Изобретение относится к области металлургии и может быть использовано в литейном производстве, в частности в производстве магниевых и магниево-литиевых сплавов.
Известен способ производства магниевых сплавов под флюсом. Перед использованием флюс размалывают. В качестве флюса применяют смесь солей на основе карналлита или LiCl:LiF в соотношении 3:1 для сплавов, содержащих литий. Расплавленный металл легче флюса и поэтому флюс опускается на дно ванны. Кроме того, флюс находится в жидком состоянии на протяжении всего процесса плавки в противоположность другим флюсам, которые загустевают перед разливкой. Следовательно, получить сплавы, свободные от флюсовых включений, довольно трудно [1].
Наиболее близким к предложенному является способ плавки магниевых сплавов с использованием инертного газа в процессе плавки и разливки, включающий загрузку шихтовых материалов в тоннель печи, введение легирующих материалов, плавку и литье слитков [2].
Известный способ является энергоемким и не исключает образования дугового разряда между крупными кусками шихты и стенкой тигля, что приводит к местному оплавлению тигля, прорыву жидкого металла на индуктор и, как следствие, к взрыву.
Кроме того, использование аргона снижает возможность окисления расплава и уменьшает расход флюса, но не может полностью защитить от окисления, т.к. аргон всегда содержит некоторое количество кислорода и влаги. Однако как в первом, так и во втором случае не исключается возможность образования флюсовых и оксидных шлаковых включений в слитках.
С увеличением веса плавки защита флюсом и флюсом в сочетании с инертным газом становится недостаточной [3].
Указанный способ также не позволяет получать слитки высокого качества по ряду причин:
при плавке в среде аргона не обеспечивается полное удаление воздуха из полости тигля печи, что приводит к окислению расплава и загрязнению его окисными и шлаковыми включениями;
- введение легирующих элементов в расплавленный магний, в частности лития, приводит к их угару и загрязнению расплава из-за окисления, которое происходит при присадке легирующих элементов;
- интенсивное перемешивание расплава для равномерного распределения легирующих элементов по всему объему ванны приводит к замешиванию и попаданию в слиток плены и шлака;
- при литье слитков получают развитие ликвационные явления, вызванные теплоемкостью и низкой теплопроводностью магниевых сплавов в сравнении с алюминиевыми, что приводит к неравномерности химического состава по высоте и сечению слитка, при этом образуется большая усадочная раковина и пористость.
Кроме того, в среде аргона происходит интенсивное испарение элементов сплава из-за отсутствия на поверхности расплава защитной пленки, что приводит к их потере и ухудшению условий труда, так как магний, кадмий, литий, цинк и их соединения являются в определенных концентрациях токсичными веществами.
Задача изобретения заключается в снижении затрат электроэнергии и повышении безопасности процесса.
Техническим результатом изобретения является исключение образования дугового разряда, а также снижение окисляемости легирующих элементов.
Кроме того, частные существенные признаки обеспечивают повышение качества слитков магниевых сплавов.
Указанный результат достигается тем, что в способе производства слитков из высокоактивных магниевых сплавов, включающем загрузку шихтовых материалов в тигель печи, введение легирующих элементов, плавку и литье слитков, загрузку шихтовых материалов ведут на часть высоты тигля, затем по периметру свободной стенки тигля укладывают чушковый магний, а легирующие элементы - в оставшееся свободное пространство, после чего догружают оставшуюся часть шихтовых материалов. Кроме того, плавку ведут в защитной среде, в качестве которой могут быть использованы смеси аргона и оксида серы или аргона и фреона 12 в соотношении 4:(1-2). Нагрев целесообразно производить по ступенчатому режиму: до 640oС со скоростью до 3,0 градуса в минуту, т.е. до полного расплавления всей шихты, далее продолжают нагрев до температуры 770oС со скоростью 2,0 градуса в минуту. После нагрева до 780oС печь выключают и производят выстаивание с охлаждением до температуры разливки, которую ведут в проходной кристаллизатор с охлаждением слитка водой в защитной среде фреона 12 или оксида серы в зависимости от состава сплава.
Литий является самым активным и легкоплавким компонентом сплава, и для того, чтобы уменьшить потери лития, очень важно увеличить время до начала его плавления. Это достигается тем, что при производстве магниево-литиевых сплавов при загрузке литий располагается в полости тигля выше двух третей его высоты, то есть выше зоны максимального нагрева. Кроме того, укладка чушкового магния по периметру стенки тигля позволяет устранить возможность контакта лития с тиглем. Такая схема загрузки обеспечивает наименьшие потери лития, так как он начинает плавиться после того, как произошло полное вытеснение воздуха защитным газом из полости тигля. При этом шихта, расположенная в зоне максимального нагрева, хорошо прогревается и с ее поверхности удаляется влага, что также способствует уменьшению потерь лития.
Плавка магниевых сплавов производится в защитной газовой среде. Защитная газовая среда создается в полости тигля, негерметично закрытого крышкой, путем непрерывной подачи смеси аргона и защитного газа:оксида серы или фреона 12 - при добавке лития в соотношении от 4:1 до 4:2 по объему в процессе плавки. При увеличении содержания аргона в составе защитной газовой среды наблюдается испарение магния и лития, т.е. ухудшаются защитные свойства среды.
Защита металла от окисления в процессе плавки происходит за счет того, что смесь аргона и защитного газа, плотность которой намного больше плотности воздуха, вытесняет воздух из полости тигля в начальный момент ведения плавки, а потом непрерывно с избытком подается на проток в тигель, чтобы компенсировать возможные подсосы воздуха через неплотности. В результате химической реакции между металлом и защитным газом образуется защитная пленка, состоящая из фторидов магния и лития либо из сернистого магния, которая препятствует как испарению сплава, так и дальнейшему взаимодействию с кислородом.
Известно, что при плавке в индукционных печах происходит перемешивание расплава за счет действия электромагнитного поля. Это перемешивание становится особенно интенсивным при наличии в тигле небольшого количества жидкого металла и при работе на высоких мощностях. При приготовлении магниевых сплавов не допускается форсированный режим ведения плавки с использованием максимальных мощностей печи. Это связано с наличием в сплаве легкоплавких высокоактивных компонентов.
Работа на высоких мощностях после расплавления всей шихты также приводит к интенсивному перемешиванию расплава. При этом в обоих случаях защитная пленка разрушается и замешивается в расплав, а обнаженная поверхность расплава взаимодействует с кислородом или защитной средой. Это приводит к увеличению потерь легирующих элементов. Для уменьшения потерь плавку ведут по ступенчатому режиму. После загрузки шихты нагрев ведут со скоростью 3,0 градуса в минуту до 640oС, т.е. до полного расплавления всей шихты, а потом расплав нагревают со скоростью 2,0 градуса в минуту до 770oС.
При таком режиме плавки не происходит разрушение защитной пленки на протяжении всего процесса, а следовательно, достигается наименьшее количество потерь легирующих элементов. При меньших скоростях нагрева наблюдается рост толщины защитной пленки, т. е. увеличиваются потери легирующих элементов, особенно лития. Кроме того, увеличивается время плавки и расхода газов.
При плавке по ступенчатому режиму для равномерного распределения легирующих элементов по всему объему ванны расплав необходимо нагревать до 760oС, так как плавка ведется на низких мощностях. Электродинамическое движение расплава становится наиболее интенсивным после потери тиглем магнитных свойств (точка магнитного превращения, точка Кюри) для ст.3-768oС. Время нагрева от 768oС до 780oС является достаточным для равномерного распределения лития или других легирующих элементов по всему объему ванны. Охлаждение расплава от 780oС до начала литья позволяет достигнуть время выстаивания до 90 мин, во время которого происходит полная очистка расплава от взвешенных неметаллических включений.
Применение защитного газа позволило осуществить литье магниевых сплавов полунепрерывным способом с непосредственным охлаждением слитка водой. Защитный газ, взаимодействуя с расплавом в кристаллизаторе, образует пленку, в состав которой входят нерастворимые в воде оксиды. Эта пленка в процессе литья сходит на боковую поверхность слитка и предотвращает его загорание на выходе из кристаллизатора при контакте с воздухом и водой.
Примеры осуществления способа
Пример 1.
В тигельных индукционных печах промышленной частоты емкостью 500 кг (ИМП-500),и 1,6 т (ИГТ-1,6) и 3 т (ИГТ - 3) по магнию проводились плавки магниево-литиевых сплавов МА2-1 (ИМВ2) и МА18 (ВМД5) со средним содержанием лития 8 и 10,8% соответственно. В качестве шихты применялись первичные чушковые металлы и сплавы и кусковые отходы. Плавку готовили со 100% освежением.
Загрузку шихты со 100% освежением производили следующим образом: на две трети высоты тигля загружали чушковый магний и чушковый сплав магний-марганец, потом по периметру стенки укладывали чушковый магний, а в оставшееся свободное пространство загружали все расчетное количество лития и поверх него - оставшиеся шихтовые материалы (легирующие элементы).
После загрузки шихты тигель закрывается крышкой. Для защиты металла от окисления в процессе плавки, выстаивания и литья в пространстве тигля непрерывно подается смесь аргона и защитного газа в соотношении 4:1. Расход газа регулировали таким образом, чтобы в печи не было загораний. Нагрев металла до 640oС вели со скоростью 3,0 градуса в минуту. После достижения 640oС переходили на следующую ступень и до 770oС нагрев вели со скоростью 2,0 градуса в минуту. После нагрева до 780oС печь выключали и производили выстаивание с понижением температуры до 720oС.
Пример 2.
Были приготовлены плавки с вовлечением в шихту кусковых отходов магниевых сплавов до 75% от веса шихты. В тигель загружали отходы на половину его высоты, а затем по периметру стенки тигля укладывали чушковый магний. В оставшееся свободное пространство загружали все расчетное количество легирующих элементов - алюминия, цинка, магний-марганцевой лигатуры и других элементов лигатур. Потом подгружали оставшиеся шихтовые материалы.
Защита металла от окисления в процессе плавки, выстаивания и литья такая же, как в примере 1. Нагрев металла вели со скоростью 3,0 градуса в минуту. После достижения 640oС переходили на следующую ступень и до 770oС нагрев вели со скоростью 2,0 градуса в минуту. После нагрева до 780oС печь выключали и производили выстаивание до температуры 720oС.
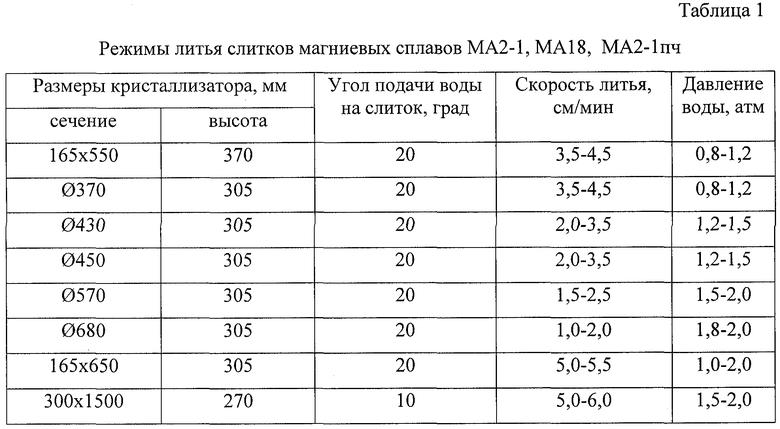
Литье в обоих примерах производили с помощью электромагнитного насоса полунепрерывным способом с непосредственным охлаждением слитка водой в кристаллизаторы размерами: ⊘ 370, 430, 450, 570, 680 мм, плоских - с сечением 165х550 и 300х1500 мм. Для защиты расплава от загорания в процессе литья в литейную коробку в кристаллизатор подавали защитный газ. Расход защитного газа регулировали так, чтобы на поверхности расплава не было загораний.
Пример 3.
При приготовлении сплава МА2-1пч, не содержащего литий, вдоль стенок тигля отражательной печи выкладывают чушковый магний марки МГ95, а в донную часть засыпали сухую крупную стружку этого сплава, полученную при обточке круглых слитков или при фрезеровке больших граней плоских слитков. Поверх стружки, слой которой составляет около 200 мм, укладывали чушки марки ММ2пч. Свободное пространство заполняли кусковыми отходами сплава МА2-1пч. В верхней части располагали легирующие элементы алюминий и цинк. После загрузки и нагрева шихты до 400oС начинали применение флюса ВИ-2 на основе карналлита с добавкой хлористого бария (8-10%) и фторидного кальция (5-8%) с постоянным добавлением при возникновении очагов горения.
Плавка велась в режиме, описанном в примерах 1 и 2.
В табл.1 приведены режимы разливки в слитки.
По окончании литья во всех примерах подачу газа в печь прекращали и производили слив технологического остатка и чистку тигля. Эти операции выполнялись с применением флюса ВИ-2 (основа - карналлит с добавкой хлористого бария и фторида кальция) или ФЛ5 (карналлит с заменой фтористого кальция на фтористый магний). Технологический остаток и стенку тигля присыпали флюсом ВИ-2 так, чтобы не было загораний.
После слива технологического остатка, очистки и охлаждения тигля, но не раньше, чем через 5 ч, в тигель заливали воду для отмочки. Отмочка необходима для того, чтобы удалить из тигля остатки флюса, в состав которого входят хлориды, которые являются вредной примесью в магниевых сплавах.
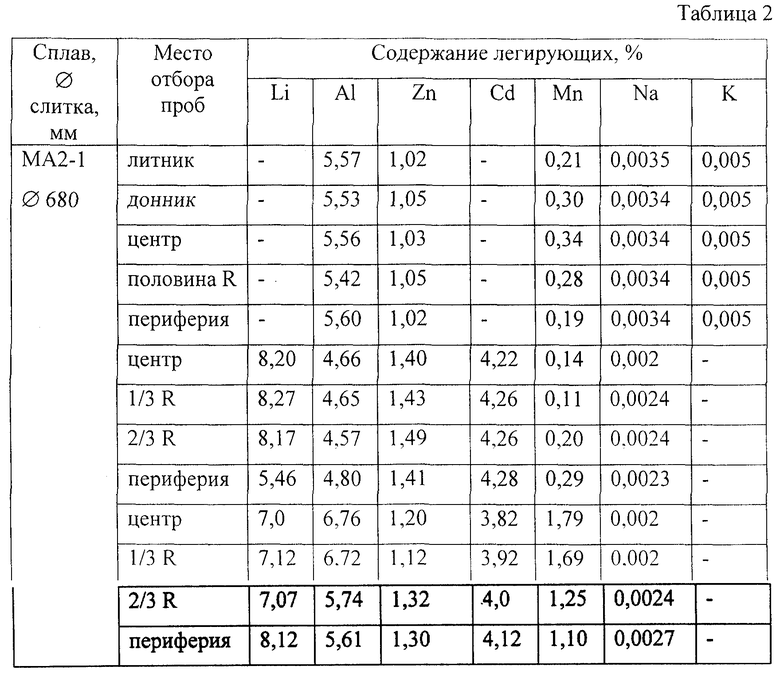
В табл.2 приведены характеристики слитков, полученных предлагаемым способом.
Предлагаемый способ позволяет:
- повысить качество слитков из-за равномерного распределения легирующих компонентов по сечению и длине слитка, как это видно из табл. 2, за счет перемешивания расплава и исключения испарения лития и других легирующих компонентов;
- повысить выход годного с 60 до 85% за счет уменьшения угара и получения качественных слитков:
- снизить себестоимость слитков с 25 тыс. рублей до 17 тыс. рублей за тонну;
- отливать крупногабаритные слитки 680 мм и выше, из которых получают крупногабаритные полуфабрикаты, используемые в конструкциях изделий авиационной, автомобильной и космической техники, что повышает их тактико-технические характеристики;
- улучшить условия труда за счет уменьшения выделений хлоридов и соединений лития в 5 раз по сравнению с предельно допустимой концентрацией.
Источники информации
1. I.G.Byrer, а.о. "Mg-Li alloys", перевод "Общее описание магниево-литиевых сплавов", с.22 - 24.
2. Отчет Всесоюзного института легких сплавов и Березниковского титано-магниевого комбината по научно-исследовательской работе "Разработка аппаратуры и опытно-промышленной технологии плавки и литья слитков магниево-литиевых сплавов в защитной атмосфере, изготовление деформируемых полуфабрикатов из слитков сплава ИМВ2 и исследование их структуры и свойств", Березники - Москва, 1971.
3. Бондарев Б.И. "Плавка и литье магниевых деформируемых сплавов", Металлургиздат, 1973, 370 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479376C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ МАГНИЯ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2232066C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| Способ получения хромовой бронзы | 2020 |
|
RU2731540C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВОГО СПЛАВА ВЫСОКОЙ ЧИСТОТЫ | 1999 |
|
RU2157422C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 2004 |
|
RU2255997C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
Изобретение относится к области металлургии и может быть использовано в литейном производстве, в частности в производстве магниевых и магниево-литиевых сплавов. В предложенном способе загрузку части шихтовых материалов ведут на часть высоты тигля, затем по периметру стенки тигля укладывают чушковый магний, а легирующие элементы - в оставшееся свободное пространство, после чего догружают оставшуюся часть шихтовых материалов. Плавку ведут в газовой среде в ступенчатом режиме нагрева. Разливку ведут в проходной кристаллизатор с охлаждением слитка водой в защитной среде, обеспечивается снижение затрат электроэнергии, повышение безопасности процесса путем исключения образования дугового разряда, а также снижение окисляемости легирующих элементов. 5 з.п. ф-лы, 2 табл.
| Отчет Всесоюзного института легких сплавов и Березниковского титано-магниевого комбината по научно-исследовательской работе "Разработка аппаратуры и опытно-промышленной технологии плавки и литья слитков магниево-литиевых сплавов в защитной атмосфере, изготовление деформируемых полуфабрикатов из слитков сплава ИМВ 2 и исследование их структуры и свойств" | |||
| - Березники - М., 1971 | |||
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ НА ОСНОВЕ МАГНИЯ | 0 |
|
SU378475A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВО-КАЛЬЦИЕВЫХ СПЛАВОВ | 1992 |
|
RU2035520C1 |
| US 5248477, 28.09.1983 | |||
| DE 1533326, 22.06.1972. | |||

