличие положительного эффекта в повышении производительности при работе по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ГЛУХИХ РЕЗЬБ ГРЕБЕНКОЙ | 2001 |
|
RU2215622C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| ГРЕБЕНКА ДЛЯ НАРЕЗАНИЯ МНОГОЗАХОДНЫХ РЕЗЬБ | 2001 |
|
RU2214321C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| СПОСОБ ПОЛУЧЕНИЯ САМОСТОПОРЯЩЕЙСЯ РЕЗЬБЫ | 2014 |
|
RU2585590C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2001 |
|
RU2202450C2 |
Использование: нарезание резьбы гребенкой при сокращенном рабочем ходе гребенки. Сущность изобретения: гребенку перед началом обработки устанавливают таким образом, что ее продольная ось расположена параллельно оси заготовки, а первый зуб калибрующей части гребенки расположен от конца нарезаемой резьбы на заготовке на определенном расстоянии. В процессе обработки детали сообщают вращение, а гребенке сообщают осевую подачу на шаг нарезаемой резьбы. Длину калибрующей части гребенки выбирают не меньше длины нарезаемой резьбы. 2 ил.
СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ ГРЕБЕНКОЙ с заборной и калибрующей частями, при котором перед началом обработки гребенку устанавливают так чтобы ее продольная ось располагалась параллельно оси заготовки, в процессе обработки детали сообщают вращение, а гребенке сообщают осевую подачу на шаг нарезаемой резьбы, отличающийся тем, что в процессе обработки гребенке дополнительно сообщают радиальную подачу, при этом обработку ведут гребенкой, длину калибрующей части которой выбирают не меньше длины нарезаемой резьбы, причем перед началом обработки гребенку устанавливают так, чтобы первый зуб калибрующей части был расположен от конца нарезаемой резьбы на расстоянии L, которое определяют по формуле
где H высота профиля резьбы, мм;
Sо величина осевой подачи гребенки, мм/об.
Sр величина радиальной подачи гребенки, мм/об.
| Грановский Г.И., Грановский В.Г | |||
| Резание металлов, М.: Высшая школа, 1985, с.262. |
