Изобретение относится к стекольной промышленности и мпжет быть использовано на заводах строительного и технического стекла для производства листового стекла, конкретно относится к автоматизации процессов поперечной резки стекла.
Целью изобретения является сокращение потерь стекла при замене режущего инструмента.
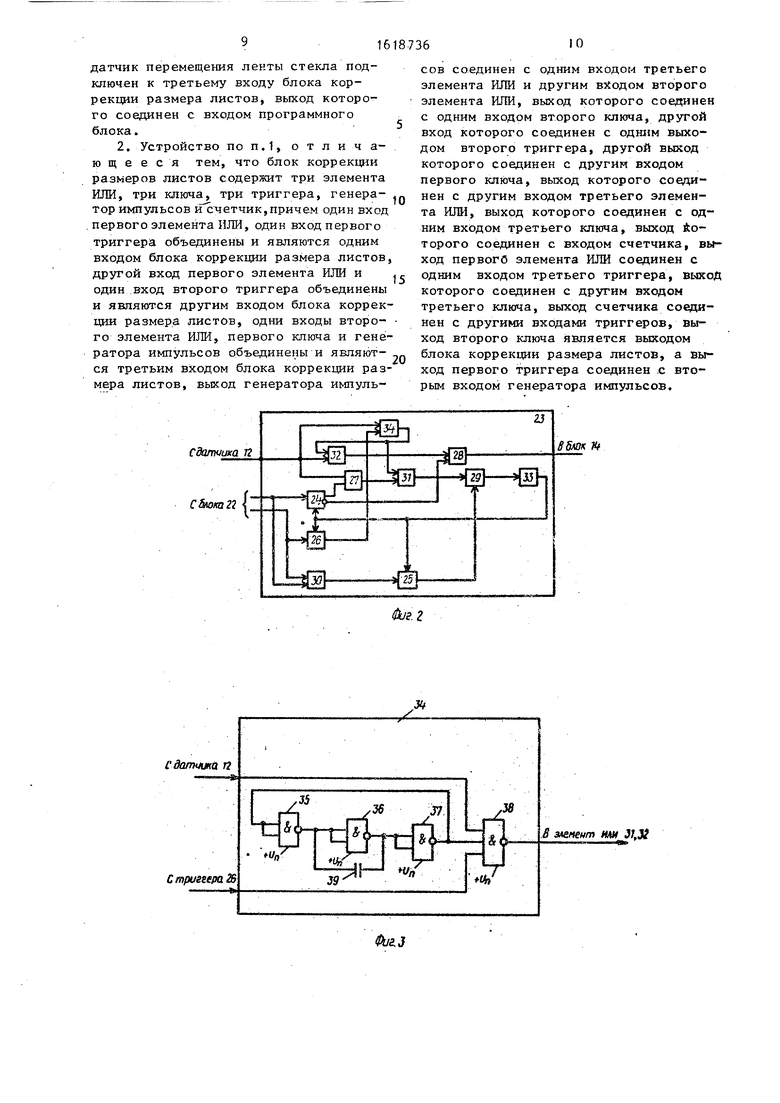
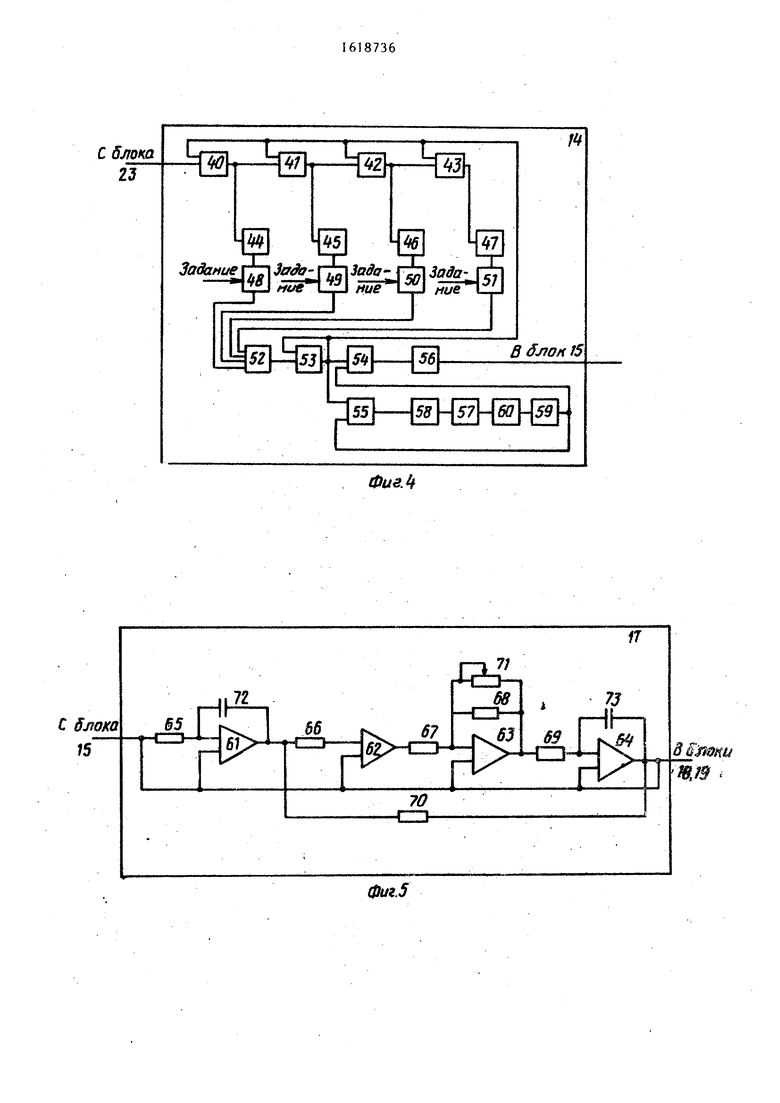
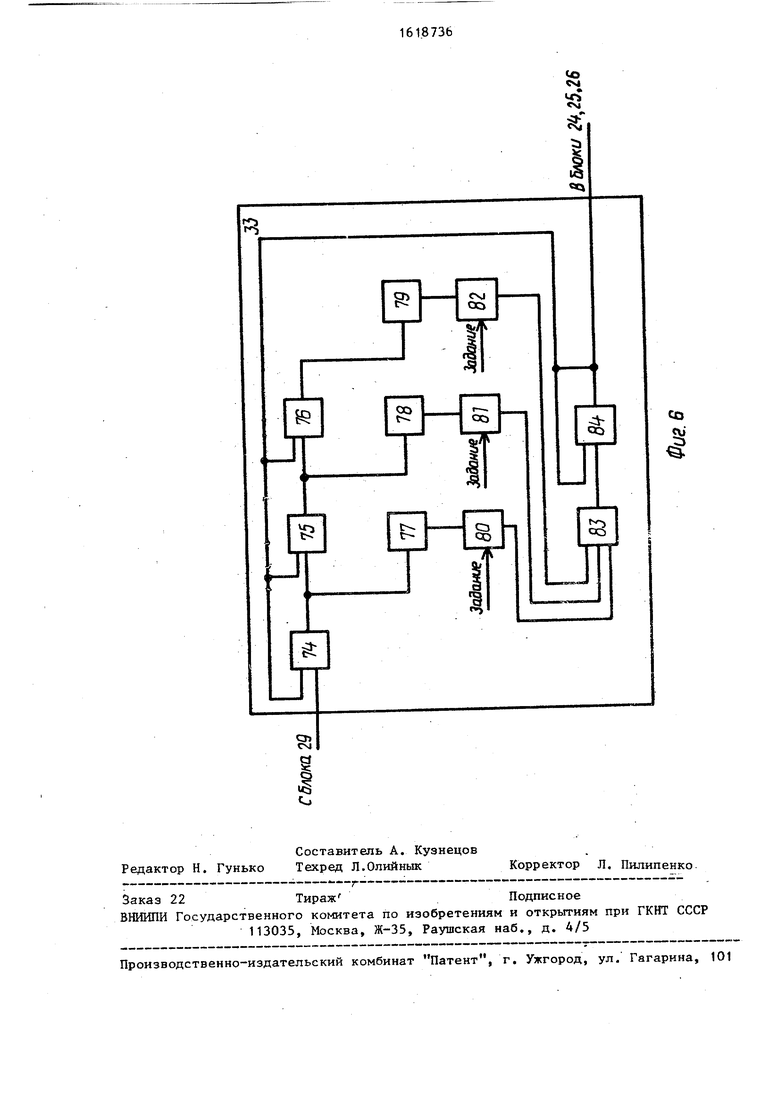
На фиг.1 приведена блок-схема устройства для управления поперечной резкой ленты стекла; на фиг.2 - схема блока коррекции размера листов; на фиг.З - схема генератора импульсов; на фиг.4 - блок-схема программного блока; на фиг.З - блок-схема задатчи- ка; на фиг.6 - структурная схема счетчика.
Устройство для управления поперечной резкой ленты стекла содержит основную 1 и дополнительную 2 режущие головки, установленные с возможностью перемещения с каждой стороны направляющей 3, расположенной над лентой 4 стекла, выключатель 5 исходного положения режущей головки 1, выключатель 6 исходного положения режущей головки 2, переключатель 7 направления хода режушей головки 1, переключатель 8 направления хода режущей головки 2, блок 9 управления, электропривод 10 режущей головки 1, электропривод 11 постоянного тока режущей головки 2, датчик 12 перемещения ленты стекла, блок 13 формирования импульсов, программный блок 14, первый ключ 15, преобразователь 16 импульсов, задатчик 17, элемент 18 сравнения, второй 19 и третий 20 ключи, управляемый выпрямитель 21, пере- ключатапь 22 работы режущих головок, блок 23 коррекции размера листов.
Блок 23 коррекции размера листов содержит триггеры 24-26, ключи 27-29, элементы ИЛИ 30-32, счетчик 33 и ге- нератоо 34 импульсов.
Генератор 34 импульсов содержит элементы И-НЕ 35-38 и конденсатор 39.
Программный блок 14 содержит - счетчики 40-43 импульсов, дешифраторы 44-47, переключатели 48-51, элемент И-НЕ 52, одновибратор 53, триггеру 54 и 55, усилительные элементы 56 и 57, инверторы 58 и 59, элемент 60 задержки.
Задатчик 17 содержит операционные усилители 61-64, резисторы 65-70, пе
5
0
5
0
5
0
5
0
5
ременный резистор 71, конденсаторы 72 и 73.
Счетчик 33 содержит счетчики 74- 76 импульсов, дешифраторы 77-79, переключатели 80-82, элемент И-НЕ 83 и одновибратор 84.
Устройство работает следующим образом.
В программном блоке 14 устанавливается необходимая длина нарезаемых листов. Импульсы с датчика 12 перемещения ленты стекла, вырабатывающие на каждую единицу длины перемещения ленты 4 стекла электрический импульс напряжения, поступают на блок 23 коррекции размера листов и на блок 13 формирования импульсов.
Блок 13 формирования импульсов преобразовывает поступающие импульсы в импульсы определенной длительности независимо от их частоты. Затем эти импульсы поступают на вход ключа 15 прямоугольных импульсов и на преобразователь 16 импульсов, который преобразовывает прямоугольные импульсы определенной длительности в. аналоговое напряжение. Величина аналогового напряжения строго пропорциональна частоте импульсов, поступающих на. - вход преобразователя 16 импульсов. После считывания программным блоком 14 определенного количества импульсов, соответствующих заданной длине
листа, на вход ключа 15 поступает отпирающий сигнал. Ключ 15 отпирается, подавая сформированные импульсы определенной длительности на вход задатчика 17, который преобразует импульсы в плавно нарастающее напряжение. Крутизна непрерывно нарастающего напряжения зависит от частоты прямоугольных импульсов определенной длительности. Нарастающее напряженке с задатчика 17 поступает на один из входов элемента 18 сравнения и на ключ 19, а на второй вход элемента 18. сравнения подается аналоговое напряжение с преобразователя 16 импульсов, пропорциональное скорости ленты 4 стекла.
Когда уровни напряжений на входе элемента 18 сравнения разные, на его прямом входе присутствует запрещающий сигнал, а на инверсном выходе - разрешающий сигнал, который открывает ключ 19.
Таким образом, посла отпирания ключа 15 с выхода эадатчика 17 начи
516 нает нарастать напряжение, которое через открытый ключ 19 поступает на блок 9 управления, а с него - на управляемый выпрямитель 21. Выпрямленное напряжение выпрямителя 21 через переключатель 22 поступает на один из электроприводов 10 или 11 режущей головки 1 или 2 в зависимос- ти от того, в каком положении установлена ручка переключателя 22.
Предположим, что ручка переключателя 22 установлена в положении, когда работает режущая головка 1. Так как скорость электропривода 10 режущей головки 1 пропорциональна управляющему напряжению, поступающему на вход управляемого выпрямителя 21, то после открывания ключа 15 электропривод 10 начинает разгонять режущую головку 1 с ускорением, пропорционалным скорости движения ленты 4.
При достижении нарастающего .напряжения с задатчика 17, равного напряжению, поступающему- с преобразователя 16 импульсов, выходные сигналы элемента 18 сравнения меняются на обратные, и аналоговый ключ 20 отпирается s вследствие чего на блок 9 управления управляющее напряжение по тупает не с задатчика 17, ас преобрзователя 16 импульсов. Электропривод 10 начинает, перемещать режущую голоку 1 с постоянной скоростью.
При достижении режущей головкой 1 противоположного конца направляющей 3 срабатывает переключатель 7 направления хода- и выдает сигнал через переключатель 22 на блок 9 управления. В результате чего меняется полярность управляющего напряжения на обратную, происходит торможение электропривода 10 и его реверс. Режущая головка возвращается в исходное положение. Остановка режущей головки 1 осуществляется по команде от выключателя 5 исходного положения через переключатель 22 на блок 9 управления.
При затуплении режущей головки 1 и необходимости ее замены нужно произвести переход работы на другую режущую головку 2. Для этого переключателем 22 переключают выпрямленное напряжение управляемого выпрямителя 21 на другой электропривод 11, а также выходные цепи на выключатель 6 - исходного положения и переключатель 8 направления хода. При этом блок 23 коррекции должен увеличить момент по
0
ю
5
736
Q так к
дачи сигнала на отрезание листа электроприводу 11, чтобы размер листа оставался постоянным. Для этого блок 23 коррекции при считывании первого отрезаемого листа не пропускает в программный блок 14 такое количество импульсов, которое соответствует расстоянию между режущими головками 1 и 2. Это осуществляется следующим образом.
При переключении переключателя 22 на вход триггера 24 поступает логическая 1, а инверсный вход - ло- 5 гический О. В результате этого ключ 27 открывается, пропуская импульсы с датчика 12 перемещения, а ключ 28 запирается. Одновременно единичный сигнал с переключателя 22, проходя через элемент ИЛИ 30, устанавливает триггер 25 в единичное состояние и на выходе его появляется логическая 1, открывая ключ 29.
Таким образом, импульсы счета, идущие с датчика 12 перемещения, проходя ключи 27 и 29 и элемент ИЛИ 31, поступают в программный двоично-десятичный счетчик 33. При этом генератор 34 импульсор не генерирует, к триггер 26 находится в нулевом состоянии и на его выходе присутствует логический О.
так к
После считывания числа импульсов, соответствующих размеру коррекции, на выходе программного двоично-десятичного счетчика 33 появляется логический О, который переключает триггер 24 в нулевое состояние. В результате этого ключ 27 запирается, а ключ 28 отпирается, пропуская импульсы с датчика 12 перемещения Б программный блок 14.
Таким образом, при переходе работы с ражущей головки 1 на режущую головку 2 количество импульсов с датчика 12 перемещения, соответствующее размеру коррекции первого отрезаемого листа после переключения, не считывается счетчиком 33 до тех пор, покг лист стекла не пройдет расстояние, равное расстоянию, на которое отстоит режущая головка 2 от режущей головки 1. Затем начинается отсчет заданной длины последующего листа. В результате этого отрезаемый первый лист после переключения имеет ту же длину. На последующие отрезаемые листы коррекции размера не производится„
При переходе работы с режущей головки 2 на режущую головку 1 на вход триггер /i 26 подается кратковременный единичный импульс, вследствие чего он переходит в единичное состояние, давая разрешение генератору 34 вырабатывать импульсы. Одновременно этот же единичный импульс через элемент ИЛИ 30 устанавливает триггер 25 в единичное состояние, и на выходе его проявляется единичный сигнал, который открывает ключ 29, а ключ 27 остается закрытым, так как триггер 24 остается в нулевом состоянии.
Генератор 34 синхронизируется им-. пульсами датчика 12 перемещения таким образом, что генератор генерирует импульсы только в момент прохождения паузы, в момент прохождения импульса с датчика 12 генерация прекращается.
Частота импульсов генератора 34 на несколько порядков выше частоты импульсов датчика 12 перемещения. Генерируемые генератором 34 импульсы через элемент ИЛИ 31 и ключ 29 поступают в счетчик 33.
По окончании считывания программным двоично-десятичным счетчиком 33 заданного количества импульсов вырабатывается импульс сброса, который устанавливает триггеры 26, 25 в исходное нулевое-состояние. В результате Этого выходной нулевой сигнал триггера 26 запрещает генерацию генерато- ра 34,-а нулевой выходной сигнал триг гера 25 запирает ключ 29. Вследствие этого в программный блок 14 поступают дополнительные импульсы, размещенные в одной из пауз основных импульсов, идущих с датчика 12 перемещения. Количество этих импульсов соответствует .расстоянию между режущими головками 1 и 2, На последующие отмеряемые листы коррекция не осуществляется.
Генератор 34 импульсов вырабатывает импульсы, длительность которых определяется уравнением
Ч К-С,
где Ч - длительность импульса, м.с; С - емкость конденсатора,.мкФ;
к 1 Ј119. -коэффициент, мкФ
Таким образом, использование предлагаемого устройства позволит производить разрезание ленты стекла на листы без отклонения от заданных .
Q
5
д
0
5
размеров при переходе. с одной режущей головки на другую, что уменьшает потери стекла.
Формула изобретения
1. Устройство для управления поперечной резкой ленты стекла, содержзГ- щее основную режущую головку с выключателем исходного.положения, с переключателем направления хода и с электроприводом, блок управления, датчик перемещения ленты стекла программный блок, блок формирования импульсов, преобразователь импульсов, управляемый выпрямитель, три ключа, задатчик и элемент сравнения, причем датчик перемещения ленты стекла подключен к входу блока формирования импульсов, выход которого соединен с входом преобразователя импульсов и с одним входом первого ключа, другой вход которого соединен с выходом программного блока, выход первого ключа через задатчик соединен с одними входами элемента сравнения и второго ключа, другой вход которого соединен с одним выходом элемента сравнения, другой выход которого соединен с одним входом третьего ключа, выходы второго и третьего ключей соединены содним входом блока управления, выход которого подключен к входу управляемого выпрямителя, а выход преобразователя импульсов соединен с другими входами элемента сравнения и третьего ключа, отличающееся тем, что, с .целью сокращения потерь стекла при замене режущего инструмента, в него введены дополнительная режущая головка с выключателем исходного положения, с переключателем направления хода и с электроприводом, переключатель работы режущих головок и блок коррекции размера лис г тов, причем выход управляемого выпрямителя соединен с одним входом переключателя работы режущих головок, другие входы которого соединены соответственно -с выключателями исходного положения и переключателями направления хода основной и дополнительной режущих головок, электроприводы режущих головок, первые и вторые входы блоков управ- ,ления и коррекции размеров листов соединены с соответствующими выходами переключателя работы режущих головок,.
датчик перемещения ленты стекла подключен к третьему входу блока коррекции размера листов, выход которого соединен с входом программного блока.
2. Устройство по п.1, отличающееся тем, что блок коррекции размеров листов содержит три элемента ИЛИ, три ключа, три триггера, генератор импульсов й счетчик,причем один вход . первого элемента ИЛИ, один вход первого триггера объединены и являются одним входом блока коррекции размера листов, другой вход первого элемента ИЛИ и один вход второго триггера объединены и являются другим входом блока коррекции размера листов, одни входы второ- го элемента ИЛИ, первого ключа и генератора импульсов объединены и являются третьим входом блока коррекции размера листов, выход генератора импулъ
сов соединен с одним входом третьего элемента ИЛИ и другим входом второго элемента ИЛИ, выход которого соединен с одним входом второго ключа, другой вход которого соединен с одним выходом второго триггера, другой выход которого соединен с другим входом первого ключа, выход которого соединен с другим входом третьего элемента ИЛИ, выход которого соединен с одним входом третьего ключа, выход йо- торого соединен с входом счетчика, выход первогб элемента ИЛИ соединен с одним входом третьего триггера, выход которого соединен с другим входом третьего ключа, выход счетчика соединен с другими входами триггеров, выход второго ключа является выходом блока коррекции размера листов, а выход первого триггера соединен .с вторым входом генератора импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для надрезки ленты стекла | 1977 |
|
SU743956A1 |
| Устройство для резки ленты стекла | 1980 |
|
SU895938A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Электропривод стенда для испытания механических передач | 1985 |
|
SU1429267A1 |
| Электропривод с частотно-токовым управлением | 1991 |
|
SU1836804A3 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
Изобретение относится к стекольной промышленности, может быть использовано на,заводах строительного и технического стекла для производства листового стекла и позволяет П. сократить потери стекла при замене режущего инструмента. Устройство содержит основную 1 и дополнительную 2 головки, установленные с возможностью перемещения с каждой стороны направляющей 3, расположенной над лентой 4 стекла, выключатели 5-8, блок 9 управления, электроприводы 10 и 11 режущих головок, датчик 12 перемещения ленты стекла, блок 13 формирования импульсов, программный блок 14, ключи 15, 19 и 20, преобразователь 16 импульсов, задатчик 17, элемент 18 сравнения, управляемый выпрямитель 21, переключатель 22 работы режущих головок и блок 23 коррекции размера листов. 1 з.п. ф-ды, 6 ил. о 9 (Л / ОЭ 00 4 Си О)
Сдатика 12
СбютП
Сдагттика п
С триггера №
85JOK У
В элемент ,Х
С блока
23
Задание ГТП ЛиЛгМ
ние
Е
«№Ы
w
щ
taia-rz 3ata/ «Ј
Л
7/7/Г /5
#«г.4
фуг.5
и
U
J
Ch
CMi
о
(о
Сч
Ј
«Г
S
exi 00
QC5
toA II
И
П
со
I
8
ЕЗ
Mipfui ш.тад1
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
