Изобретение относится к промышленности строительных материалов, в частности к стекольной промышленности, и может быть использовано на заводах технического стекла. Конкретно предлагаемое техническое решение относится к области вырезания плоских замкнутых заготовок из листового стекла. В частности изобретение касается области бескопирного вырезания стекла по замкнутому контуру.
Наиболее близким к изобретению техническим решением является машина для фигурной резки с числовым программным управлением, содержащая раму, устройство опоры для листового материала, узел перемещения каретки по оси Х, узел перемещения каретки по оси Y, каретку с режущим инструментом. Каретка с режущим инструментом подвижно смонтирована на двух перпендикулярных несущих элементах таким образом, что перемещение несущих элементов заставляет режущий инструмент перемещаться в заданной плоскости.
Недостатком такой установки является наличие люфта в механизме крестообразного крепления каретки на двух направляющих. Это снижает точность нанесения контура вырезаемой заготовки, в результате чего снижается производительность из-за увеличения допусков вырезанного стекла по размерам.
Целью изобретения является повышение производительности устройства и точности контура вырезаемых заготовок фигурного стекла.
Это достигается тем, что в устройстве для бескопирного вырезания фигурного стекла, содержащем раму, транспортирующий механизм с расположенным над ним узлом нанесения контурной сквозной линии реза, включающим режущую головку, размещенную подвижно на одной поперечной направляющей, приводы продольного и поперечного перемещения и опорные плоскости, поперечная направляющая с режущей головкой через приводную цепь и звездочку сочленена со шлицевым валиком, а привод продольного перемещения поперечной направляющей содержит две приводные каретки с синхронными цепными передачами.
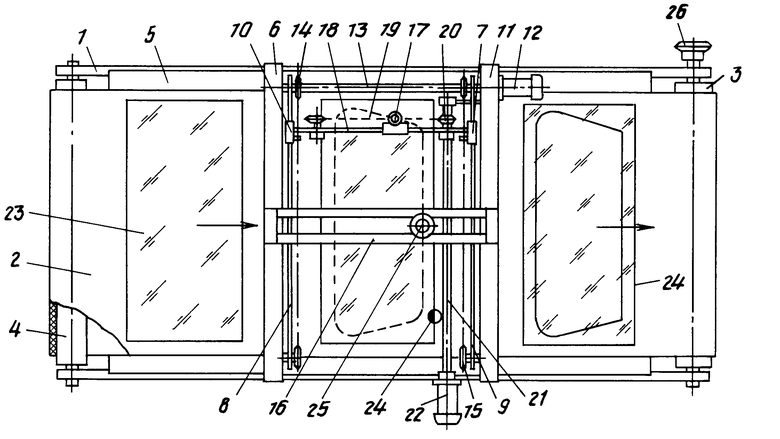
Сущность изобретения поясняется чертежом, где показано устройство для бескопирного вырезания фигурного стекла в плане.
Устройство для бескопирного вырезания фигурного стекла содержит раму 1, на которой смонтирован ленточный транспортер, состоящий из бесконечной транспортерной ленты 2, ведущего 3 и ведомого 4 барабанов.
На позиции нанесения на плоскость стекла линии реза под лентой транспортера располагается опорная плоскость 5.
Над опорной плоскостью 5 поперек ленты 2 транспортера смонтированы левая 6 и правая 7 балки с плоскими направляющими. На плоских направляющих балок 8 и 9 подвижно закреплены каретки 10 и 11, приводимые в движение приводом 12 через валик 13 и цепные передачи 14 и 15.
На балках 6 и 7 расположен мостик 16 для крепления пневматического механизма подъема и опускания штока режущей головки 17.
На каретках 10 и 11 крепится плоская направляющая 18, на которой смонтирован цепной привод 19 для продольного перемещения режущей головки 17 вдоль ленты 2 транспортера.
Ведущая звездочка 20 цепного привода 19 имеет подвижное шлицевое сочленение с валиком 21. Поперечное перемещение режущей головки 17 по ширине ленты 2 транспортера осуществляется приводом 12, продольное - вращением шлицевого валика 21 и приводом 22.
Устройство работает следующим образом. Лист стекла 23 поступает на ленту 2 транспортера. По сигналу оптического датчика 24 происходит останов ленты транспортера и ориентация листа стекла 23 по отношению к системе бескопирного нанесения контура вырезаемой заготовки.
После останова ленты 2 транспортера и ориентации листа стекла 23 при помощи пневматического механизма 25 на поверхность листа стекла 23 опускается шток режущей головки 17. Включаются приводы 12 и 22. Вращение привода (электрического двигателя) 12 через валик 21 передается на цепные передачи 14 и 15. Программное вращение приводов (электрических двигателей постоянного тока) 12 и 22 обеспечивает режущей головке 17 и механизму резки нанесение на поверхность листа стекла 23 заданного ЧПУ контура вырезаемой фигурной заготовки стекла.
По окончании нанесения замкнутой контурной линии реза режущая головка 17 останавливается в исходном положении, после чего включается подъемно-опускной механизм 25, который поднимает шток режущей головки 17 в крайнее положение.
По завершению процесса нанесения сквозной контурной линии реза включается привод 26 перемещения ленты 2 транспортера.
Одновременно на позицию нанесения линии реза поступает очередной лист стекла 23 и при помощи оптического датчика 24, ориентируясь на кромку листа стекла, останавливается привод 26 перемещения ленты 2 транспортера. При подходе нового листа стекла цикл работы устройства повторяется.
Использование изобретения обеспечивает повышение производительности в процессах, связанных с координатной резкой стекла. Упрощение привода приводит к неизбежному снижению веса подвижной системы режущей головки, что стабилизирует процесс нанесения линии реза. Это позволяет сократить цикл вырезания заготовки фигурного стекла.
Кроме того, использование данного устройства позволяет вырезать стекло с повышенным соответствием требуемому контуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2044703C1 |
| Устройство для вырезания фигурных стекол | 1984 |
|
SU1231020A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| Устройство для вырезания плоских фигурных стекол | 1978 |
|
SU776992A1 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Устройство для бескопирного нанесенияэллипСОидНыХ лиНий HA плОСКиЕзАгОТОВКи | 1977 |
|
SU821418A2 |
| Устройство для управления подачей заготовки в станок для вырезки фигурных стекол | 1986 |
|
SU1433918A1 |
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
| СПОСОБ ВЫРЕЗАНИЯ ЛИСТОВОГО СТЕКЛА И ПОЗИЦИОНИРОВАНИЯ ВЫРЕЗАННОГО ЛИСТОВОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2671239C1 |
Изобретение относится к стекольной промышленности и может быть использовано на заводах технического стекла в производстве гнутого многослойного остекления транспортных средств. Сущность изобретения заключается в том, что в узле нанесения контурной сквозной линии реза поперечные направляющие с режущей головкой кинематически связаны через приводную цепь и звездочку со шлицевым валиком, при вращении которого осуществляется перемещение направляющей с режущей головкой и по продольным направляющим. Это позволяет значительно уменьшить массу узлов, осуществляющих передвижение режущей головки в поперечном направлении, и одновременно за счет этого предотвращает появление люфтов при изменении направления режущей головки. 1 ил.
УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА, содержащее раму, транспортирующий механизм с расположенным над ним узлом нанесения контурной сквозной линии реза, включающим режущую головку, размещенную подвижно на поперечной направляющей, приводы продольного и поперечного перемещений режущего механизма и опорные плоскости, отличающееся тем, что, с целью повышения производительности устройства и точности контура вырезаемых заготовок фигурного стекла, поперечная направляющая с режущей головкой через приводную цепь и звездочку сочленена со шлицевым валиком, а привод продольного перемещения поперечной направляющей содержит две приводные каретки с синхронными цепными передачами.
| Патент США N 4171657, кл | |||
| Пуговица | 0 |
|
SU83A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
