iw
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ СМАЗКИ-ПОКРЫТИЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1993 |
|
RU2033322C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАСЕЛ | 1992 |
|
RU2053251C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОИНДЕКСНОГО МАСЛА И НИЗКОЗАСТЫВАЮЩЕГО ЭКСТРАКТА | 1997 |
|
RU2198201C2 |
| Смазка для металлических форм | 1975 |
|
SU567608A1 |
| БИТУМНАЯ КОМПОЗИЦИЯ | 2015 |
|
RU2605256C1 |
| Композиция для пропитки бетона | 1985 |
|
SU1301824A1 |
| КОМПОЗИЦИЯ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ БЕТОНА | 1992 |
|
RU2083520C1 |
| Способ получения медицинского вазелина | 1980 |
|
SU925990A1 |
| Способ депарафинизации и обезмасливания нефтепродуктов | 1985 |
|
SU1301840A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУДОВОГО ИЛИ КОТЕЛЬНОГО ТОПЛИВА | 2001 |
|
RU2185415C1 |
Использование: в области строительства при изготовлении бетонных изделий для смазки металлических форм. Цель изобретения - повышение удерживающей способности смазки при сохранении ее стабильности и однородности и устранение адгезии бетона к форме. Сущность изобретения: смазка содержит, мас.ч. экстракт селективной очистки масел 0,5 - 0,6 и депарэфинированное масло II фракции из слоп-вокса 0,4 - 0,5. Смазку готовят перемешиванием компонентов в течение 1,5- 2 ч при комнатной температуре. Удерживаю щая способность смазки на поверхности формы характеризуется коэффициентом, равным 0.96.1 табл.
Изобретение относится к смазкам для металлических форм, используемых в строительстве, при изготовлении бетонных изделий.
Для смазывания бетонных форм применяются различные составы смазок.
Известна смазка для металлических форм, включающая кубовые остатки нефтепродуктов и нафтенопарафиновые углеводороды в соотношении 1:3. Известная смазка удлиняет срок службы форм, улучшает качество изделий. Однако удерживающая способность смазки на вертикальных поверхностях форм недостаточна, что отрицательно влияет на качество формуемых изделий.
Цель изобретения - повышение удерживающей способности смазки при сохра- нении, ее стабильности и однородности и устранение адгезии бетона к форме.
Поставленная цель достигается тем, что смазка для металлических форм, включающая кубовые остатки нефтепродуктов и нафтенопарафиновые углеводороды, содержит в качестве кубовых остатков нефтепродуктов экстракт селективной очистки масел, а в качестве нафтенопарафиновых углеводородов - депарафинированное масло II фракции из слоп-вокса при следующем соотношении, мас.ч.:
Экстракт селективной
очистки масел0,5 - 0,6
Депарафинированное
масло II фракции из
слоп-вокса0,4 - 0,5
Экстракт селективной очистки масел состоит на 65% из алкилароматических углеводородов нормального строения.
Экстракты селективной очистки масел являются кубовым остатком переработки нефти и ежегодно в ПО Фергананефтеорг GJ
Јw CJ
синтез производятся в количестве свыше 130 тыс.т. В настоящее время экстракт селективной очистки масел большей частью сжигается в котельных установках объединения, Нафтенопэрафиновые углеводороды изостроения фракции С22-С29 содержатся в депарфинированном масле II фракции, производимом из слоп-вокса (слоп-воксо- вое масло).
Процесс приготовления смазки осуществляется следующим образом.
В реактор с мешалкой загружают смесь экстрактов селективной очистки масел и де- парафинированного масла II фракции из слоп-вокса и интенсивно перемешивают в течение 1,5 - 2 ч при комнатной температуре при соотношении компонентов 1:1.
Полученная смазка наносится тонким слоем на поверхность металлических форм с помощью кисти или распылителя.
Предложенная поверхностно-активная смазка позволяет получать чистые поверхности изделий, облегчает процесс чистки форм за счет полного отсутствия сцепления с затвердевшим бетоном и повышает срок службы металлических форм.
Полученная поверхностно-активная смазка условно названа Фергана-Ташкент (ПАС-ФТ).
Примеры получения смазки.
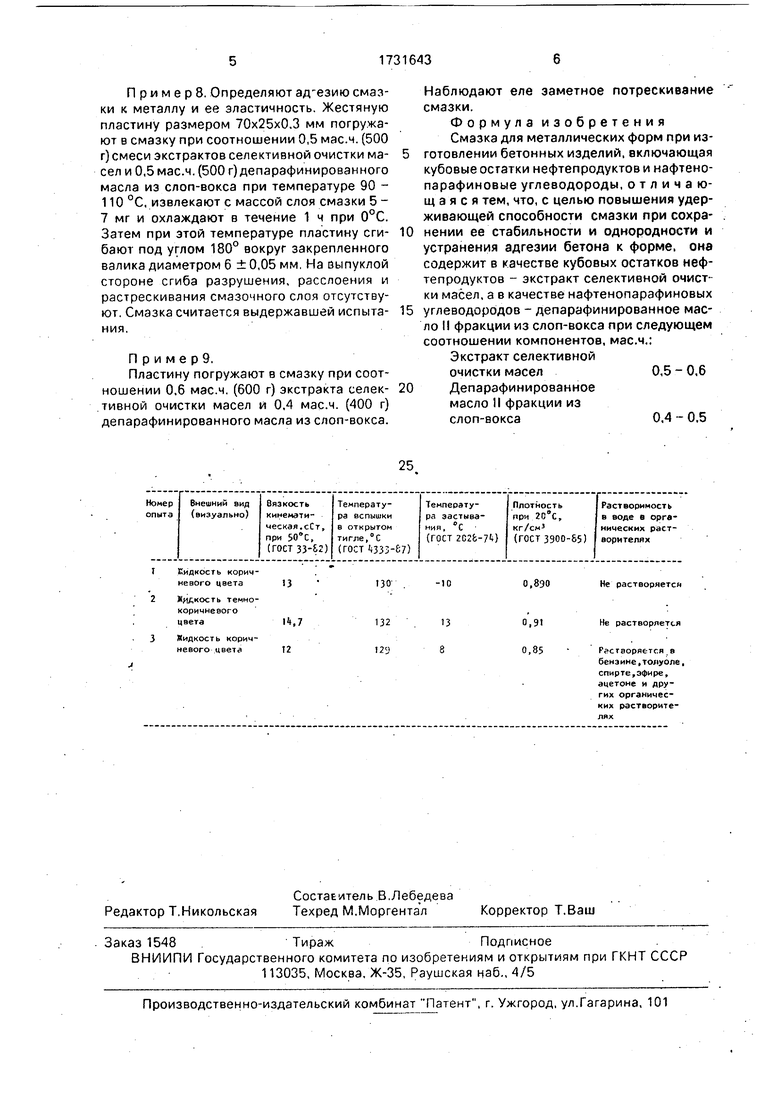
Пример 1. В реактор с мешалкой, снабженный терморегулятором, загружают 0,5 мае.ч. (500 г) смеси экстрактов селективной очистки масел и 0,5 мае.ч. (500 г) депа- рафинированного масла из слоп-вокса. Смесь интенсивно перемешивают при 20°С в течение 2 ч. При этом получают вязкую жидкость коричневого цвета.
П р и м е р 2. В реактор с мешалкой загружают 0,6 мае.ч,. (600 г) смеси экстрактов селективной очистки масел и 0,4 мае.ч. (400 г) депарафинированного масла из слоп- вокса. Смесь интенсивно перемешивают в течение 2 ч при температуре 20°С.
Получают вязкую жидкость темно-коричневого цвета.
Пример 3. В реактор с мешалкой загружают 0,4 мае.ч. (400 г) смеси экстрактов селективной очистки масел и 0,6 мае.ч. (600 г) депарафинированного масла из слоп- вокса и опыт проводят, как в примере 2. При этом получают менее вязкую жидкость коричневого цвета.
Физико-химические свойства смазок приведены в таблице.
П р и м е р 4. Определяют удерживающую способность смазки. Шесть стальных пластин размером 210x50x2 мм при температуре наружного воздуха 18-28°С взвешивают на аналитических весах. После этого
определяют среднее значение массы сухой пластины (Рс). После взвешивания пластины погружают в смазку, состоящую из 0,5 мае.ч. (500 г) смеси экстракта селективной очистки
масел и 0,5 мае.ч. (500 г) депарафинированного масла из слоп-вокса и подвешивают на 30 мин для стекания излишков смазки. Затем их вновь взвешивают и определяют среднее значение массы пластины со смазкой (Р1). Далее пластины закрепляют на рамке кассеты, установленной на вибростоле и подвергают вибрации с частотой 2700 кол/мин и амплитудой 0,15 мм в течение 30 с. Последующим взвешиванием определяют среднее значение массы пластин после вибрации (Рг).
Абсолютное значение удерживающей способности смазки до вибрации определяется по формуле
20
Ai Pl Pc (г/см2)
суммарная поверхность пластины
гдеР
см .
То же, после вибрации;
Al fLZ±Ј(r/CM2)
Смазка после вибрации характеризуется относительным коэффициентом удерживающей способности, определяемым по формуле Аг
/
AI
5
0
5
0
5
Чем больше этот коэффициент и ближе к единице, тем выше удерживающая способность смазки и ее эксплуатационные свойства.
В примере 4 коэффициент удерживающей способности равен Кч 0,96.
П р и м е р 5. Пластины погружают в смазку, состоящую и з 0,4 мае.ч. (400 г) смеси экстрактов селективной очистки масел и 0,6 мае.ч. (600 г) депарафинированного масла из слоп-вокса и определяют К аналогично примеру 4. Коэффициент удерживающей способности незначительно снижается:
К2 0,946.
П р и м е р 6. Пластины погружают в смазку, состоящую из 0,6 мае.ч. (600 г) смеси экстрактов селективной очистки масел и 0,4 мае.ч. (400 г) депарафинированного масла из слоп-вокса. Коэффициент удерживающей способности равен:
Кз 0,958.
Пример. Готовят смазки в различных соотношениях компонентов - 1:2; 0,4:0,6; 0,3:0,7; 0,7:0,3; 0,6:0,4, наливают в пронумерованные пробирки. В течение 60 сут расслоений и потерь однородности не обнаружено.
Примере. Определяют смазки к металлу и ее эластичность. Жестяную пластину размером 70x25x0.3 мм погружают в смазку при соотношении 0,5 мае.ч. (500 г) смеси экстрактов селективной очистки масел и 0,5 мас.ч. (500 г) депарафинированного масла из слоп-вокса при температуре 90 - 110 °С, извлекают с массой слоя смазки 5 - 7 мг и охлаждают в течение 1 ч при 0°С. Затем при этой температуре пластину сгибают под углом 180° вокруг закрепленного валика диаметром 6 ± 0,05 мм. На выпуклой стороне сгиба разрушения, расслоения и растрескивания смазочного слоя отсутствуют. Смазка считается выдержавшей испытания.
П р и ме р 9.
Пластину погружают в смазку при соотношении 0,6 мас.ч. (600 г) экстракта селективной очистки масел и 0,4 мас.ч. (400 г) депарафинированного масла из слоп-вокса.
Наблюдают еле заметное потрескивание смазки.
Формула изобретения
Смазка для металлических форм при из- готовлении бетонных изделий, включающая кубовые остатки нефтепродуктов и нафтено- парафиновые углеводороды, отличающаяся тем, что, с целью повышения удерживающей способности смазки при сохра- нении ее стабильности и однородности и устранения адгезии бетона к форме, она содержит в качестве кубовых остатков нефтепродуктов - экстракт селективной очистки масел, а в качестве нафтенопарафиновых углеводородов - депарафинированное масло II фракции из слоп-вокса при следующем соотношении компонентов, мас.ч.:
Экстракт селективной
очистки масел0,5 - 0,6
Депарафинированное
масло II фракции из
слоп-вокса0.4 - 0,5
| Смазка для металлических форм | 1975 |
|
SU567608A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
