Изобретение относится к области прокатного производства, в частности к замене прокатных валков в клетях кварто.
Известен способ монтажа валков клети кварто с приводными рабочими валками, включающий установку опорных валков в окнах станины клети и установку между опорными валками рабочих прокатных валков (авт.св. N 735346,кл. В 21 В 31/02, опубл. БИ N 19, 1980) При этом обеспечивают постоянный уровень образующей бочки нижнего рабочего валка, обычно соответствующий уровню транспортных рольгангов, проводковых столов и др. Уровень образующей бочки нижнего рабочего валка поддерживают постоянным за счет перемещения подвижных клиньев, расположенных под подошвами подушек нижних опорных валков. При изменении диаметра бочки нижнего рабочего валка на величину ΔDнp Dнр изменяют уровень оси нижнего рабочего валка на величину 0,5•ΔDнp за счет соответствующего вертикального перемещения нижнего опорного валка и подвижных клиньев. При этом уровень оси верхнего рабочего валка также изменяется на величину 0,5•ΔDвр, где ΔDвр - изменение диаметра верхнего рабочего валка (при условии отсутствия металла между валками). При одинаковых диаметрах нижнего и верхнего рабочих валков обеспечивается равенство перекосов нижнего и верхнего шпинделей привода валков а соответственно обеспечиваются одинаковые условия эксплуатации нижнего и верхнего рабочих валков и нижнего и верхнего рабочих шпинделей привода валков. Однако при осуществлении известного способа необходимо обеспечивать постоянную регулировку уровня образующей бочки нижнего рабочего валка за счет перемещения подвижных клиньев с циклом, соответствующим циклу перевалки рабочих валков (для станов горячей прокатки через 4-8 ч). Подвижные клинья подвергаются во время работы воздействию окалины и воды, что вносит затруднение в работу механизма регулировки уровня нижнего валка.
Известен наиболее близкий к заявляемому способ монтажа валков клети кварто с приводными рабочими валками посредством шпинделей и шестеренной клети. (Машины и агрегаты металлургических заводов, том. 3, изд. 2, М.: Металлургия 1988 г. с. 150-151, рис. IV.16), включающий установку опорных валков в окнах станины клети и установку между опорными валками рабочих прокатных. При этом обеспечивают постоянный уровень образующей бочки нижнего опорного валка, например, с помощью прокладок, установленных между подушками нижних опорных валков и подошвами окон станины. Замену прокладок производят во время перевалки опорных валков (для станов горячей прокатки 1 раз в 3-6 недель), толщину прокладок определяют в зависимости от диаметра бочки нижнего опорного валка. Замену прокладок во время перевалки рабочих валков не производят из-за ее трудоемкости. Уровень образующей бочки нижнего рабочего валка изменяется на величину ΔDнр = Dmaxнр-Dminнр, где ΔDнр - изменение диаметра нижнего рабочего валка, Dminнр - максимальный диаметр нижнего рабочего валка. Dminнр - минимальный диаметр нижнего рабочего валка, а уровень оси нижнего рабочего валка изменяется на величину 0,5•ΔDнр. А уровень оси верхнего рабочего валка при этом изменяется на величину ΔDнр+0,5ΔDвр. (при условии отсутствия металла между валками). При равенстве диаметров нижнего и верхнего рабочих валков изменение уровня оси верхнего рабочего валка составляет 1,5ΔDр. Очевидно, что пределы изменения уровня верхнего рабочего валка в 3 раза больше пределов изменения уровня нижнего рабочего валка. Обычно проектный уровень оси нижнего валка шестеренной клети привода соответствует уровню оси нижнего рабочего валка при номинальном (максимальном) диаметре его бочки. При этом пределы изменения угла наклона приводных шпинделей существенно отличаются для верхнего и нижнего рабочих валков. Приводной хвостовик верхнего рабочего и верхний шпиндель привода работают в более тяжелых условиях, чем приводной хвостовик нижнего рабочего валка и нижний шпиндель привода.
Цель изобретения - улучшение условий эксплуатации рабочих валков и шпинделей привода с увеличением их долговечности.
Указанная цель обеспечивается тем, что уровень образующей бочки нижнего опорного валка обеспечивают ниже уровня оси нижнего валка шестеренной клети на величину, равную:
H = 1,5 Dраб.в.ср. + h - Wш.кл,
где Dраб.в.ср. - средний диаметр рабочего валка:
h - зазор между рабочими валками при прокатке;
Wш.кл - межцентровое расстояние между валками шестеренной клети.
На чертеже показана схема осуществления способа.
Способ монтажа прокатных валков клети кварто с приводными рабочими валками 1, 2 посредством шпинделей 3,4 и шестеренной клети 5 включает установку опорных валков 6, 7 в окнах станины 8 клети с обеспечением постоянного уровня "P" образующей бочки нижнего опорного валка 7, например, с помощью прокладок 9, установленных между подушками 10 нижнего опорного валка 7 и подошвой 11 станины 8, и установку между опорными валками 6, 7 рабочих прокатных валков 1, 2. Уровень образующей бочки нижнего опорного валка обеспечивают ниже уровня оси O4 нижнего валка 12 шестеренной клети 5 на величину
H = 1,5 Dраб.а.ср. + h - Wш.кл,
где Dраб.в.ср - средний диаметр рабочего валка;
h - зазор между рабочими валками при прокатке;
Wш.кл - межцентровое расстояние между валками шестеренной клети.
Уровень "P" образующей бочки нижнего опорного валка 7 относительно уровня O4 оси нижнего валка 12 шестеренной клети 5 определялся из условий:
1. изменения уровня образующей бочки нижнего рабочего валка 2 на величину
ΔD = Dp.в.max - Dp.в.min,
где Dp.в.max - диаметр рабочего валка максимальный;
Dp.в.min - диаметр рабочего валка минимальный.
При этом отсутствует возможность регулирования уровня нижнего рабочего валка 2 в промежутках между перевалками опорные валков 6, 7.
2. Обеспечение одинаковых рабочих перекосов  верхнего шпинделя 3 относительно оси верхнего рабочего валка 1 (положение
верхнего шпинделя 3 относительно оси верхнего рабочего валка 1 (положение  при диаметрах Dp.в.min, Dp.в.max.
при диаметрах Dp.в.min, Dp.в.max.
Из чертежа видно, что уровень O3 верхнего валка 13 шестеренной клети 5 равен уровню C1 верхнего рабочего валка 1, соответствующего среднему диаметру рабочего валка. При этом

Отсюда следует:
Окончательно разница между уровнем образующей бочки "P" нижнего опорного валка 7 и уровнем оси O4 нижнего валка 12 шестеренной клети 5 составляет:
H = PC1 - О3O4 = 1,5 Dp.в.cp + h - Wш.кл
Пример осуществления способа.
1. Для клети N 1 стана 1700 горячей прокатки:
Dp.в.max = 660 мм; Dp.в.min = 616 мм
Wш.кл = 650 мм; h = 12 мм
Iшп = 2200 мм, где Iшп - длина шпинделя, соответствующая отрезку C1O3 на чертеже.
H 1,5[:0,5(660 + 616)] +12-650 = 319 мм, при этом угол перекоса верхнего шпинделя составит
Для сравнения при известном способе монтажа прокатных валков уровень оси O4 нижнего валка 12 шестеренной клети 5 и оси O''2 нижнего рабочего валка 2 при его максимальном диаметре Dр.в.max совпадают между собой, тогда уровень оси О3 верхнего валка 13 шестеренной клети 5 располагается выше предыдущего случая на величину разницы:
PO''2 - H = 330- 319 = 11 мм
При этом 
После вычислений получаем

2. Для клети N 5
Dp.в.max = 660 мм; Dp.в.min = 616 мм
Wш.кл = 650 мм; h = 2 мм
Iшп = 2200 мм
H =1,5 [0,5(660 + 616)] +2 - 650 = 309 мм
- при известном способе монтажа
PO''2 = 330 - 309 = 22 мм

Из анализа изобретения очевидно, что при реализации предложенного способа монтажа прокатных валков уменьшаются углы перекоса приводных шпинделей, а тем самым улучшаются условия их работы, а также условия работы хвостовиков рабочих валков, что неизбежно приводит к увеличению их долговечности.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| КЛЕТЬ КВАРТО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2262999C1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| УЗЕЛ НИЖНЕГО РАБОЧЕГО ВАЛКА | 1997 |
|
RU2118210C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2167014C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1997 |
|
RU2111072C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ПРОКАТНЫХ ВАЛКОВ ШИРОКОПОЛОСОВЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2254180C1 |
Способ монтажа прокатных валков клети кварто с приводными рабочими валками посредством шпинделей и шестеренной клети включает установку опорных валков в окнах станины клети с обеспечением постоянного уровня образующей бочки нижнего опорного валка, например, с помощью прокладок, установленных между подушками нижнего опорного валка и подошвами окон станины 8, и установку между опорными валками рабочих прокатных валков. При этом уровень образующей бочки нижнего опорного валка обеспечивают ниже уровня оси нижнего валка шестеренной клети на величину, равную: Н = 1,5Dp.в.сp + h - Wш.кл., где Dp.в.сp - средний диаметр рабочего валка; h - зазор между рабочими валками при прокатке; Wш.кл. - межцентровое расстояние между валками шестеренной клети. Технический результат - уменьшение углов перекоса приводных шпинделей, улучшение условий их работы, а также работы хвостовиков рабочих валков. 1 ил.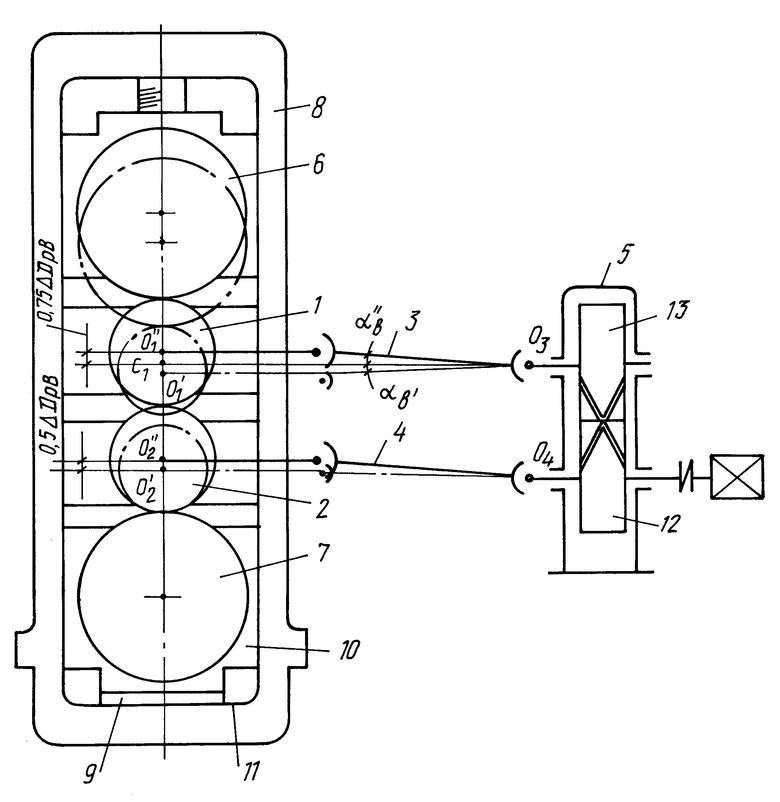
Способ монтажа прокатных валков клети кварто с приводными посредством шпинделей и шестеренной клети рабочими валками, включающий установку опорных валков в окнах станины клети с обеспечением постоянного уровня образующей бочки нижнего опорного валка, например, с помощью прокладок, установленных между подушками нижнего опорного валка и подошвами окон станины, и установку между опорными валками рабочих прокатных валков, отличающийся тем, что уровень образующей бочки нижнего опорного валка обеспечивают ниже уровня оси нижнего валка шестеренной клети на величину, равную
H = 1,5Dр.в.ср + h - Wш.кл,
где Dр.в.ср - средний диаметр рабочего валка;
h - зазор между рабочими валками при прокатке;
Wш.кл - межцентровое расстояние между валками шестеренной клети.
| Клиновое устройство для радиальной установки нижнего валка прокатной клети на уровень прокатки | 1978 |
|
SU735346A1 |
| Машины и агрегаты металлургических заводов | |||
| Т.З./Под ред.А.И.Целикова и др | |||
| - М.: Металлургия, 1988, с.150 - 151, рис.IV, 16 | |||
| Способ установки рабочих валков листопрокатной клети кварто | 1978 |
|
SU776681A1 |
| Устройство для фиксации мелких лабораторных животных | 1985 |
|
SU1248599A1 |
| Проходной секционированный изолятор | 1987 |
|
SU1534515A1 |
| US 4237715, A1, 09.12.80 | |||
| Устройство для установки нижнего валка прокатной клети | 1976 |
|
SU626844A1 |

