Изобретение относится к прокатному производству, а именно к бесстанинным рабочим клетям прокатных станов, и может быть использовано на непрерывных станах продольной прокатки, например на мелкосортных станах.
Известен рычажный механизм осевой регулировки валков (см., например, патент ФРГ 1038509, кл. 7А, 23, (В21В), 1956 г.), содержащий выполненную на осях пару рычагов, фиксирующих фланцы подушки, установленной в направляющих станины клети; положение рычагов регулируется соединительными тягами, одна из которых работает на растяжение, другая - на сжатие.
К недостатку конструкции данного механизма следует отнести отсутствие возможности регулирования осевого положения валков с любой стороны клети, что затрудняет их использование в вертикальных клетях вследствие недоступности центральных участков тяг.
Известна двухвалковая прокатная клеть, содержащая установленные в станине подушки с валками на подшипниковых опорах, механизм регулирования межвалкового зазора с редукторным приводом и рычажный механизм осевой регулировки валков, установленный на одном из валков (см., например, Королев А.А. Атлас «Оборудование прокатных цехов» Схема VII-60, Металлургиздат, 1963 г.).
К недостаткам данной клети следует отнести ее конструкцию. Указанная клеть - станинная и характеризуется большой металлоемкостью и трудоемкостью в изготовлении и в настоящее время в мелкосортном производстве находит ограниченное применение.
Известна бесстанинная прокатная клеть, наиболее близкая по технической сущности к заявляемой, содержащая установленные на раме в подушках на подшипниковых опорах рабочие валки, механизм регулирования межвалкового зазора с редукторным приводом, установленный на четырех винтах с разнонаправленной резьбой, связывающих попарно подушки, и имеющая на одном из валков механизм осевой регулировки (см., например, патент Великобритании, кл. В21В 31/24, GB 2197811 от 02.06.1988 г.).
К недостаткам рассматриваемой клети следует отнести то, что она содержит механизм осевой регулировки только на одном валке. Обычно при использовании бесстанинных клетей в линии непрерывного мелкосортного стана нет возможности закрепить проводковую арматуру на рабочей клети и ее устанавливают стационарно на фундаменте между клетями. В таком случае возникает необходимость в подстраивании каждого валка с ручьями на ось прокатки, что невозможно сделать в рассматриваемой клети. Кроме того, механизм осевой регулировки содержит несколько регулируемых шпилек, которые не могут обеспечить достаточно высокую точность установки валков без перекосов подушки, а сам процесс регулирования занимает достаточно много времени. Наряду с этим в современных прокатных станах широко применяются вертикальные клети, которые по конструкции идентичны горизонтальным, но повернуты на 90 градусов таким образом, что механизм осевой регулировки расположен снизу клети, так как привод валков осуществляется сверху.
Техническим результатом предлагаемого изобретения является возможность осуществления более простого способа установки каждого ручья валков на ось прокатки при использовании бесстанинных клетей в линии непрерывного сортового стана, а также возможность осевого регулирования валков в случае использования бесстанинных клетей в качестве вертикальных.
Технический результат достигается тем, что бесстанинная двухвалковая прокатная клеть, содержащая установленные на раме в подушках на подшипниковых опорах рабочие валки, механизм регулирования межвалкового зазора с редукторным приводом, установленный на четырех винтах с разнонаправленной резьбой, связывающих попарно подушки, на каждом валке имеет механизм осевой регулировки. Этот механизм выполнен в виде двойной рычажной системы, правые и левые двуплечие рычаги которой установлены попарно на отдельных осях, закрепленных на раме, при этом одни плечи рычагов выполнены с возможностью взаимодействия со сферическими вставками, установленными на корпусе подшипникового узла валка, а другие - с шарнирными гайками с разнонаправленной резьбой, причем эти гайки соединены между собой тягами с соответствующим разным направлением резьбы и имеющими на концах и в середине тяг поверхности «под ключ» для их вращения.
Предлагаемое изобретение схематически приведено на чертежах, где:
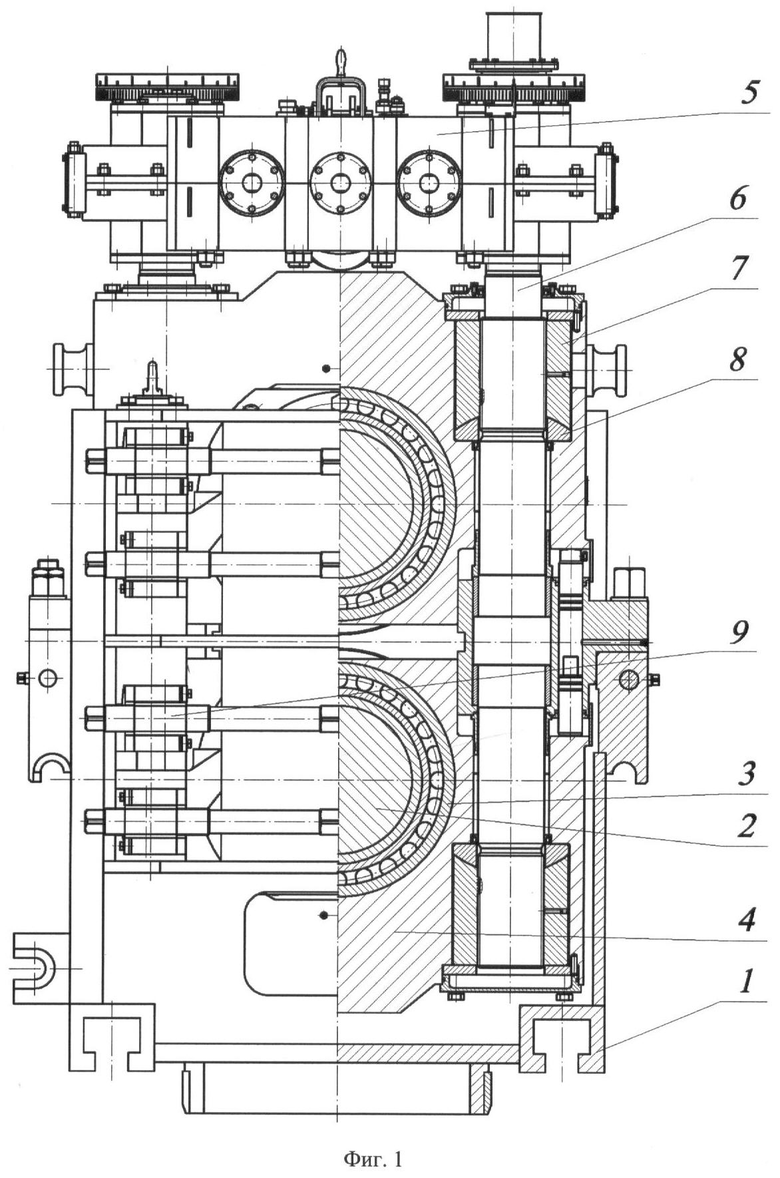
на фиг.1 изображен вид на клеть сбоку (частично) и разрез по винтам с разнонаправленной резьбой,
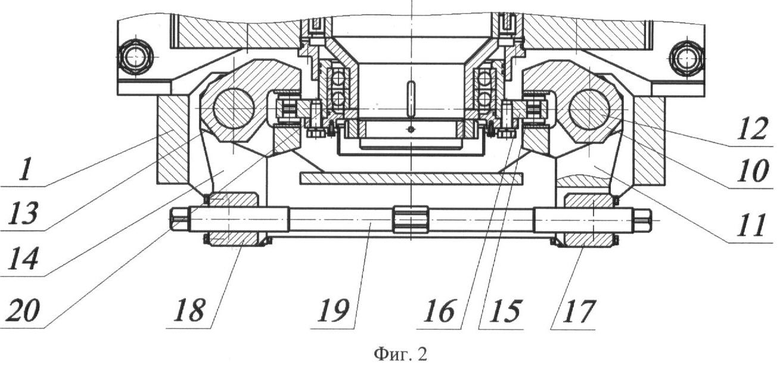
на фиг.2 показан разрез по механизму осевой регулировки валков,
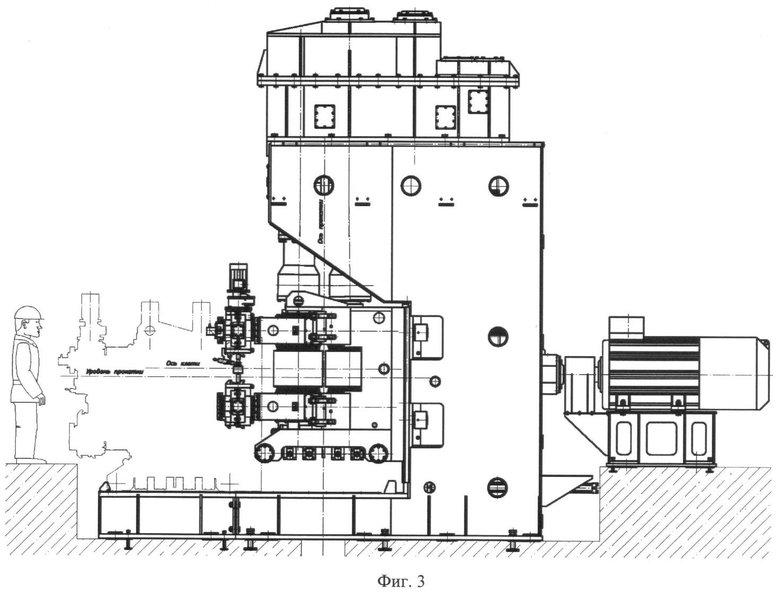
на фиг.3 изображен вид на рабочую клеть в вертикальном положении.
Бесстанинная прокатная клеть содержит раму 1, валки 2, установленные на подшипниковых опорах 3 в подушках 4, механизм для регулирования межвалкового расстояния, состоящий из двух соединенных между собой посредством промежуточного вала червячно-цилиндрических редукторов 5, установленных на винтах 6, имеющих разнонаправленную резьбу и связывающих каждую пару подушек 4. Винты 6 сопряжены с подушками 4 через гайки 7 со сферическими подпятниками 8 и приводятся в движение от мотор-редуктора через два соединенных между собой промежуточным валом червячно-цилиндрических редуктора 5. На раме 1 смонтирован механизм осевой регулировки каждого из валков 9, представляющий собой двойную рычажную систему, выполненную в виде пары правых 10 и 11 рычагов, установленных на одной оси 12, закрепленной на раме 1, и пары левых 13 и 14 рычагов, установленных на другой оси, закрепленной на раме 1. Опорные плоскости верхних 10, 13 и нижних 11, 14 рычагов прижаты к сферическим вставкам 15, которые установлены на корпусе подшипникового узла валка 16. В рычаги 10, 11, 13, 14 вложены и шарнирно зафиксированы гайки с правой и левой резьбой 17 и 18. Через гайки 17, 18 левого и правого рычагов проходят тяги 19 с разным направлением резьбы в местах сопряжения с гайками, образуя передачу «винт-гайка». При этом тяги на концах и в середине имеют участки «под ключ» для возможности вращения их с разных положений.
Устройство работает следующим образом.
При прокатке радиальные и осевые нагрузки воспринимаются валками 2. Радиальная нагрузка передается через подшипниковые опоры 3 на подушки и через гайки 7 и сферические подпятники 8 и замыкается на винтах 6. Осевые нагрузки замыкаются на раме 1 через радиально-упорные подшипники 20, установленные в корпусе 16, сферические проставки 15 и пары правых 10, 11 и левых 13, 14 рычагов механизма осевой регулировки. При зажатии рычагами сферических проставок 15 одна из тяг находится в растянутом состоянии, а вторая - в сжатом. При этом для каждого из валков выполнен отдельный механизм осевой регулировки, что позволяет валками перемешаться в осевом направлении независимо друг от друга.
Таким образом, предлагаемая конструкция бесстанинной прокатной клети с расположением механизма осевой регулировки на каждом валке, выполненного в виде двойной рычажной системы, правые и левые двуплечие рычаги которой установлены попарно на отдельных осях, закрепленных на раме, при этом одни плечи рычагов выполнены с возможностью взаимодействия со сферическими вставками, расположенными на корпусе подшипникового узла валка, а другие - с шарнирными гайками с разнонаправленной резьбой, причем эти гайки соединены между собой тягами с соответствующим разным направлением резьбы и имеющими на концах и в середине поверхности участки «под ключ» для их вращения, позволяет:
- обеспечить более точную установку валков на калибр, что приведет к возможности получения проката высокой точности;
- защитить резьбовые участки механизма осевой регулировки от воздействия внешней среды, что повышает работоспособность и долговечность;
- регулировать выполнение места «под ключ» для возможности вращения их с разных положений, в том числе и в случае, когда клети являются вертикальными и вращение тяг за среднюю часть становится невозможным;
- повысить жесткость конструкции механизма осевой регулировки, что в конечном итоге повышает надежность осуществления установки каждого ручья валков на ось прокатки при использовании бесстанинных клетей в линии непрерывного сортового стана, а также возможность осевого регулирования валков в случае использования бесстанинных клетей в качестве вертикальных.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстанинная прокатная клеть | 1991 |
|
SU1776210A3 |
| БЕССТАНИННАЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2001 |
|
RU2210448C1 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ И ОСЕВОЙ РЕГУЛИРОВКИ ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2048220C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
Изобретение относится к прокатному производству, а именно к бесстанинным рабочим клетям прокатных станов, и может быть использовано на непрерывных станах продольной прокатки, например мелкосортных станах. Бесстанинная прокатная клеть содержит установленные на раме в подушках на подшипниковых опорах рабочие валки, механизм регулирования межвалкового зазора с редукторным приводом, установленный на четырех винтах с разнонаправленной резьбой, связывающих попарно подушки. Механизм осевой регулировки расположен на каждом валке и выполнен в виде двойной рычажной системы, правые и левые двуплечие рычаги которой установлены попарно на отдельных осях, закрепленных на раме, при этом одни плечи рычагов выполнены с возможностью взаимодействия со сферическими вставками, расположенными на корпусе подшипникового узла валка, а другие - с шарнирными гайками с разнонаправленной резьбой, причем эти гайки соединены между собой тягами с соответствующим разным направлением резьбы и имеющими на концах и в середине поверхности участки «под ключ» для их вращения. Обеспечивается более точная установка валков на калибр, получение проката высокой точности, повышение работоспособности и долговечности, а также возможность осевого регулирования валков в случае использования бесстанинных клетей в качестве вертикальных. 3 ил.
Бесстанинная двухвалковая прокатная клеть, содержащая расположенные на раме в подушках на подшипниковых опорах рабочие валки, механизм регулирования межвалкового зазора с редукторным приводом, установленный на четырех винтах с разнонаправленной резьбой, связывающих попарно подушки, и механизм осевой регулировки, отличающаяся тем, что механизм осевой регулировки размещен на каждом из рабочих валков и выполнен в виде двойной рычажной системы, правые и левые двуплечие рычаги которой установлены попарно на отдельных осях, закрепленных на раме, при этом одни плечи рычагов выполнены с возможностью взаимодействия со сферическими вставками, расположенными на корпусе подшипникового узла валка, а другие - с шарнирно зафиксированными в них гайками с разнонаправленной резьбой, причем эти гайки соединены между собой тягами с соответствующим им направлением резьбы и имеющими на концах и в середине поверхности участки «под ключ» для их вращения.
| ВЫКАПЫВАЮЩИЙ РАБОЧИЙ ОРГАН | 1999 |
|
RU2197811C2 |
| US 6073475 A1, 13.06.2000 | |||
| Бесстанинная прокатная клеть | 1991 |
|
SU1776210A3 |
| Предварительно напряженная прокатная клеть | 1989 |
|
SU1660778A1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |

