Изобретение относится к алмазно-абразивной обработке и может быть использовано в электронной, оптико-механической и других отраслях народного хозяйства для прецизионной обработки плоских поверхностей деталей, например стеклянных пластин для жидкокристаллических экранов (ЖКЭ), фотошаблонных заготовок, заготовок для магнитооптических дисков, дисков для жестких винчестерских накопителей, а также для обработки кремниевых пластин и других тонких прецизионных изделий из хрупких материалов.
Известно устройство, содержащее два соосных притира, расположенные между ними сепараторы с гнездами для размещения в два яруса деталей, между которыми размещена прокладка, привод вращения притиров и трубопровод для подачи абразивной суспензии [1]
Однако используемый в данном устройстве сепаратор, выполненный в виде сплошного корпуса с гнездом для деталей, не обеспечивает качества обработки и высокой производительности труда, что связано с неравномерностью и недостаточным количеством подаваемый полирующей суспензии в зону обработки верхней и нижней деталей. Это приводит к появлению прижогов при интенсивных режимах полирования или к резкому падению производительности при низких скоростях полирования, которые необходимы для исключения прижогов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является сепаратор к плоскодоводочному станку, содержащий отверстие-накопитель смазочно-охлаждающей жидкости (СОЖ) или абразивной суспензии и гнезда для размещения деталей. Отверстие-накопитель и гнезда соединены между собой посредством каналов.
Данный сепаратор обеспечивает более равномерную подачу СОЖ или абразивной суспензии в зону обработки деталей. Это обеспечивается тем, что, попадая в расположенное в центральной части сепаратора отверстие-накопитель, СОЖ или абразивная суспензия при вращении сепаратора поступает через каналы в гнезда, где размещены обрабатываемые детали. Благодаря этому обеспечиваются более равномерные режимы обработки [2]
Недостатком описанного сепаратора-прототипа является невозможность его использования при обработке тонких крупногабаритных деталей на станках планетарного типа. Это связано с тем, что при обработке указанного вида изделий основная площадь сепаратора занята гнездом для размещения деталей в два ряда через упругую прокладку и наличие отверстия-накопителя не обеспечит равномерной подачи СОЖ или абразивной суспензии в зону обработки верхней и нижней деталей.
Целью изобретения является создание сепаратора к плоскодоводочному станку, обеспечивающего равномерную подачу СОЖ или абразивной суспензии в зону обработки деталей к верхнему и нижнему притирам, что обеспечит повышение производительности и качество обработки.
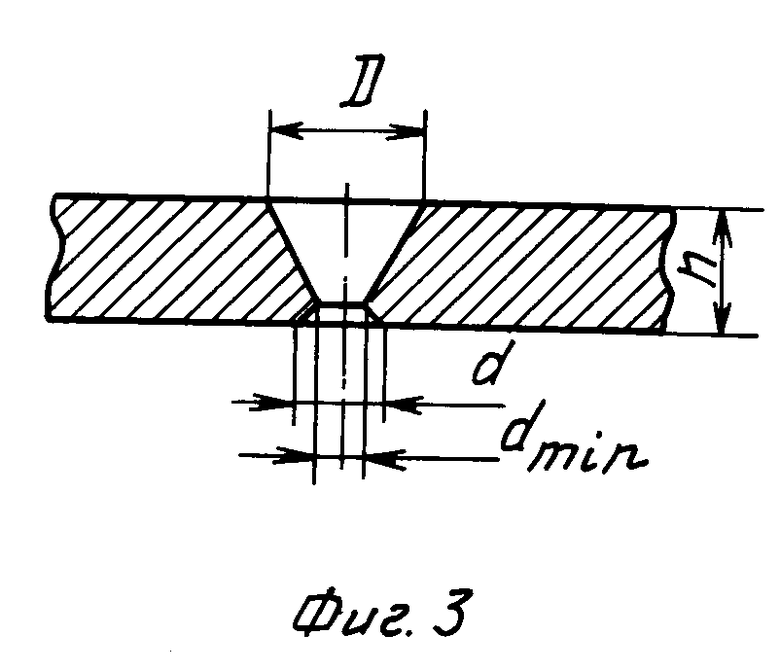
Это достигается тем, что в сепараторе к плоскодоводочному станку, содержащем по меньшей мере одно отверстие-накопитель и не менее одного гнезда для размещения деталей, отверстие-накопитель выполнено двухступенчатым с переменным сечением, при этом первая ступень заканчивается сужением, являющимся началом второй ступени, а диаметры входных и выходных отверстий первой и второй ступеней определяют из соотношений
2 ≅  ≅ 20
≅ 20
0,5 ≅  ≅ 2
≅ 2
1,5 ≅  ≅ 3 где D диаметр входного отверстия первой ступени;
≅ 3 где D диаметр входного отверстия первой ступени;
dmin диаметр выходного отверстия первой ступени;
h толщина сепаратора;
d диаметр выходного отверстия второй ступени.
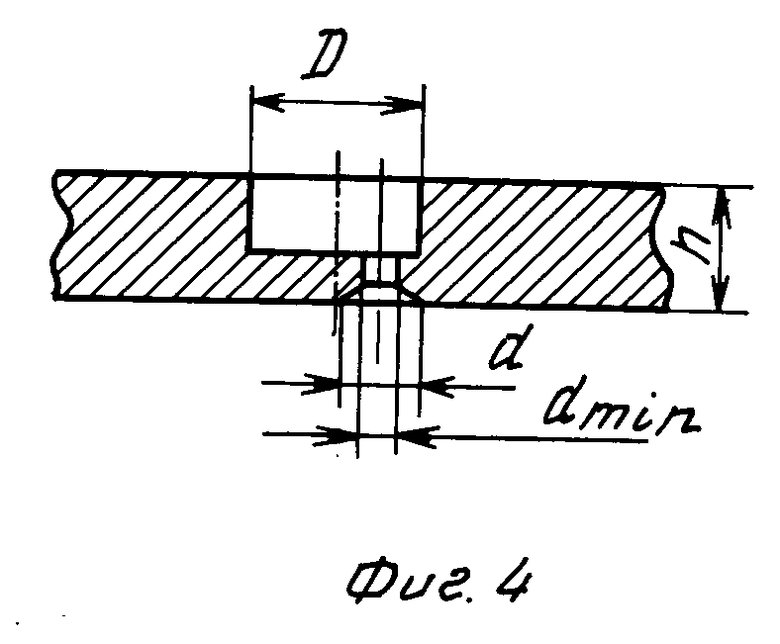
Выходные отверстия могут быть выполнены в нижней части отверстия-накопителя со смещением относительно центра углубления по радиусу к периферии сепаратора.
Сущность изобретения заключается в следующем. При обработке плоских поверхностей деталей на станках планетарного типа подача СОЖ на операциях шлифования или абразивной суспензии при полировании осуществляется из кольцевых емкостей через каналы, сообщаемые с зоной обработки. При этом попадание СОЖ или абразивной суспензии в зону обработки деталей и особенно нижней детали затруднено. Это связано с тем, что при выходе из каналов верхнего притира часть СОЖ или абразивной суспензии отражается периферией сепаратора и под действием центробежной силы удаляется из зоны обработки. Когда сепаратор находится в зоне расположения каналов, то подача СОЖ или абразивной суспензии прекращается из-за перекрывания каналов верхней деталью и верхней поверхностью сепараторов. Если же сепаратор выполнен в соответствии с изобретением, а именно с отверстиями-накопителями, сужающимися в нижней части, то СОЖ или абразивная суспензия накапливается в углублениях и затем равномерно подается в зону обработки как верхней, так и нижней детали. Таким образом, двухступенчатые отверстия в сепараторах выполняют функцию накопителей и перераспределителей СОЖ или абразивной суспензии. Во-вторых, накопленная в отверстиях-накопителях СОЖ или абразивная суспензия при вращении сепаратора попадает в зону обработки верхней детали. Во-вторых, через сквозные отверстия, выполненные в нижней части отверстий-накопителей, СОЖ или абразивная суспензия поступает в зону обработки нижней детали. При этом для улучшения условий подачи СОЖ или абразивной суспензии в зону обработки нижней детали сквозные отверстия на выходе имеют расширения, полученные зенкованием отверстий на выходе. Кроме того, поскольку под действием центробежной силы жидкость в углублениях перераспределяется к периферийным стенкам, то сквозные каналы в нижней части углублений целесообразно выполнить со смещением по радиусу к периферии сепаратора.
Однако помимо перечисленных конструктивных особенностей сепаратора, заключающихся в изготовлении двухступенчатых отверстий-накопителей со сквозными отверстиями в нижней их части, для достижения поставленной цели необходимо определить оптимальные размеры выполняемых отверстий, которые обеспечили бы равномерную подачу СОЖ или абразивной суспензии в зону обработки деталей.
Исходя из экспериментальных исследований, установлены оптимальные соотношения диаметров входных и выходных отверстий обеих ступеней, которые имеют следующий вид:
2 ≅  ≅ 20
≅ 20
0,5 ≅  ≅ 2
≅ 2
1,5 ≅  ≅ 3 где D диаметр входного отверстия первой ступени;
≅ 3 где D диаметр входного отверстия первой ступени;
dmin диаметр выходного отверстия первой ступени;
h толщина сепаратора;
d диаметр выходного отверстия второй ступени.
Верхний и нижний диапазоны диаметра входного отверстия первой ступени на поверхности сепаратора обусловлены следующим. Если D < 0,5h, то объем емкости отверстия-накопителя будет недостаточен для накопления необходимого количества СОЖ или абразивной суспензии. Если же D > 2h, то даже при максимальных скоростях обработки вся СОЖ или абразивная суспензия будет находиться в нижней части углубления и не будет попадать в зону обработки верхней детали.
Минимальный диаметр выходного отверстия первой ступени отверстия-накопителя в наиболее узкой его части должен обеспечить равномерную подачу накопленной СОЖ или абразивной суспензии в зону обработки нижней детали. Этим условием обусловлен указанный диапазон минимального диаметра выходного отверстия, а именно
0,05D≅ dmin ≅0,5D.
Расширение выходного отверстия на выходе способствует более равномерному перераспределению СОЖ или абразивной суспензии в зоне обработки нижней детали. Если d <1,5dmin, то, во-первых, количество подаваемой СОЖ или абразивной суспензии будет недостаточно, а также не вся площадь обрабатываемой поверхности детали будет обеспечена СОЖ или абразивной суспензии. При d >3dmin количества подводимой СОЖ или абразивной суспензии будет не достаточно для перераспределения по всей обрабатываемой поверхности.
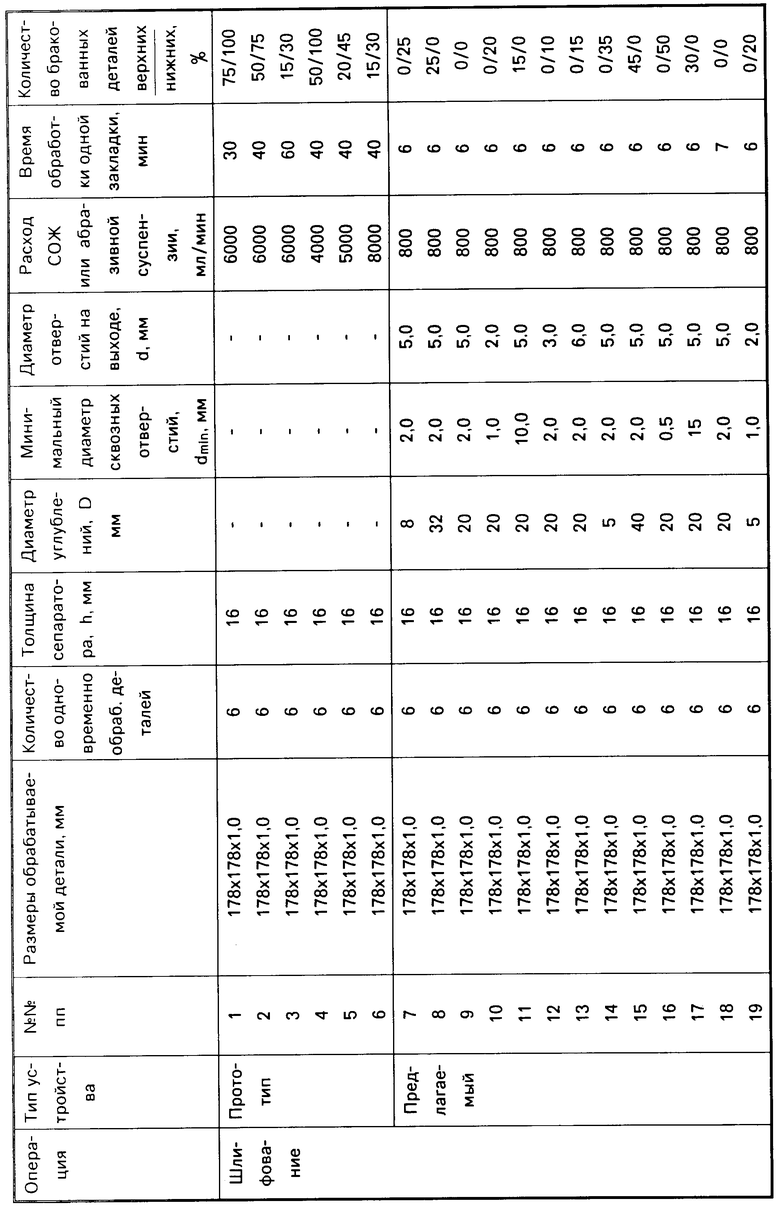
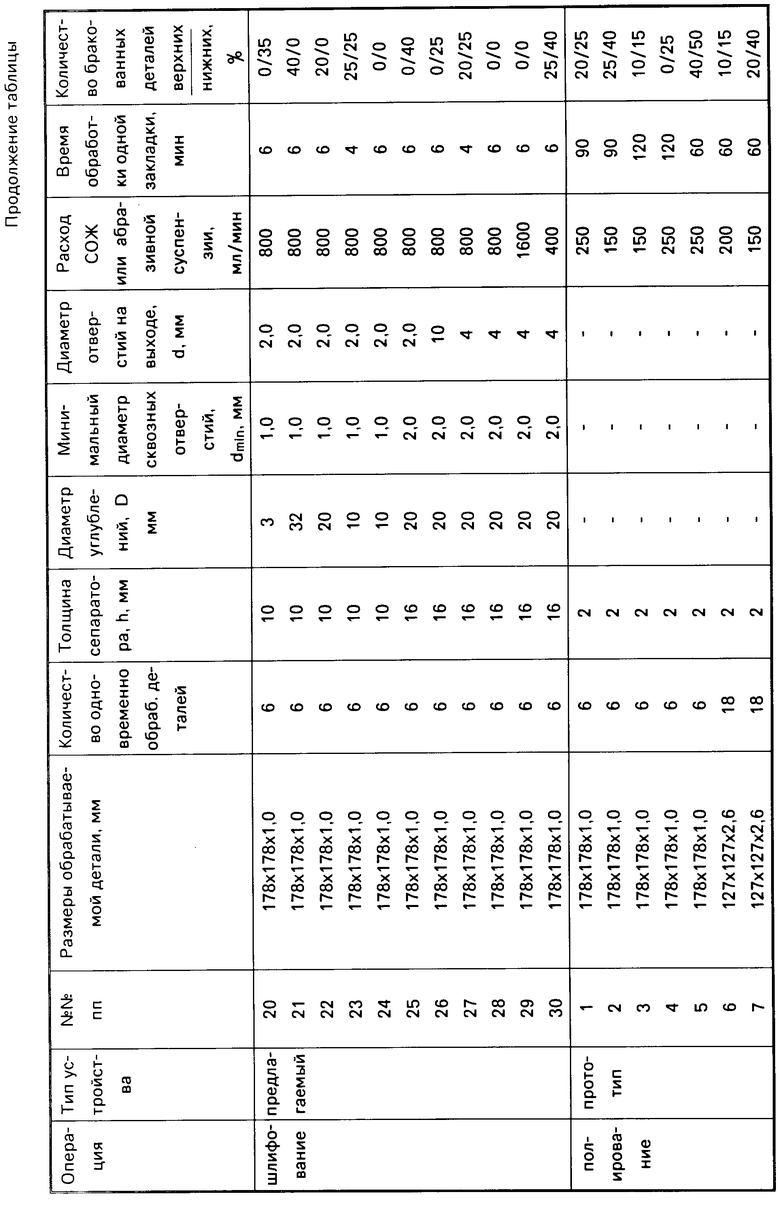
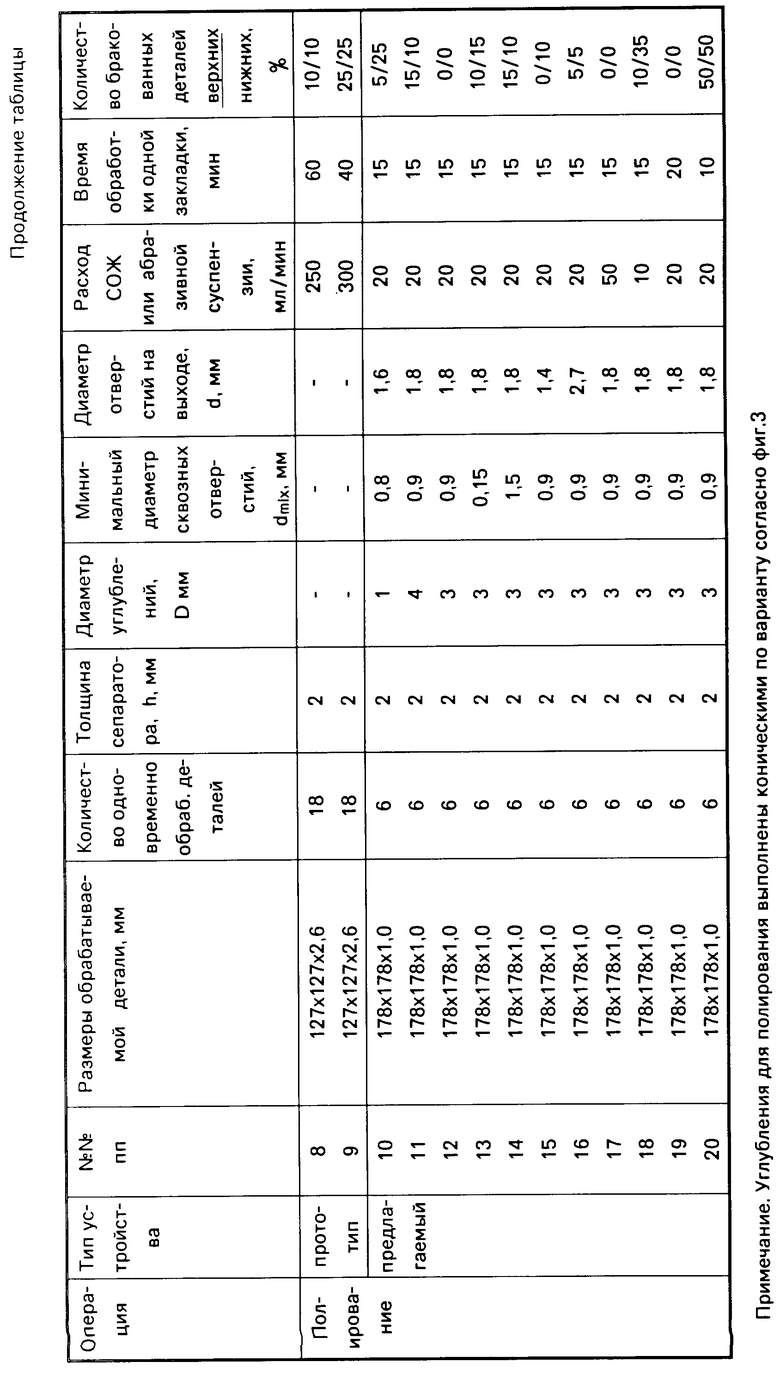
Результаты испытаний заявляемого сепаратора в станке для обработки плоских поверхностей деталей, представленные в таблице, подтверждают правильность оптимизации размеров отверстий-накопителей.
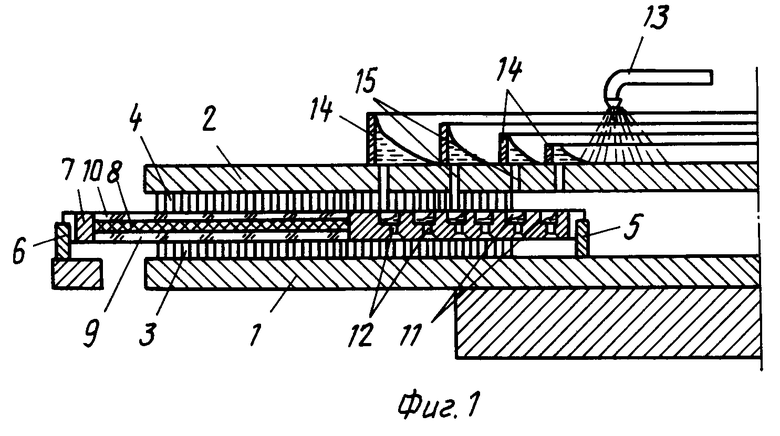
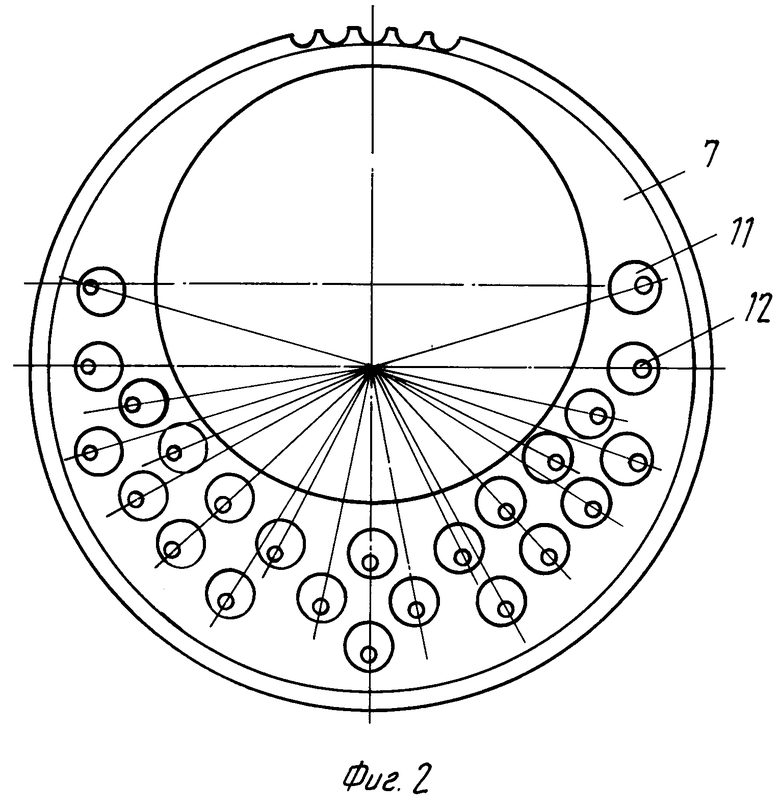
На фиг. 1 изображено устройство для обработки плоских поверхностей деталей в разрезе; на фиг.2 сепаратор для обработки плоских поверхностей деталей с выполненными в нем отверстиями-накопителями, на фиг.3 и 4 два возможных варианта выполнения отверстий-накопителей в сепараторах.
Устройство для обработки плоских поверхностей деталей содержит нижний 1 и соосный с ним верхний притир 2 с закрепленными на них алмазоносными элементами для шлифования или полировальными элементами 3 и 4. Между верхним 2 и нижним 1 притирами в зацеплении с центральным 5 и наружным 6 зубчатыми колесами расположен сепаратор 7, в гнезде которого расположены в два яруса через упругоэластичную прокладку 8 деталей 9 и 10. В верхней части сепаратора 7 выполнены углубления 11, предназначенные для удержания СОЖ или абразивной суспензии. В нижней части углублений 11 выполнены сквозные отверстия 12 для равномерной подачи накопленной в углублениях 12 СОЖ или абразивной суспензии в зону обработки нижней детали 9. Устройство содержит также трубопровод 13 для подачи СОЖ или абразивной суспензии в кольцевые емкости 14, сообщенные каналами 15 с зоной обработки деталей.
Устройство работает следующим образом.
На нижний притир 1 устанавливают в зацепление с центральным 5 и наружным 6 зубчатыми колесами сепараторы 7, в гнезда которых укладывают детали 9 и 10, между которыми размещают упругоэластичную прокладку 8. После загрузки всех сепараторов устанавливают верхний притир 2, включают привод вращения притира и сепараторов и подачу СОЖ или абразивной суспензии из трубопровода 13 в кольцевые емкости 14.
П р и м е р 1. Производили шлифование стеклянных заготовок для ЖКЭ размером 178х178х1,1-0,1 мм из фотостекла ГОСТ 683-85. Шлифование производили на станке для двустороннего шлифования и полирования "Кристалл-1А" ШЮИК. 16.001.00.00 собственного изготовления.
Основные технические характеристики станка Диаметр прити- ров, мм 815 Количество одновре- менно обрабатывае- мых сепараторов, шт. 3 Диаметр сепарато- ра, мм 361,8 Максимальные обо- роты шпинделя, об/мин 100 Мощность привода шпин- деля, кВт 1,9
Шлифование осуществляли связанным алмазным инструментом на основе эпоксидно-диановой смолы ЭД-20 и отвердителя полиэтиленполиамин с применением алмазного синтетического порошка АС2 50/40 (для первого перехода грубое шлифование) и АСМ 20/14 (для второго перехода тонкое шлифование). Шлифование производили при следующих режимах: скорость вращения шпинделя после включения привода плавно увеличивали от 0 до 100 об/мин. Общая нагрузка на 6 деталей, размещенных в два яруса в 3 сепараторах из текстолита толщиной 16 мм, в режиме шлифования составляла 12 ±1 кгс, в режиме выхаживания 4 ±0,5 кгс. Время шлифования на первом переходе 4 мин, на втором переходе 6 мин. В качестве СОЖ использовался водный 0,1%-ный раствор высокомолекулярного полиэтиленполиамина с молекулярной массой 6.11,0 тыс.ед.
П р и м е р 2. Производили полирование стеклянных заготовок для ЖКЭ размером 178х178х1,1-0,1 мм из фотостекла после предварительного шлифования их в два перехода связанным алмазным инструментом (см. пример 1). Полирование производили на том же станке "Кристалл-1А". В качестве полировальников использовали полировальник из ленты кожи синтетической типа "Политан" ТУ 17-21-432-82. Полирующая суспензия водная суспензия порошка полировального ТУ 95-1161-83.
Детали размещали в два яруса через прокладку в стальные сепараторы толщиной 2 мм. Полирование производили при следующих режимах: скорость вращения шпинделя после включения плавно увеличивали от 0 до 60 об/мин. Общая нагрузка 24 кгс. Время полирования 20 мин.
Сравнение полученных результатов проводилось с результатами, полученными при обработке с помощью известных ранее сепараторов. Результаты испытаний сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2032522C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2000 |
|
RU2172235C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И МАССА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2169657C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2208511C2 |
| СОСТАВ ДЛЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2000 |
|
RU2169658C1 |
| Способ нагружения деталей при обработке плоских поверхностей | 1989 |
|
SU1768374A1 |
| Способ двустороннего полирования плоских поверхностей | 1982 |
|
SU1090541A1 |
Использование: при алмазно-абразивной обработке в различных отраслях народного хозяйства для прецизионной обработки плоских поверхностей деталей, например, стеклянных пластин для жидкокристаллических экранов, заготовок для магнитных и магнитооптических дисков, фотошаблонных заготовок и др. Сущность: содержит по меньшей мере одно отверстие-накопитель и не менее одного гнезда для размещения деталей, отверстие-накопитель выполнено двухступенчатым с переменным сечением, при этом первая ступень заканчивается сужением, являющимся началом второй ступени, а диаметры входных и выходных отверстий первой и второй ступеней определяют из указанных в описании соотношений. 4 ил., 1 табл.
СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ, содержащий по меньшей мере одно отверстие-накопитель и не менее одного гнезда для размещения деталей, отличающийся тем, что отверстие-накопитель выполнено двуступенчатым с переменным сечением, при этом первая ступень заканчивается сужением, являющимся началом второй ступени, а диаметры входных и выходных отверстий первой и второй ступеней определяют из соотношений

где D диаметр входного отверстия первой ступени;
dmin диаметр выходного отверстия первой ступени,
h толщина сепаратора;
d диаметр выходного отверстия второй ступени.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сепаратор к плоскодоводочному станку | 1983 |
|
SU1127750A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
