Изобретение относится к электротехнической промышленности и может быть использовано при производстве аккумуляторов, имеющих корпуса и крышки из термопластичных материалов.
Известен способ герметизации аккумулятора путем экструзии расправленного материала под давлением в зону сварки крышки и корпуса [1]
Недостатком этого способа является необходимость применения сложного дорогостоящего оборудования и оснастки.
Кроме того, при таком способе сварной шов неоднороден и велика вероятность образования холодных спаев, так как впрыскиваемый материал, проходя вдоль каналов, быстро остывает и плохо сваривается, что снижает прочность сварного шва и приводит к возникновению негерметичности.
Наиболее близким к предложенному по технической сущности и достигаемым результатам является способ герметизации аккумулятора путем расплавления верхнего края корпуса и нижнего края крышки при помощи нагретого электрода, вывода электрода за пределы аккумулятора, создания расплавленных поверхностей и выдержки с приложением давления [2] Перед герметизацией крышку отделяют от корпуса и в пространство между ними вводят разогретый электрод. После этого корпус и крышку вновь сближают до контакта с электродом и выдерживают в течение времени, необходимого для достаточного размягчения материала. Далее размыкают корпус и крышку, выводят электроды за пределы аккумулятора, смыкают корпуса и крышку и выдерживают под сжимающим усилием до образования сварного шва.
Одним из недостатком такого способа герметизации является невысокая надежность сварки вследствие невозможности центрирования крышки относительно стенок корпуса, появление различного рода деформаций стенок и, как следствие, негерметичности сварного шва. Любые направляющие буртики или ловители стенок при расплавлении верхней части корпуса и нижней части крышки так же будут частично или полностью расплавлены и потеряют свою технологичность.
Кроме того, при герметизации аккумуляторов, имеющих плотную сборку электродных блоков, токовыводы которых герметично выведены через крышки и уже заранее закреплены на них, а каждый электрод заключен в сепарационный мешочек, такой способ из-за осуществления неоднократного смыкания и размыкания крышек и корпусов и возникающих при этом перемещений электродных блоков по стенкам корпусов может в отдельных случаях привести к снятию сепарационных мешочков с крайних электродов или их разрыву. Это ведет к возникновению в электродных блоках коротких замыканий и выпуску бракованных аккумуляторов.
К недостаткам этого способа следует отнести и то, что при размыкании крышки и корпуса разогретые поверхности охлаждаются, а это снижает качество сварки.
Предложенный способ герметизации аккумулятора позволит повысить надежность сварного шва и увеличить выход годной продукции. Для этого, в отличие от известного способа, включающего сборку аккумулятора, введение нагретых электродов между верхним краем корпуса и нижним краем крышки для одновременного равномерного расплавления этих поверхностей, удаление электродов, соединение расплавленных поверхностей и выдержку с приложением давления, толщину электродов выбирают равной 0,3-0,5 толщины стенки корпуса, электроды вводят на величину 1-1,2 от толщины стенки корпуса, равномерно расплавляя края крышки и корпуса, а удаление электродов производят при сомкнутых крышке и корпусе.
В этом случае появляется возможность точного центрирования крышки и корпуса, например, с помощью направляющего буртика, что предотвращает возникновение деформаций стенок и появление незагерметизированных участков. Отсутствие необходимости в размыкании крышки и корпуса позволит исключить вероятность повреждения сепарации.
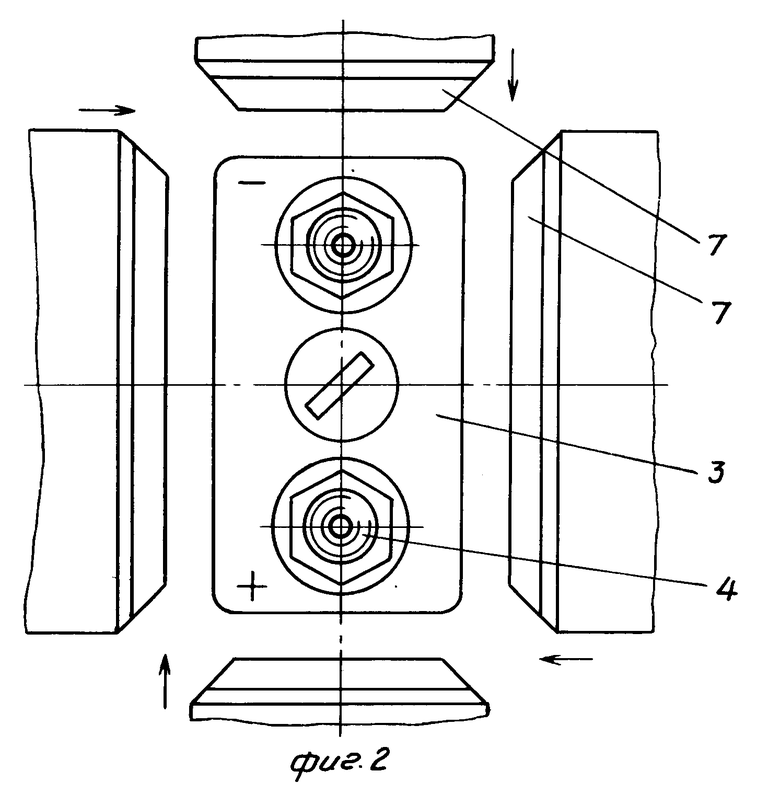
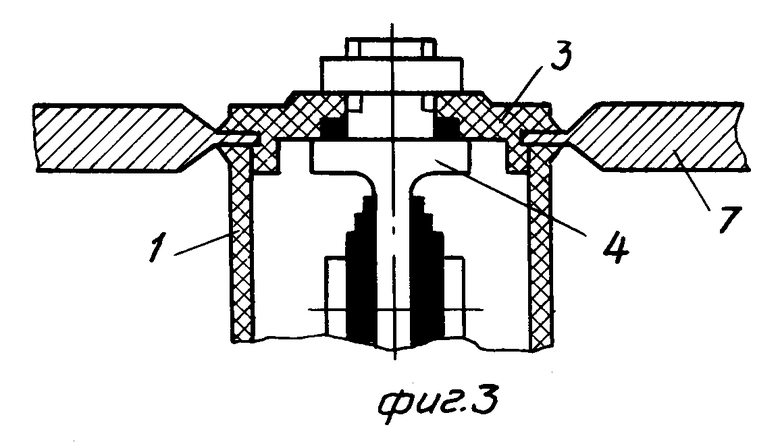
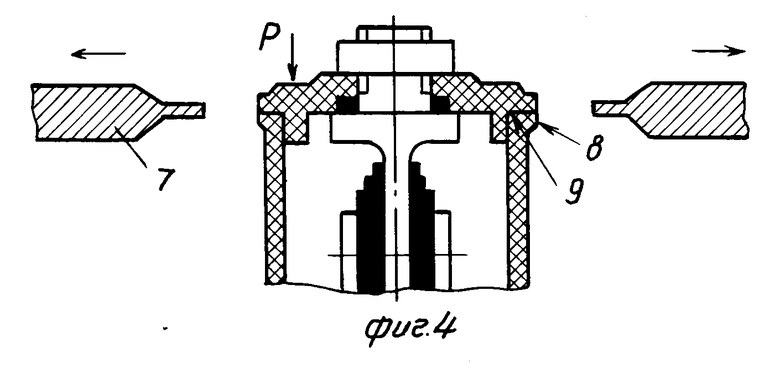
На фиг.1 изображен корпус аккумулятора, закрытого крышкой, перед началом герметизации, вид сбоку; на фиг.2 аккумулятор перед началом герметизации, вид сверху; на фиг.3 корпус и крышка в момент расплавления их краев нагретыми электродами; на фиг.4 заключительный этап герметизации выдержка соединенных разогретых поверхностей корпуса и крышки с приложением давления.
Предлагаемый способ заключается в следующем.
В корпус 1 аккумулятора устанавливают блок электродов 2, закрепленный на крышке 3, через которую герметично выведены токовыводы 4. Каждый электрод блока заключен в сепарационный мешочек 5. Для фиксации крышки 3 в корпусе 1 на ней, например, выполнен по периметру базирующий буртик 6. В результате крышка и корпус оказываются надежно сцентрированы друг относительно друга. Нагретые электроды 7 одновременно с четырех сторон вводят в зону соприкосновения корпуса 1 и крышки 3, равномерно расплавляя их края. После выдержки в течение времени, необходимого для достаточного размягчения материала в околошовной зоне, электроды 7 без размыкания крышки и корпуса выводят из зоны сварки. Затем производят смыкание корпуса 1 с крышкой 3 и выдержку под сжимающим усилием Р, направленным перпендикулярно плоскости герметизации.
При этом размягченный материал крышки и корпуса образует прочный шов 9, причем часть расплавленного материала образует поверх шва облой 8, который может быть удален механической обработкой.
Базирующий буртик 6 может быть заменен базирующими ребрами. Отношение толщины электрода к толщине стенки корпуса аккумулятора принимают равным B/S 0,3-0,5, так как при отношении указанных величин меньше 0,3 снижается прочность электрода, а при отношении больше 0,5 увеличивается объем расплавленного материала, вытесняемого разогретым электродом при вводе его в зону сварки, и, кроме этого, возникает необходимость в более высоком базирующем буртике.
Разогретые электроды вводят в зону соприкосновения крышки и корпуса на величину (1-1,2)S. При величинах меньше S поверхности сопряжения корпуса и крышки не будут полностью расплавлены, что приведет к неоднородности шва и, следовательно, к снижению его качества. Ввод электродов на величину больше 1,2 S нецелесообразен по технологическим соображениям.
Описанный способ может быть применен для герметизации никель-кадмиевых щелочных аккумуляторов. Так, например, в корпус аккумулятора, выполненного из термопластичного материала, имеющего толщину стенки 2 мм, устанавливают блок электродов, закрепленный на крышке, также выполненной из термопластичного материала. Каждый электрод блока заключен в сепарационный мешочек из полимерного материала толщиной (0,1-0,2) мм. По периметру крышки выполнен базирующий буртик толщиной 2 мм и высотой 4 мм, плотно входящий в корпус. Нагретые электроды, рабочая толщина которых равна 1 мм, одновременно с четырех сторон вводят в зону соприкосновения корпуса и крышки, равномерно расплавляя их края. Затем, не размыкая крышку и корпус, электроды выводят, а корпус соединяют с крышкой и выдерживают под сжимающим усилием. При этом образуется сварной шов, прочность которого составляет не менее 120 кг/см2. Производительность процесса 130 шт./ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ АККУМУЛЯТОРА | 2001 |
|
RU2214654C2 |
| СПОСОБ СОЕДИНЕНИЯ ЭЛЕКТРОДОВ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА В ПОЛУБЛОКИ | 2008 |
|
RU2376688C2 |
| Способ герметизации аккумулятора | 1979 |
|
SU862272A1 |
| СПОСОБ ЗАПРАВКИ ЭЛЕКТРОЛИТОМ НИКЕЛЬ-ВОДОРОДНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 1998 |
|
RU2146068C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 1998 |
|
RU2153211C2 |
| ГЕРМЕТИЧНЫЙ НИКЕЛЬ-КАДМИЕВЫЙ АККУМУЛЯТОР | 1999 |
|
RU2168810C2 |
| АВТОКЛАВ ДЛЯ ТЕРМОСТАТИРОВАНИЯ ТРАНСПОРТНЫХ КОНТЕЙНЕРОВ С ГЕКСАФТОРИДОМ УРАНА | 1992 |
|
RU2035988C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНЫХ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ | 1993 |
|
RU2080694C1 |
| СЕПАРАТОР ДЛЯ НИКЕЛЬ-ВОДОРОДНОГО АККУМУЛЯТОРА | 2000 |
|
RU2173918C1 |
Использование: производство химических источников тока. Сущность изобретения: в корпус 1 аккумулятора устанавливают блок электродов 2, разделенных сепараторами 5 и снабженных токовыводами 4, выведенными через крышку 3, которую фиксируют на корпусе 1. В зону соприкосновения корпуса 1 и крышки 3 вводят нагретые электроды 7 на величину 1 - 1,2 толщины стенки корпуса 1, выдерживают до размягчения материала в зоне сварки, после чего выводят электроды без размыкания крышки 3 и корпуса 1, соединяют расплавленные поверхности и выдерживают под давлением. Для повышения прочности шва толщину электродов 7 выбирают равной 0,3 - 0,5 толщины стенки корпуса 1. Способ повышает надежность герметизации. 4 ил.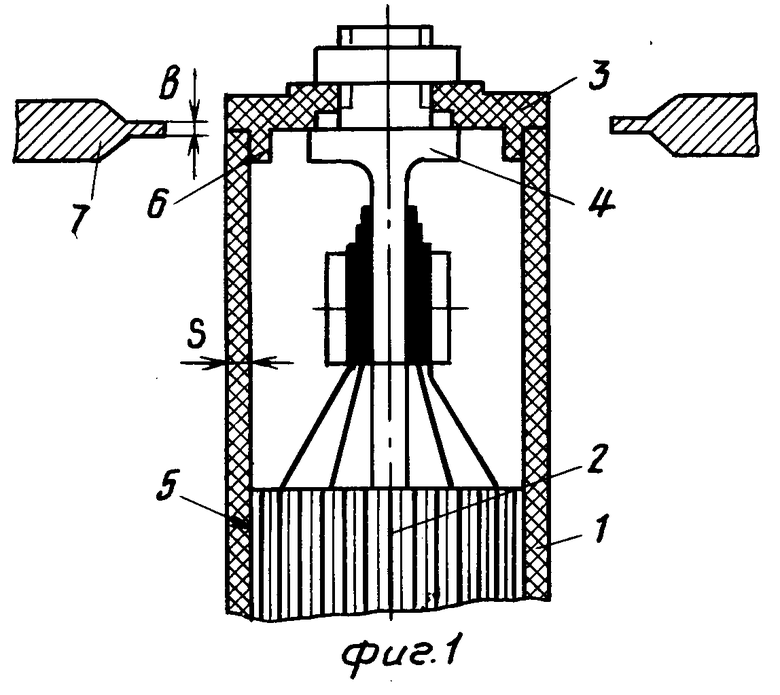
СПОСОБ ГЕРМЕТИЗАЦИИ АККУМУЛЯТОРА, включающий его сборку, введение нагретых электродов между верхним краем корпуса и нижним краем крышки для одновременного равномерного расплавления этих поверхностей, удаление электродов, соединение расплавленных поверхностей и выдержку с приложением давления, отличающийся тем, что толщину электродов выбирают равной 0,3 0,5 толщины стенки корпуса, электроды вводят на величину 1 1,2 толщины стенки корпуса, а удаление электродов производят при сомкнутых крышке и корпусе.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Светопрозрачное ограждение | 1986 |
|
SU1381265A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

