Изобретение относится к станкоинструментальной промышленности, именно к изготовлению и эксплуатации инструментов из сверхтвердых материалов.
Известны способы вскрытия алмазных инструментов, заключающиеся в механическом воздействии на сегменты отрезных кругов шлифовальными кругами [1]
Вскрытие кристаллов алмаза при помощи абразивных кругов не обеспечивает необходимой размерной точности сегментов, что обусловлено неравномерностью процесса. Кроме того, указанный способ сопровождается сколом и выкрашиванием алмаза из связки, т.е. ведет к непроизводительным потерям дефицитного алмазного сырья.
Известен также способ вскрытия рабочей поверхности алмазных инструментов, заключающийся в удалении связки с поверхностного слоя сегментов путем их травления в растворах хлорного железа и соляной кислоты [2]
Недостатком способа является быстрая потеря травильным раствором активности.
Из известных решений наиболее близким по технической сущности решением является способ, предусматривающий удаление со стальных изделий никелевого покрытия, содержащего кристаллы алмаза, и включающий анодную обработку в электролите, содержащем серную кислоту, органическую добавку и воду. При этом с целью интенсификации процесса и снижения растравливания стали в качестве органической добавки берут сахарную кислоту при следующем соотношении компонентов, мас. серная кислота 60-70; сахарная кислота 0,5-1,0; вода остальное, а обработку ведут при плотности тока 25.45 А/дм2 [3]
Обработку инструментов из сверхтвердых материалов по известному способу не обеспечивает высокой производительности процесса удаления слоя связки из-за наличия в электролите органической добавки. Кроме того, анодную обработку изделия по способу-прототипу проводят без учета временного фактора, что исключает возможность прогнозирования качества вскрытия инструментов и регулирования величины выступания зерна над связкой.
Целью изобретения является обеспечение высокой производительности процесса электрохимической обработки алмазных инструментов и возможности регулирования толщины снимаемого слоя, а также повышение качества обработки за счет предотвращения нарушения поверхностного слоя инструмента.
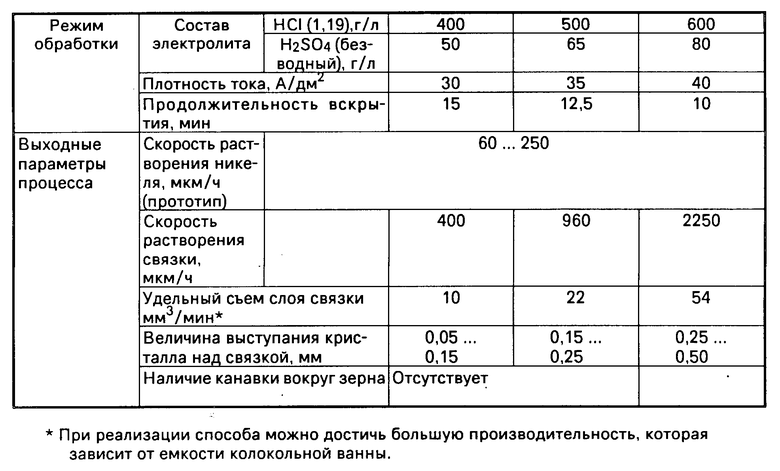
Указанная цель достигается за счет применения электрохимического метода обработки алмазных инструментов. Предлагаемый способ предусматривает анодную обработку в растворе, содержащем серную кислоту и воду. При этом обработку ведут при плотности тока 30-40 А/дм2 в течение 10-15 мин (в зависимости от требуемой величины вылета зерна над связкой инструмента) в растворе, дополнительно содержащем соляную кислоту при следующем соотношении компонентов, г/л: соляная кислота (1,19) 400-600; серная кислота (1,83) 50-80.
Уменьшение концентрации кислот в электролите (как водного раствора соляной кислоты, так и снижение добавки концентрированной серной кислоты) замедляет процесс вскрытия кристаллов алмаза. Увеличение же концентрации за пределы диапазона, предусмотренного предлагаемым способом, повышает избирательность вскрытия: вокруг алмаза появляется лунка (местное углубление), в то время как общее линейное уменьшение геометрических размеров инструмента находится в заданном диапазоне. А появление лунки вокруг алмаза не допускается, поскольку она уменьшает прочность закрепления зерна в связке.
Аналогичное действие на инструмент (при выявленных концентрациях соляной и серной кислоты) оказывает изменение величины плотности тока: ее увеличение вызывает появление углублений вокруг кристаллов, а уменьшение ведет к возрастанию времени обработки. Увеличение одного из параметров процесса (плотности тока или концентрации раствора) при одновременном уменьшении другого (за пределы защищаемых диапазонов) способствует появлению на рабочих поверхностях не только канавок вокруг зерен, но и травильных каверн, которые не допускаются по техническим требованиям к качеству инструмента.
Подвод тока к инструментам (сегментом отрезных кругов), помещаемым в ванну с электролитом и являющимся анодом, осуществляется через контакты из кислотостойких материалов. В качестве катода может быть использован медный лист, лист из нержавеющей стали или другого металла, преобладающего в связке инструмента.
Предлагаемый способ рекомендуется использовать для вскрытия кристаллов алмазных инструментов, изготовленных на связках, содержащих карбиды металлов, а также изготовленных на основе медных, оловянных, кобальтовых, никелевых и железных компонентов.
Зависимость количественных параметров производительности и качества вскрытия от режимов обработки при реализации предлагаемого способа представлена в таблице.
По предложенному способу была обработана в колокольной ванне ВАКР-320-18У4 партия сегментов в количестве 200 шт. (в качестве катода использовали медный лист). Обрабатывали сегменты размером 40 х 7 х 5,5 мм, изготовленные на связке М6-02 (основа карбид вольфрама). Сегменты с 50%-ной концентрацией зерен были оснащены природными алмазами зернистостью 630/500. Обработку проводили в водном растворе соляной кислоты (500 г на 1 л HCl (1,19) с добавкой концентрированной серной кислоты в количестве 65 г на 1 л раствора при плотности тока 35 А/дм2 в течение 12 мин.
Микроскопический контроль обработанных сегментов показал, что на их поверхностях отсутствуют травильные каверны и местное углубление вокруг кристаллов алмаза. При этом выступание зерен над связкой 0,12-0,20 мм, а удельный съем слоя связки - 20 мм3/мин.
20 мм3/мин.
Кроме указанных сегментов, по предлагаемому способу были также обработаны и другие партии сегментов, изготовленных с использованием номенклатуры связок: М2-01, МЖ, М6-03 и М6-10 (во всех случаях обеспечивалось качественное вскрытие кристаллов алмаза на заданную глубину).
Предлагаемый способ обеспечивает хорошее качество вскрытия кристаллов как природного, так и синтетического алмаза, используемого для изготовления инструментов на различных связках. Процесс не влияет на прочность алмазоудержания, проходит без нарушения поверхностного слоя инструмента и физико-механических свойств алмаза.
Изобретение относится к электрохимической обработке материалов и может быть использовано в станкоинструментальной промышленности при изготовлении и эксплуатации инструментов из сверхтвердых материалов. Способ электрохимической обработки изделий, преимущественно удаления слоев связки на основе карбидов металлов, а также медных, оловянных, кобальтовых, никелевых и железных компонентов с инструментов из сверхтвердых материалов включает анодную обработку при плотности тока 30-40 A/дм2 в течение 10 - 15 мин в растворе, содержащем, г/л: соляная кислота (1,19) 400 - 600; серная кислота (1,83) 50 - 80. 1 табл.
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, преимущественно удаления слоев связки на основе карбидов металлов, а также медных, оловянных, кобальтовых, никелевых и железных компонентов с инструментов из сверхтвердых материалов, включающий анодную обработку в растворе, содержащем серную кислоту и воду, отличающийся тем, что обработку ведут при плотности тока 30 40 А/дм2 в течение 10 15 мин в растворе, дополнительно содержащем соляную кислоту при следующем соотношении компонентов, г/л:
Соляная кислота (1,19) 400 600
Серная кислота (1,83) 50 80
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ удаления никелевого покрытия | 1988 |
|
SU1661252A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
