Изобретение относится к сортопрокатному производству и может быть использовано при производстве простых профилей по технологии прокатки-разделения.
Технология многоручьевой прокатки-разделения является одним из перспективных направлений в области интенсифи- кации прокатного производства и получает все более широкое распространение на отечественных станах. Сущность прокатки-разделения заключается в формировании в предчистовых калибрах из одной заготовки одновременно нескольких профилей, соединенных между собой по ширине, последующем их разделения и многониточной прокатке в чистовом калибре. Применение процесса прокатки-разделения позволяет без значительных затрат и специального оборудования существенно увеличить производительность прокатных станов при прокатке профилей мелких сечений, снизить энергозатраты и упростить производство асимметричных профилей путем прокатки их в сдвоенном виде.
Известен ряд устройств для охлаждения прокатных изделий, содержащих камеру охлаждения и форсунку, в которых камера охлаждения установлена с возможностью продольного перемещения в корпусе форсунки. Регулирование охлаждения осуществляется изменением площади сопла, образованного коническим концевым участком вводной проводки и заходным коническим концом камеры охлаждения.
Недостатком таких устройств, в случае применения их для охлаждения профилей, получаемых прокаткой-разделением, являются габариты устройств, не позволяющих расположить их для охлаждения профилей, выходящих из расположенных рядом ручьев калибров валков чистовой клети. В случае, если установить несколько форсунок такой конструкции в одном корпусе, диапазон регулирования режима охлаждения в каждой из них будет сужен из-за расположения всех кольцевых сопел внутри одного корпуса. Кроме того, индивидуальная регулировка каждой нитки охлаждения перемещением камер охлаждения относительно друг друга будет затруднять монтаж и настройку линии охлаждения в целом.
Известно устройство для охлаждения и гидротранспортирования прокатных изделий, содержащее камеру охлаждения и форсунку, состоящую из корпуса, приемной и направляющей воронок. Кольцевое сопло образуется зазором между конической наружной поверхностью конца приемной и внутренней конической поверхностью направляющей воронок и регулируется продольным перемещением приемной воронки. Регулирование режима охлаждения перемещением в приемной воронки с технологической точки зрения более предпочтительно, чем регулирование перемещением камер охлаждения.
Однако габариты этих устройств не позволяют использовать их для охлаждения профилей, получаемых прокаткой-разделением. Кроме того, в случае необходимости подстройки приемной воронки при изменении линии прокатки, формы или размеров сечения проката, будет меняться и режим охлаждения.
Таким образом, во всех известных конструкциях устройств для охлаждения проката регулировка режимов охлаждения (изменение площади сечения кольцевого сопла) осуществляется перемещением только приемной воронки или только камеры охлаждения при жестком закреплении другой части форсунки в корпусе. При этом кольцевое сопло находится внутри корпуса форсунки. Такая конструкция сужает диапазон индивидуального регулирования режима охлаждения каждой из форсунок в случае размещения их в одном корпусе для охлаждения профилей, полученных прокаткой-разделением.
Цель изобретения повышение компактности устройства и увеличения выхода годного.
Задача, техническое решение которой обеспечивает достижение поставленной цели, заключается в расширении диапазона регулирования процесса охлаждения по каждой нитке охлаждения при использовании одного устройства.
Поставленная цель достигается тем, что в устройстве для охлаждения сортовых профилей, включающем корпус и форсунку, состоящую из приемной и направляющей воронок с конической поверхностью и камеры охлаждения, в одном корпусе установлено несколько форсунок, в которых приемная и направляющая воронки соединены между собой с возможностью их продольного перемещения относительно друг друга на величину 2-3 диаметров камеры охлаждения, а также тем, что приемные воронки и камеры охлаждения каждой форсунки установлены в эксцентриковых втулках.
Заявляемое устройство для охлаждения сортовых профилей отличается от прототипа тем, что в одном корпусе его установлено несколько форсунок, в каждой из которых приемная и направляющая воронки соединены между собой с возможностью их продольного перемещения относительно друг друга на величину 2-3 диаметров камеры охлаждения, а также тем, что приемные воронки и камеры охлаждения каждой форсунки установлены в эксцентриковых втулках.
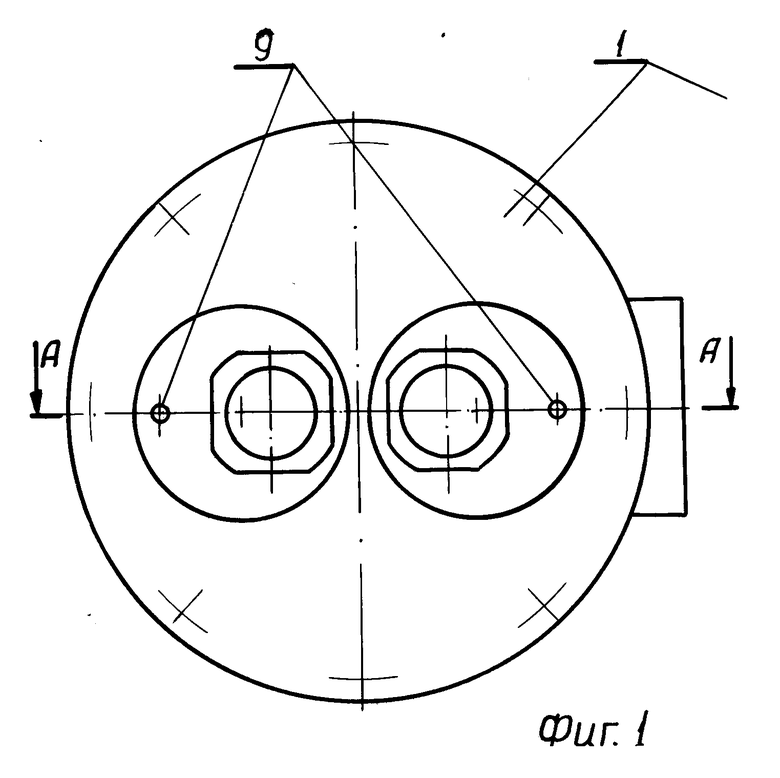
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 то же; продольное сечение.
Устройство содержит корпус 1, приемные воронки 2, направляющие воронки 3, камеры 4 охлаждения, патрубки 5, кольцевые сопла 6 эксцентриковые втулки 7 и стержни 8.
В общем корпусе 1 устройства размещено несколько форсунок, состоящих из приемной 2 и направляющей 3 воронок и камеры охлаждения 4, корпус имеет патрубок 5 для подвода охладителя. Количество форсунок, установленных в устройстве, может быть различно и определяется принятой на стане схемой прокатки, т. е. количеством формируемых одновременно профилей (на чертеже показано устройство для сдвоенной прокатки-разделения). Приемная 2 и направляющая 3 воронки соединены между собой с возможностью их продольного перемещения относительно одна другой (например, резьбовым соединением). Приемная воронка 2 также закреплена в корпусе 1 устройства с помощью резьбового соединения. С целью предотвращения развинчивания в процессе эксплуатации все резьбовые соединения снабжены стопорными гайками. Таким образом, размеры кольцевого сопла 6, образуемого зазором между конической наружной поверхностью конца направляющей воронки 3 и внутренней конической поверхностью втулки 7 крепления камеры охлаждения 4, могут регулироваться как общим перемещением приемной 2 и направляющей 3 воронок относительно корпуса 1 устройства, так и перемещением направляющей воронки 3 относительно приемной 2, что расширяет возможности регулирования режима охлаждения. Оптимальная величина возможного перемещения приемной 2 и направляющей 3 воронок относительно одна дугой, равная 2-3 диаметра камеры охлаждения 4, определена расчетным путем и подтверждена результатами эксплуатации экспериментальных конструкций охлаждающих устройств. При величине относительного перемещения менее 2 диаметров камеры охлаждения 4 резко увеличивается величина изменения площади кольцевого сопла 6 за один оборот резьбы, что снижает точность регулировки режима охлаждения. Увеличение предела возможного перемещения приемной 2 и направляющей 3 воронок относительно одна другой более трех диаметров камеры охлаждения 4 нецелесообразно, так как неоправданно увеличивает габариты охлаждающего устройства и усложняет процесс регулировки площади кольцевого сопла 6. Следует отметить, что диаметр камеры охлаждения 4 выбран определяющим параметром потому, что величина его связана с размерами проката и влияет как на условия теплообмена при охлаждении, так и на продольную устойчивость проката в линии охлаждения.
С целью обеспечения возможности подстройки линии охлаждения при изменении линии прокатки, формы или размеров сечения профиля приемные воронки 2 и камеры охлаждения 4 установлены с возможностью эксцентричного их перемещения относительно оси калибров валков чистовой клети. Для этого каждая приемная воронка 2 и камера охлаждения 4 установлены в эксцентриковых втулках 7, закрепленных в корпусе 1 устройства. Для обеспечения синхронности перемещения эксцентриковые втулки 7 приемной воронки 2 и камеры охлаждения 4 каждой форсунки жестко соединены стержнями 8. Поворот эксцентриковых втулок 7 осуществляется с помощью выступов 9.
Предлагаемое устройство работает следующим образом.
При подготовке стана к работе по технологии прокатки-разделения охлаждающее устройство с числом форсунок, соответствующем числу одновременно прокатываемых в чистовой клети ниток, устанавливается на выходе из чистовой клети стана. При помощи эксцентриковых втулок 7 форсунки настраиваются по осям соответствующих калибров. Максимальная величина поперечного перемещения каждой форсунки эксцентриковыми втулками 7 составляет 0,5-1,5 диаметра камеры охлаждения 4. Это позволяет при переводе деформации в соседние калибры совместить линии прокатки и охлаждения, не перемещая всего устройства. Большая величина возможного поперечного смещения, то есть увеличение радиуса эксцентриковых втулок 7, технически не целесообразна, так как увеличивает габариты устройства.
Настройка заданного по технологической инструкции режима охлаждения, то есть площади поперечного сечения кольцевого сопла 6, осуществляется перемещением приемных воронок 2 относительно корпуса 1 устройства. Первоначальная настройка одинакова для всех форсунок. Охладитель под давлением через патрубок 5 подается во внутреннюю полость корпуса 1 устройства, из которой через кольцевые сопла 6 каждой форсунки попадают в камеры охлаждения 4, где и взаимодействует с горячим прокатом. В процессе прокатки может возникнуть необходимость корректировки режима охлаждения (то есть изменения площади кольцевого сопла) по какой-либо из ниток охлаждения с целью выравнивания механических свойств готового проката, получаемого по разным ниткам. Такая необходимость может быть обусловлена, например, колебаниями температуры, сечения или формы профилей, вызванными погрешностями деления, более высокой температурой профилей, прокатываемых из центральной части заготовки по технологии трех-или четырехниточной прокатки-разделения, или в случае совместной прокатки асимметричных профилей. Индивидуальная регулировка каждой форсунки в процессе прокатки осуществляется перемещением направляющей воронки 3 относительно приемной 2 при помощи специального ключа. Для получения заданного комплекса механических свойств проката в линии стана могут быть последовательно установлены несколько охлаждающих устройств предлагаемой конструкции. Использование охлаждающего устройства предлагаемой конструкции позволяет освоить производство по технологии прокатки-разделения термоупрочненного проката с повышенной однородностью механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЮЩИЙ УЧАСТОК ЛИНИИ ПРОВОЛОЧНОГО СТАНА | 1992 |
|
RU2048939C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Секция устройства ускоренного охлаждения катанки в потоке прокатного стана | 1974 |
|
SU566643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |

Использование: устройство для охлаждения сортовых профилей и их термоупрочнения в линиях прокатных станов при многониточной прокатке в чистовой клети, например при прокате с разделением. Сущность изобретения: в общем корпусе смонтировано несколько форсунок в виде кольцевых сопел. Приемные воронки форсунок и камеры охлаждения смонтированы в корпусе устройства в эксцентриковых втулках, что облегчает настройку устройства. Также повышается компактность устройства, обеспечивается однородность механических свойств проката, что повышает выход годного металла. 1 з.п. ф-лы, 2 ил.
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1985 |
|
SU1283254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
