1
Изобретение относится к электротехнической промышленности и может быть использовано при производстве аккумуляторов и батарей из них, имеющих корпуса и крышки из термопластичных материалов.
Известен способ герметизации аккумулятора путем впрыскивания материала под давлением через отверстия в крышке в пазы, в которые вставлены стенки и перегородки корпуса аккумулятора 1.
Недостатком этого способа является небольшая прочность сварного шва вследствие его неоднородности, так как впрыскиваемый материал, проходя вдоль паза, быстро остывает и плохо сваривается.
Кроме того, в этом случае требуется применение сложного дорогостоящего литьевого оборудования и оснастки.
Наиболее близким к изобретению по технической сущности и достигаемым результатам является способ герметизации аккумулятора путем расплавления верхнего края корпуса и нижнего края крышки при помощи нагретого электрода, последующего соединения разогретых поверхностей корпуса и
крышки и выдержки с приложением давления 2.
Недостатками этого способа является невысокая надежность сварки, так как при наличии различного рода деформаций, вследствие ограничения хода свариваемых деталей, могут оставаться незагерметизированные участки. Кроме того, расплавление толстых
10 стенок свариваемых деталей снижает производительность труда.
Целью изобретения является повышение производительности труда и
15 надежности сварного шва.
Это достигается тем, что свариваемые поверхности корпуса и крышки выполняют в поперечном сечении в форме трапеции, расположенной своим
20 меньшим основанием в сторону контакта с нагретым электродом, отношение высоты трапеции, расплавляемой в результате разогрева к длине большего основания трапеции прини25мают равньа 0,2 -.3,0, а отношение длины меньшего основания трапеции к длине большего основания принимают равным 0,4 - 0,9.
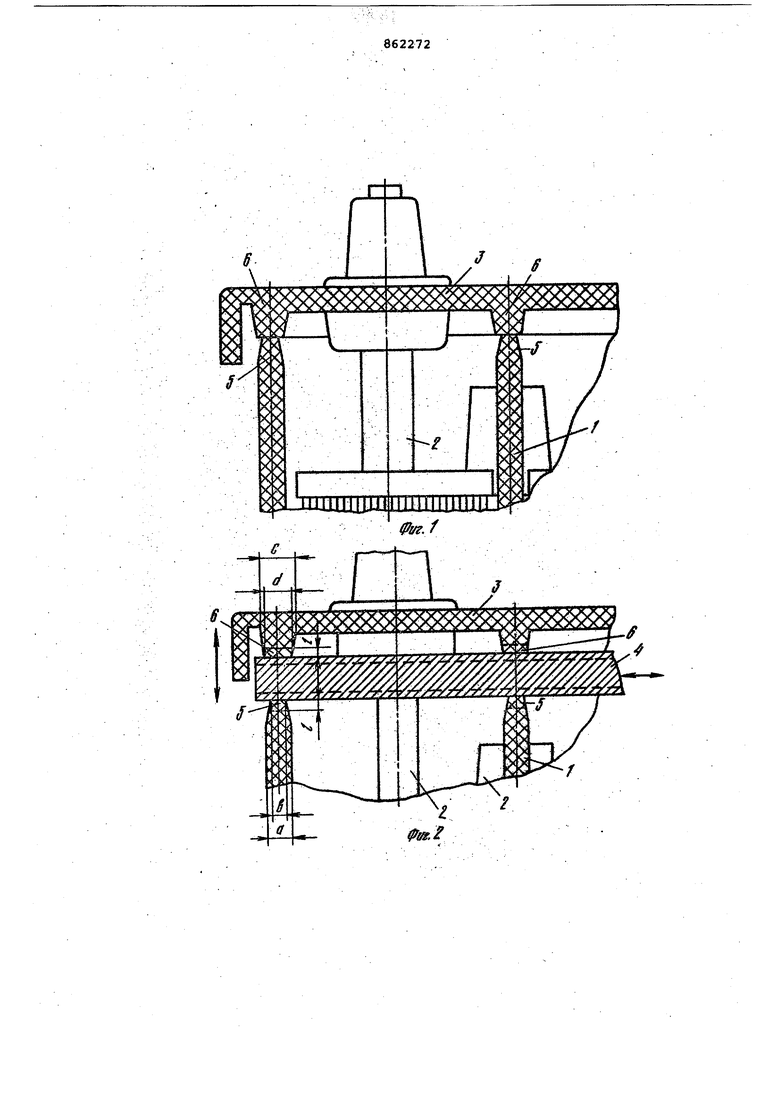
На фиг. 1 изображен корпус аккумулятора, закрытый крышкой перед
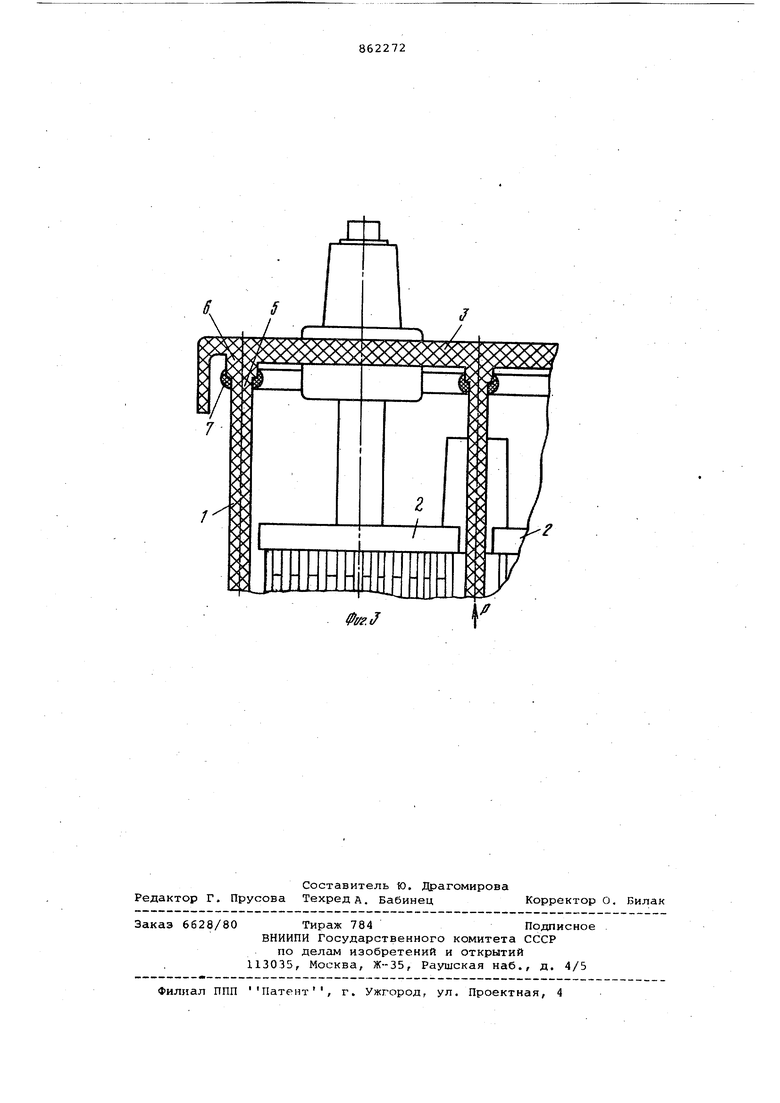
началом герметизации; на фиг. 2 корпус и крьашка в момент расплавления их краев нагретым электродом; на фиг. 3 изображен заключительный этап герметизации - выдержка соединенных разогретых поверхностей корпуса и крышки с приложением давления
. Предлагаемый способ заключается в следующем.
В корпусе 1 аккумулятора устанавливают блоки электродов 2, затем надевают крышку 3 и аккумулятор ставят на установку для герметизации. Далее крышка 3 отделяется от корпуса 1 и в пространство между нимивводится разогретый электрод 4, после чего корпус и крышка вновь сближаются. в результате верхняя часть 5 корпуса и нижняя часть 6 крышки, выполйенные в поперечном сечении в форме трапеции приходят в непосредственный контакт с электродом 4. После выдержки, в течение времени, необходимого для достаточного размягчения материала, корпус 1 и крышка 3 размыкаются и электрод 4 выводят за пределы аккумулятора. Затем корпус 1 смыкают с крышкой 3 и оставляют под сжимающим усилием в направлении, перпендикулярном плоскости герметизации. При этом размягченный материал верхней трапециедальной части 5 корпуса и нижней трапециедальной части б крышки образует прочный сварной .шов 7, причем часть расплавленного материала образует поверх шва заусенец..
Отношение высоты трапеции, расплавляемой в результате разогрева, к длине большего основания трапеции принимают равным -3,0, так как при отношении указанных величин меньше О,2 прочность сварного шва значительно снижается и становится на 50% ниже прочности материала корпуса и крышки, а при отношении больше 3 очень большое количество расплавленного материала вытекает в заусенец, что ухудшает однородност шва -и снижает его прочность.
Отношение длины меньшего основания трапеции к длине большего основания трапеции принимают равным-§- -g- 0,4 - 0,9, так как при отношении указанных размеров меньше 0,4 увеличивается неплоскостность поверхности, подлежащей разогреву, вследствие недоливов тонких стенок, что требует увеличения высоты расплавляемой части трапеции и снижает производительность труда, а при отношений больше 0,9 значительно
возрастает время разогрева, что так ж« снижает производительность труда.
Пример. В корпус аккумулятора, выполненный из термопластичного материала, устанавливают блоки электродов., затем помещают крышку, также выполненную из термопластичного материала, свариваемые поверхности корпуса и крышки вьшолняют в поперечном сечении в форме трапеции, расположенной меньшим основанием в. сторону контакта с нагретым электродом. Отношение высоты трапеции к длине большего основания равно двум, отношение длины меньшего основания трапеции к длине большего основания равно 0,5. Крышку отделяют От корпуса, в пррстранство между ними вводят нагретый электрод, размягчающий термопластичный материал, после чего, электрод выводят, корпус смыкают с крышкой и выдерживают под сжимающим усилием. При этом образуется сварной шов, прочность которого составляет 120 кгс/см/. Часть расплавленного материала образует поверх шва заусенец. Производительность процесса составл.яет 130 шт/ч.
Общий экономический эффект от применения изобретения .составит 88740 руб..
Формула изобретения
Способ герметизации аккумулятора путем расплавления верхнего края корпуса, и нижнего края крьошки при помощи нагретого электрода, последующего соединения разогретых поверхностей корпуса и крышки и выдержки с приложением давления, отличающийся тем, что, с целью повышения производительности труда и надежности сварного шва,, свариваемые поверхности корпуса и крышки выполняют в поперечном сечении в форме трапеции, расположенной своим меньшим осноЕ1анием в сторону контакта с нагретьм электродом, отношение высоты трапеции, расплавляемой в результате разогрева к длине большего основания трапеции принимают равным О,.2 - 3,0, а отношение длины меньшего основания трапеции к длине большего основания принимают равным 0,4 - 0,9.
Источники информации, принятые во внимание при экспертизе
1.Патент Англии № 1381265, .кл. Н 1 В, опублик. 1971.
2.Патент Австралии 430983,
кл. 07.03, опублик. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ АККУМУЛЯТОРА | 2001 |
|
RU2214654C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ АККУМУЛЯТОРА | 1992 |
|
RU2033662C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Способ монтажа нагревательного элемента в аккумуляторе | 1980 |
|
SU866615A1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| Способ упаковки в термосклеивающуюся пленку сыпучих материалов и устройство для сварки пленки | 1981 |
|
SU1027084A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КОРПУСА ЭЛЕКТРОННОГО ПРИБОРА | 2002 |
|
RU2233568C1 |
| Способ герметизации труб из термопластов | 1989 |
|
SU1720885A1 |
| Способ сварки термопластичных полимерных материалов | 1990 |
|
SU1808727A1 |