Изобретение относится к прокатному производству, а точнее к линейным сортопрокатным станам.
Известен линейный стан продольной прокатки, содержащий несколько последовательно расположенных групп клетей с индивидуальными приводами каждой из них (см. А.И.Целиков, В.В.Смирнов, Прокатные станы, Металлургиздат, М. 1958, стр. 18, рис.10 г).
Недостатком таких станов является большая установленная мощность электродвигателей главных приводов и сложность настройки стана, связанная с необходимостью согласования скоростей прокатки в разных группах.
Из известных станов продольной прокатки наиболее близким по технической сущности аналогом является линейный стан, описанный в книге А.И.Целикова, Прокатные станы. Металлургиздат, М. 1958, стр. 19, рис.12. Такие станы применяются и в настоящее время.
Они содержат группу чередующихся двухвалковых клетей с верхними и нижними промежуточными валами и шестеренную клеть, соединенных между собой последовательно посредством шпинделей.
Такие линейные станы имеют малую установленную мощность, обусловленную наличием одного двигателя для привода всех клетей. Кроме того, эти станы отличаются простотой настройки.
Недостаток известной конструкции линейного стана заключается в том, что при сведении валков при настройке или после переточек значительно возрастает угол перекоса шпинделей, что, с одной стороны, ограничивает величину регулировки межвалкового расстояния и величину переточки валков, сокращая срок службы валков, а с другой стороны, заставляет увеличивать длины шпинделей, вследствие чего увеличивается расстояние между клетями и общий габарит стана. Кроме того, желание уменьшить углы перекоса наиболее нагруженных шпинделей, соединяющих шестеренную клеть с первой клетью, вызывает необходимость выполнять межосевое расстояние шестеренной клети близким к среднему диаметру валка, в то время как из соображений прочности и надежности привода это расстояние должно быть больше.
Задачей настоящего изобретения является увеличение срока службы валков и уменьшение габаритов стана, и кроме того, повышение надежности привода.
Поставленная задача решается тем, что в линейном стане продольной прокатки, содержащем группу чередующихся двухвалковых клетей с верхними и нижними промежуточными валами и шестеренную клеть, соединенных между собой последовательно посредством шпинделей, согласно изобретению, оси средних валков клетей с нижними промежуточными валами расположены выше осей средних валков клетей с верхними промежуточными валами на величину, меньшую или равную половине величины регулировки межвалкового расстояния.
Расположение осей средних валков клетей с нижними промежуточными валами выше осей средних валков клетей с верхними промежуточными валами позволяет установить шпиндели с начальным перекосом, величина которого при изменении межвалкового расстояния с максимального до минимального сначала уменьшается до нуля, затем возрастает до величины, равной по абсолютному значению начальному углу перекоса.
При этом оптимальная величина упомянутого превышения е ее находится в пределах 0 < e≅ 1/2 величины регулировки межвалкового расстояния, что позволяет достигать абсолютных значений величин перекоса шпинделей, меньших, чем в случае без превышений. Это в свою очередь позволяет увеличить допустимую величину переточки валков и, следовательно, повысить срок службы валков, а также уменьшить длину шпинделей, и, следовательно, уменьшить габариты стана в целом.
Кроме того, расположение оси среднего выходного вала шестеренной клети со смещением по вертикали относительно оси среднего валка первой клети в направлении промежуточного вала последней позволяет установить соединяющие их шпиндели с начальным перекосом и увеличить межосевое расстояние шестеренной клети до величины, близкой к максимальному диаметру валка, что повышает прочность зубчатого зацепления шестеренной клети и надежность привода стана.
При этом оптимальная величина упомянутого смещения g также находится в пределах 0 < g < 1/2 величин регулировки межвалкового расстояния, что позволяет достигать абсолютных значений величин перекоса шпинделей, меньших, чем в случае без превышений. При выполнении упомянутых величин е и g равными половине величины регулировки межвалкового расстояния, абсолютные значения углов перекоса шпинделей при максимальном и минимальном межвалковых расстояниях равны между собой, т.е. минимизированы.
При величине превышения осей средних валков клетей с нижними промежуточными валами над осями средних валков клетей с верхними промежуточными валами большей, чем половина величины регулировки межвалкового расстояния, наиболее нагруженные средние шпиндели при установке минимального межвалкового расстояния, оказываются перекошенными на угол, больший, чем максимальный угол перекоса крайних шпинделей, что явно не рационально.
При величине упомянутого превышения, равной нулю, что имеет место в известных линейных станах, крайние шпиндели перекашиваются при изменении межвалкового расстояния только в одну сторону от нулевого положения, вследствие чего их угол перекоса становится чрезмерно большим и возникает необходимость увеличивать длины шпинделей и габариты стана в целом.
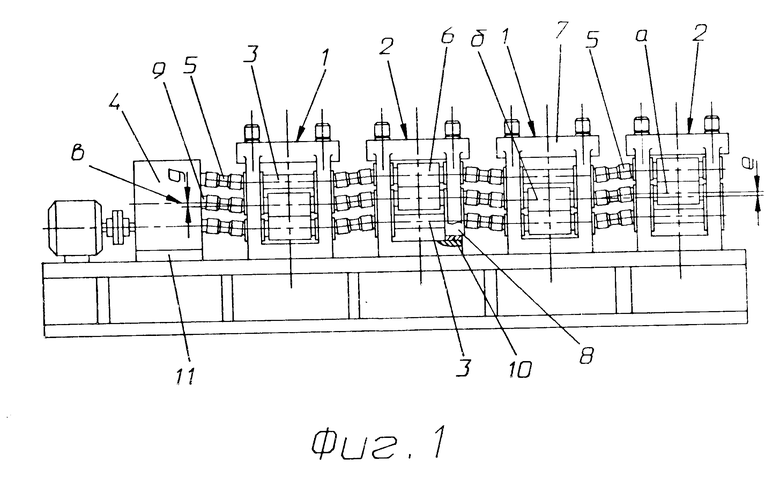
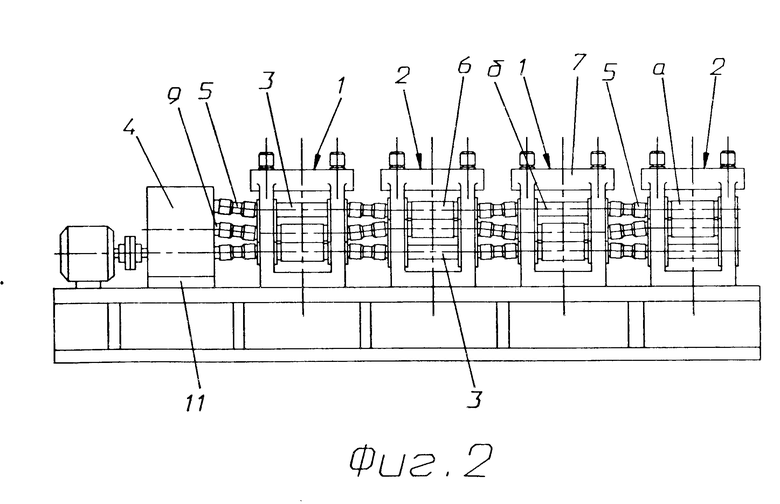
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых, на фиг. 1 изображен линейный стан продольной прокатки с установленными новыми валками (межвалковое расстояние максимальное); на фиг. 2 то же, с валками, установленными после переточки (межвалковое расстояние минимальное).
Линейный стан продольной прокатки содержит группу чередующихся двухвалковых клетей 1 и 2 с верхними и нижними промежуточными валами 3 соответственно и шестеренную клеть 4, соединенных между собой последовательно посредством шпинделей 5. Рабочие валки 6 и промежуточные валы 3 установлены в станинах 7 клетей 1 и 2 посредством подшипниковых подушек 8. Оси а средних валков 6 клетей 2 с нижними промежуточными валами 3 расположены выше оси б средних валков 6 клетей 1 с верхними промежуточными валами 3 на величину е. Ось в среднего выходного вала 9 шестеренной клети 4 расположена выше оси б среднего валка 6, непосредственно связанной с шестеренной клетью 4 клети 1, на величину g. Величины е и g меньше или равны половине величины регулировки межвалкового расстояния. Установка упомянутых превышений производится посредством прокладок 10, размещенных между станиной 7 и подшипниковыми подушками 8 каждой из клетей 2, и прокладок 11, установленных под шестеренную клеть 4.
Стан работает следующим образом.
При установке в станины 7 клетей 1 и 2 нового комплекта валков 6 межвалковое расстояние максимальное. Посредством прокладок 10 устанавливается превышение оси а средних валков 6 клетей 2 над осью б средних валков 6 клетей 1 на величину е, а посредством прокладок 11 устанавливается превышение оси в среднего выходного вала 9 шестеренной клети 4 над осью б на величину g. При этом шпиндели 5 устанавливаются с начальным углом перекоса. В процессе работы происходит износ валков, производится корректировка размеров прокатываемого сечения, вследствие чего изменяется межвалковое расстояние и угол перекоса шпинделей. После установки в станины 7 клетей 1 и 2 комплекта валков 6, переточенных до минимального диаметра, межвалковое расстояние становится минимальным. При этом валки 6 и шпиндели 5 занимают положение, показанное на фиг. 2. При изменении межвалкового расстояния в связи с изменением диаметров валков 6 после их переточек положение осей а и б средних валков 6 и положение промежуточных валов 3 не изменяется, а положение верхних и нижних валков 6 изменяется за счет изменения толщины прокладок 10, устанавливаемых между станиной 7 и подшипниковыми подушками 8.
Так как нагрузочная способность шпинделей уменьшается с увеличением углов их перекоса, то в случае, когда нагрузочная способность шпинделей является ограничивающим фактором, величины превышений е и g устанавливаются меньше половины величины регулировки межвалкового расстояния. При этом углы перекоса наиболее нагруженных средних шпинделей 5 будут меньше, чем максимальные углы перекоса менее нагруженных верхних и нижних шпинделей 5. В случае же когда нагрузочная способность шпинделей не является ограничивающей, а имеет значение лишь минимизация углов их перекоса, превышение устанавливают равным половине величины регулировки межвалкового расстояния.
Описанный линейный стан продольной прокатки по сравнению с известными имеет меньшие габариты, позволяет увеличить срок службы валков и повысить надежность привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПРОКАТНЫХ ВАЛКОВ КЛЕТИ КВАРТО | 1998 |
|
RU2131314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ УСТАНОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2203153C2 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
Использование: в прокатном производстве. Сущность изобретения: линейный стан продольной прокатки содержит группу чередующихся двухвалковых клетей и с верхними и нижними промежуточными валами и шестеренную клеть, соединенных между собой последовательно посредством шпинделей. Оси а средних валков клетей с нижними промежуточными валами, расположены выше оси б средних валков клетей с верхними промежуточными валками на величину е ,меньшую или равную половине величины регулировки межвалкового расстояния. Ось в среднего выходного вала шестеренной клети смещена по вертикали относительно оси б среднего валка первой клети в направлении промежуточного вала последней на величину д , меньшую или равную половине величины регулировки межвалкового расстояния. 1 з.п. ф-лы, 2 ил.
| Там же, с.19, рис.12. |
