Изобретение относится к промышленности строительных материалов, а именно к составам смазочных материалов и покрытий, используемых при изготовлении бетонных, железобетонных и гипсовых изделий в металлических формах для предотвращения прилипания изделий к форме.
Известна смазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая парафинистый дистиллят вакуумной переработки мазута 98-99 мас. и кубовые остатки нафтеновых кислот 1-2 мас. [1]
Известна смазка для форм, содержащая экстракт селективной очистки масел 0,5-0,6 мас. и депарафинированное масло П-фракции из слоп-вокса 0,4-0,5 мас. [2]
Общий недостаток данных смазок большой расход при смазывании форм из-за высокой укрывающей способности, связанной с высокой вязкостью масляных смазок.
Известны концентраты смазок, предназначенные после разбавления их водой для смазывания металлических форм в производстве железобетонных изделий, включающие, мас. нефтяные масла 30-90, неионогенный эмульгатор 2-20, жирные кислоты 1-5, ингибитор коррозии 0,5-12 [3]
Недостаток эмульсионных смазок на основе данного концентрата низкая удерживающая способность на вертикальных поверхностях металлических форм, в результате чего тонкий слой из смазки при бетонировании сдирается бетонной смесью. Это приводит к резкому возрастанию адгезии бетона к форме и увеличивает затраты на распалубку и чистку форм.
Наиболее близким техническим решением, выбранным за прототип, является концентрат, содержащий, мас. кубовые остатки синтетических жирных кислот 1-3, парафинсодержащий компонент парафиновый гач 18-24, эмульгатор (известь, с водным раствором) до 100, который образует водную эмульсию, используемую для смазывания металлических форм [4]
Недостатком данного концентрата является то, что водные эмульсии на его основе являются обратными, т.е. типа "вода в масле", что резко увеличивает их вязкость, а следовательно, затрудняет нанесение на форму, в особенности в холодном виде (температура застывания гача 25-29оС). В составе этой смазки компонент способствующий увеличению удерживающей способности эмульсии на металле кубовый остаток синтетических жирных кислот, в процессе приготовления эмульсии вступает в химическое взаимодействие с эмульгатором гидроокисью кальция, превращаясь в кальциевые мыла жирных кислот, которые вместо увеличения уменьшают удерживающую способность и смазка стекает, а также сдирается бетонной смесью с вертикальных поверхностей, увеличивая адгезию бетона к форме.
Предлагаемый концентрат, на основе которого готовятся водные эмульсии смазки-покрытия, устраняет указанные в известных смазках недостатки.
Концентрат смазки-покрытия для металлических форм, включающий кубовые остатки синтетических жирных кислот, парафинсодержащий компонент и эмульгатор, в качестве парафинсодержащего компонента, содержит фильтрат от обезмасливания гачей (слоп-вокс), а в качестве эмульгатора неионогенное поверхностно-активное вещество при следующем соотношении компонентов, мас.
Кубовые остатки
синтетических жир- ных кислот 30-57
Фильтрат от обез-
масливания гачей (слоп-вокс) 35-55
Неионогенное по-
верхностно-актив- ное вещество 8-15
Отличительная особенность предлагаемого концентрата смазки-покрытия основана на установленном явлении: водная эмульсия, приготовленная на его основе, после нанесения на форму и высыхания образует тонкую достаточно прочную пленочку, благодаря взаимодействию кубовых остатков синтетических жирных кислот с металлом формы, а антиадгезит слоп-вокс обеспечивает практически полное устранение прилипания бетона к смазке на форме, в том числе и для вертикальных поверхностей (боковые борта форм, кассетные листы и т.д.). Введение других известных антиадгезитов: восков, парафинов, церезинов, петролатума, пасты ОПЛ, парафинового гача, различных масел и т.д. не позволяло достичь аналогичного результата.
Введение в состав смазки неионогенного эмульгатора позволило сохранить химическую природу кубовых остатков в отличие от известных смазок с эмульгатором на основе неорганических щелочных или щелочно-земельных металлов, омыляющих жирные кислоты в кубовых остатках. Это качественно изменило поведение смазки на форме, ее удерживающую способность, что позволило применять эмульсии прямого типа ("масло в воде") для смазывания вертикальных поверхностей с одновременным решением проблемы адгезии бетона к форме.
Слоп-вокса образуются при производстве масел после отделения от рафината парафинсодержащего сырья (гачей), последующей многоступенчатой очистки гачей и отделения твердых парафинов. Слоп-вокса состоят из смеси масел и низкоплавких парафинов.
Готовят концентрат смазки-покрытия дозированием требуемого количества входящих в его состав компонентов, разогревом их до расплава и смешиванием до гомогенного состояния. Получается мазеподобная паста коричневого цвета с температурой плавления 40оС.
Для применения в производстве из концентрата готовят эмульсию 7-25%-ной концентрации. Для этого разогревают концентрат (t 40-60о) и воду (t 40-60оС), дозируют их и смешивают, не применяя интенсивных механических или других воздействий. Эмульсия образуется самопроизвольно простым смешиванием жидкостей. Получается прямая эмульсия типа "масло в воде" кофейно-молочного цвета, устойчивость 95-100% в течение 30 суток, РН 6-7, вязкость 10%-ной концентрации по вискозиметру ВЗ-243 (ГОСТ 9070-75) для диаметра 2 мм составляет 11 с. Эмульсия не токсична, не имеет запаха, пожаро-взрывобезопасна.
Технология применения следующая.
Вначале первые 1-3 формовки применяются эмульсии повышенной 15-25%-ной концентрации, что необходимо для образования на форме пленки-покрытия. После этого используют рабочие составы 7-15%-ной концентрации. Величина концентрации эмульсии зависит от технологических параметров: жесткости смеси, высоты бортов формы, интенсивности вибрации, и подбирается экспериментально.
Смазка наносится любым способом: механически или воздушным распылением на очищенную от остатков бетона форму. При нанесении на вертикальные формообразующие листы эмульсия прочно фиксируется на них, благодаря взаимодействию металла с входящими в состав эмульсии кубовыми остатками синтетических жирных кислот. Образующаяся пленка коричневого цвета упрочняется по мере высыхания, после чего уже не смывается водой и не сдирается бетонной смесью. После бетонирования, тепловой обработки и распалубки пленка-покрытие сохраняется на форме, однако после повторного бетонирования без смазывания частично уходит в бетон, поэтому требуется регулярное смазывание формы перед каждым бетонированием.
Граничные значения концентрата обусловлены следующим.
Нижний предел кубовых остатков синтетических жирных кислот в концентрате (30% ) и верхний предел слоп-воксов (55%) обусловлены уменьшением пленкообразующей способности эмульсии из концентрата и возрастанием в этой связи адгезии бетона к форме. Кроме того, выход за эти пределы состава приводит к потере устойчивости эмульсии.
Верхний предел кубовых остатков (57%) и нижний предел слоп-воксов (35%) ограничены возрастанием адгезии бетона к смазке-покрытию из-за недостаточного содержания антиадгезита слоп-воксов.
Содержание неионогенного эмульгатора обусловлено: нижний предел (8%) границей устойчивости эмульсии из концентрата, верхний (15%) отсутствием дополнительного положительного эффекта от его увеличения. Для некоторых сильнодействующих неионогенных эмульгаторов нижний предел может быть снижен до 4-5%
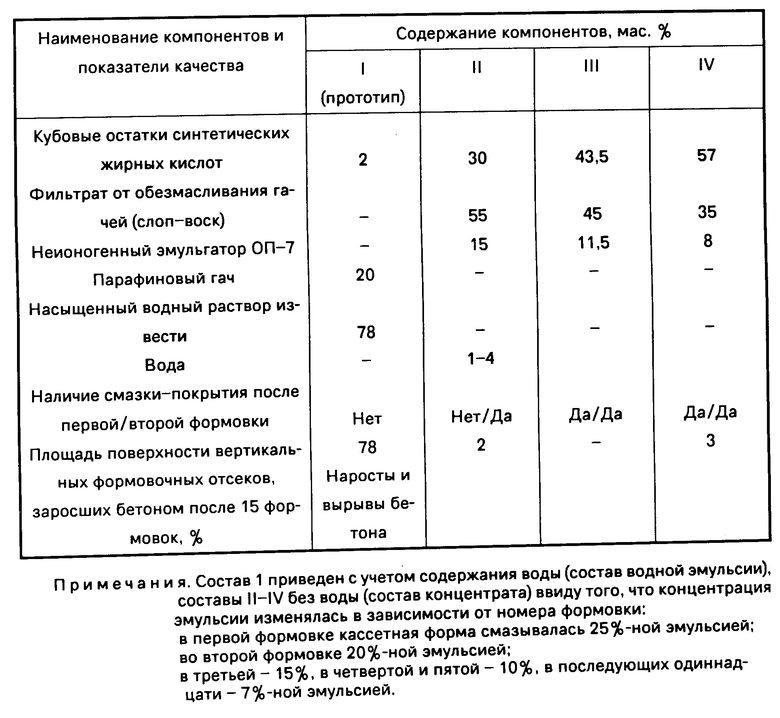
Для испытания смазок применялась лабораторная кассетная установка с 4 вертикальными формовочными отсеками под размер изделия 250 х 250 х 40 мм, которые смазывались испытываемыми составами, после чего заполнялись бетонной смесью марки М150 с уплотнением на виброплощадке. Далее кассета ставилась в пропарочную камеру и пропаривалась по стандартному режиму. Смазки оценивались по качеству поверхности (наличие пор и раковин, загрязнение поверхности) и по адгезии бетона к форме. Адгезия оценивалась по величине нароста бетона к форме после многократных формовок со смазыванием формовочных отсеков одними и теми же составами.
Примеры проверки эффективности различных составов предлагаемой смазки и смазки по прототипу после 15-кратного формования представлены в таблице.
Сравнение полученных данных показывает, что составы смазок, полученных из предлагаемого концентрата, обеспечивают меньшее (практически полное отсутствие) прилипания бетона к форме (смазке-покрытию) в сравнении с составами по прототипу, которые вызывают сильную адгезию и зарастание бетоном металлоформ.
Применение смазки-покрытия из предлагаемого концентрата позволит сделать смазки этого класса универсальными для вертикальных и горизонтальных форм при формовании из любых классов бетона, уменьшит трудозатраты на распалубку и чистку форм, позволит решить экологические проблемы, снизит их стоимость и расход.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА-ПОКРЫТИЕ ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1989 |
|
RU2021112C1 |
| ЭМУЛЬСИОННАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1992 |
|
RU2024392C1 |
| ЭМУЛЬСИОННЫЙ КРЕМ ДЛЯ ОБУВИ И ИЗДЕЛИЙ ИЗ КОЖИ | 1993 |
|
RU2069681C1 |
| КОМПОЗИЦИЯ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ БЕТОНА | 1992 |
|
RU2083520C1 |
| Композиция для защитного покрытия свежеуложенного бетона | 1989 |
|
SU1659383A1 |
| Смазка для металлических форм | 1990 |
|
SU1731643A1 |
| Композиция для защиты свежеуложенного бетона | 1985 |
|
SU1275016A1 |
| ЭМУЛЬСОЛ ДЛЯ СМАЗКИ МЕТАЛЛИЧЕСКИХ ФОРМ ПРИ ИЗГОТОВЛЕНИИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2210496C2 |
| Композиция для нанесения на свежеуложенный бетон | 1988 |
|
SU1571041A1 |
| АНТИКОРРОЗИОННАЯ СМАЗКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1992 |
|
RU2036958C1 |
Использование: в производстве строительных материалов, для нанесения смазки на металлические формы при изготовлении железобетонных и гипсовых изделий. Сущность изобретения: концентрат смазки-покрытия для металлических форм включает следующие компоненты, мас.%: фильтрат от обезмасливания гачей (слоп-вокс) 35 - 55, неионогенный эмульгатор 8 - 15, кубовые остатки синтетических жирных кислот - остальное. 1 табл.
КОНЦЕНТРАТ СМАЗКИ-ПОКРЫТИЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ, включающий кубовые остатки синтетических жирных кислот, парафиносодержащий компонент и эмульгатор, отличающийся тем, что в качестве парафиносодержащего компонента он содержит фильтрат от обезмасливания гачей (слоп-вокс), а в качестве эмульгатора неионогенное поверхностно-активное вещество при следующем соотношении компонентов, мас.
Фильтрат от обезмасливания гачей (слоп-вокс) 35 55
Неионогенное поверхностно-активное вещество 8 15
Кубовые остатки синтетических жирных кислот Остальное
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Смазка для форм | 1984 |
|
SU1235734A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
