Изобретение относится к кузнечно-прессовому машиностроению и в частности к автоматизированным линиям для горячей объемной штамповки удлиненных поковок, например коленчатых валов и балок передней оси автомобиля.
Известна автоматизированная линия горячей штамповки крупных поковок, например, по авторскому свидетельству СССР №1053948 от 15 ноября 1983 г., кл. B 21 J 13/08, B 23 Q 41/02, содержащая установленные по ходу технологического процесса индукционный нагреватель со средствами загрузки и выгрузки заготовок, ковочные вальцы с манипулятором, манипулятор, установленный между ковочными вальцами и штамповочным прессом, штамповочный, обрезной, калибровочный прессы с манипуляторами, транспортеры для перемещения поковок между прессами.
Основной недостаток известной автоматизированной линии горячей штамповки по авторскому свидетельству СССР №1053948 от 15 ноября 1983 г. заключается в том, что при перемещении манипулятора ковочных вальцов с зажатой за один конец нагретой заготовкой длиной до двух метров и весом порядка 200-250 кг вследствие инерционных нагрузок заготовка провисает и теряет заданную ориентацию в пространстве. Это затрудняет захват заготовки роботом и, как следствие, не обеспечивает безаварийную работу линии при наличии длинных до 2000 мм заготовок, а главное, ограничивает технологические возможности линии.
Известна автоматизированная линия горячей штамповки крупных поковок с вытянутой осью по авторскому свидетельству СССР №1822353 от 15 июня 1993 г., кл. B 21 D 43/00, B 21 J 13/08, принятая за прототип и содержащая установленные по ходу технологического процесса индукционный нагреватель с загрузчиком и стеллажом, ковочные вальцы с манипулятором, передаточную станцию, штамповочный пресс с манипулятором, транспортером и сортировочной стрелкой, обрезной пресс с манипулятором, транспортером и накопителем, калибровочный пресс с манипуляторами, транспортером и сортировочной стрелкой, причем передаточное устройство снабжено площадкой, устраняющей провисание заготовки.
В прототипе передаточная станция 8 (хотя и названа передаточной) только принимает заготовку от манипулятора 5, но не укладывает ее на транспортер 7 (эту операцию выполняет робот 6), а транспортер 7 размещен за пределами формовочных ручьев вальцев, но не под ними.
Поэтому прототип устраняет только провисание заготовки, но не сокращает цикл работы линии и не уменьшает занимаемую площадь.
Изобретение направлено на достижение технического результата, который заключается в уменьшении занимаемых линией дорогостоящих площадей цеха и повышении производительности линии за счет снижения длительности цикла.
Указанный технический результат достигается за счет того, что в автоматизированной линии горячей штамповки крупных поковок с вытянутой осью, содержащей установленные по ходу технологического процесса индукционный нагреватель со средствами загрузки и выгрузки заготовок, ковочные вальцы с манипулятором, горячештамповочный пресс с обслуживающими его манипуляторами, транспортер, расположенный между ковочными вальцами и горячештамповочным прессом и оснащенный тележкой с опорами для укладки отвальцованных заготовок, приемно-передаточное устройство, а также обрезной и калибровочный прессы с обслуживающими их транспортерами и манипуляторами, траснпортер, установленный между ковочными вальцами и горячештамповочным прессом, расположен одним концом под ковочными вальцами соосно одному из ручьев ковочных вальцов, а другим концом - в штамповом пространстве пресса, а приемно-передаточное устройство выполнено в виде каретки с опорами для укладки отвальцованных заготовок и роликовыми направляющими, сочлененной с рычажным механизмом привода, включающим силовые цилиндры, систему качающихся рычагов и плиту с желобами-дорожками, в которых размещены упомянутые роликовые направляющие каретки, установленной с возможностью возвратно-поступательного перемещения, при этом упомянутые опоры каретки для укладки отвальцованных заготовок выполнены с возможностью плоскопараллельного перемещения в вертикальной плоскости относительно опор тележки транспортера и перегрузки заготовок на упомянутые опоры тележки.
Кроме того, линия снабжена механизмом отбраковки нагретых заготовок, выполненным в виде поворотного лотка, сопряженного со стеллажем и связанного с системой управления.
Автоматизированная линия горячей штамповки поясняется чертежами, где:
Фиг.1 - Общий вид линии;
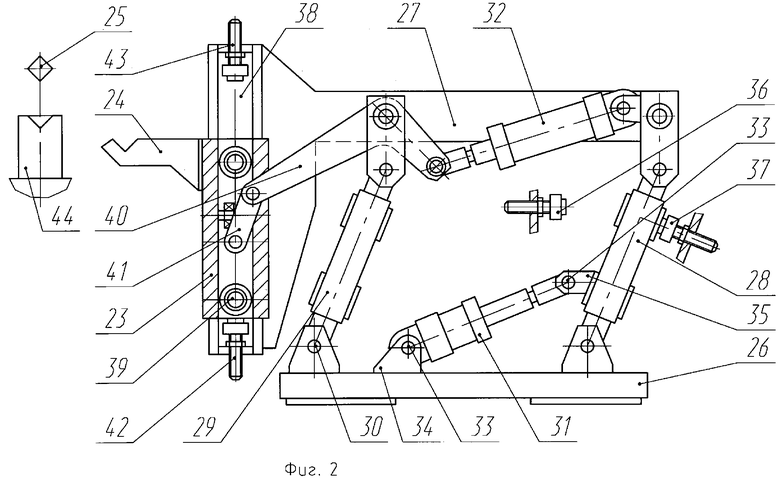
Фиг.2 - Приемно-передаточное устройство;
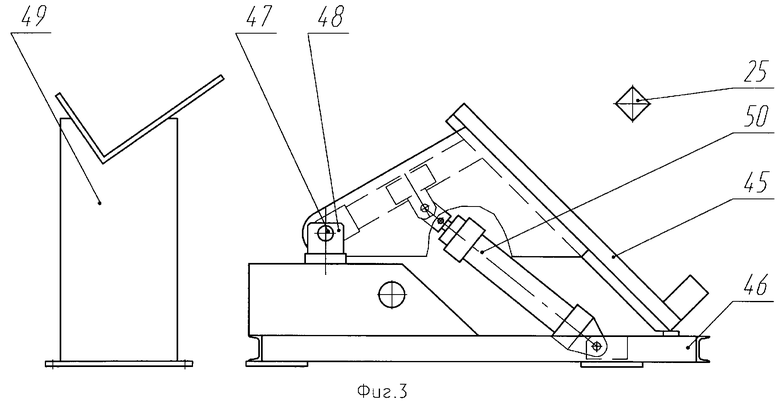
Фиг.3 - Механизм для отбраковки заготовок.
Автоматизированная линия содержит установленные по ходу технологического процесса индукционнный нагреватель 1 (фиг.1) с загрузчиком 2 и стеллажом 3, ковочные вальцы 4 с манипулятором 5, транспортер 6 с тележкой, приемно-передаточным устройством 7 и механизмом отбраковки заготовок 8, горячештамповочный пресс 9 с манипуляторами 10 и 11 и транспортером 12, обрезной пресс 13 с сортировочной стрелкой 14, манипулятором 15, транспортером 16 и накопителем 17, калибровочный пресс 18 с манипуляторами 19, 20, транспортером 21 и сортировочной стрелкой 22.
Приемно-передаточное устройство содержит каретку 23 (фиг.2), несущую опоры 24 для укладки отвальцованных заготовок 25, и рычажный механизм привода, состоящий из плит 26, 27 с проушинами, качающихся рычагов 28, 29, связывающих плиты 26 и 27 между собой с помощью осей 30. Привод снабжен силовыми цилиндрами 31, 32. Нижняя плита 26 неподвижна, а верхняя плита 27 совершает качательные движения слева направо и наоборот, от силового цилиндра 31, связанного с помощью оси 33 и проушины 34 с неподвижной плитой 26 и качающимся рычагом 28 посредством оси 33 и проушины 35. Перемещение плиты ограничивается регулируемыми упорами 36 и 37.
Верхняя плита 27 снабжена направляющими желобами-дорожками 38, внутри которых размещены ролики 39 каретки 23. Вертикальное возвратно-поступательное перемещение каретки 23 осуществляется от силового цилиндра 32 через двуплечий рычаг 40 и серьгу 41. Крайние положения каретки 23 устанавливаются регулируемыми упорами 42 и 43. Горизонтальное перемещение каретки осуществляется от силового цилиндра 31 вместе с плитой 27. Приемно-передаточное устройство работает в автоматическом режиме.
В исходном положении каретка 23 находится у верхнего упора 43.
Транспортер 6 (фиг.1) размещен одним концом под ковочными вальцами 4 соосно одному из ручьев и снабжен тележкой с опорами 44 (фиг.2) для укладки отвальцованных заготовок 25. При этом опоры 24 и 44 расположены в разных вертикальных плоскостях с возможностью перемещения одних относительно других.
Механизм отбраковки заготовок содержит приемный лоток 45 (фиг.3), сочлененный с основанием 46 с помощью осей 47 и проушин 48, стеллаж 49 и силовой цилиндр 50, связанный с основанием 46 и приемным лотком 45. В исходном положении приемный лоток 45 опущен вниз и опирается на основание 46. Механизм отбраковки заготовок работает в автоматическом режиме.
Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью работает следующим образом.
Нагретая заготовка из индукционного нагревателя 1 (фиг.1) захватывается загрузчиком 2 и укладывается на стеллаж 3, который подает ее вперед к манипулятору 5 ковочных вальцов 4. Манипулятор клещами захватывает за один конец заготовку, после чего стеллаж 3 возвращается в исходное положение.
По команде от манипулятора 5 ковочные вальцы 4 совершают вальцовку заготовки на первой позиции, перемещают ее вперед вместе с рукой манипулятора 5 и останавливаются. Манипулятор 5 сначала перемещает заготовку на вторую позицию, а затем возвращает ее назад к ковочным вальцам 4, которые вальцуют заготовку уже на второй позиции, снова перемещают ее из своей рабочей зоны вперед вместе с рукой манипулятора 5 и останавливаются.
Далее совместная работа манипулятора 5 с ковочными вальцами 4 может продолжаться на последующих позициях в зависимости от требований технологического процесса.
После окончания вальцовки манипулятор 5 выводит вальцованную заготовку из рабочей зоны вальцов 4, перемещает ее на последнюю позицию и удерживает ее там. По сигналу системы управления (на фиг. не показана) подается давление (жидкость, воздух) в штоковую полость силового цилиндра 31 (фиг.2). При этом рычаги 28, 29, поворачиваясь на осях 30, перемещают верхнюю плиту 27 вместе с кареткой 23 влево до упора 36. Упор 36 регулируется до совмещения оси опоры 24 с осью манипулятора 5 вальцов. Манипулятор вальцов, находящийся на конечной позиции вальцов, укладывает заготовку 25 на опоры 24 каретки 23 и возвращается на первую позицию.
Подается давление в штоковую полость силового цилиндра 32. Двуплечий рычаг 40 поворачивается против часовой стрелки, перемещая каретку 23 вместе с уложенной на опорах 24 заготовкой 25 вниз до упора 42. При опускании каретки 23 уложенная на ней заготовка 25 зависает на опорах 44 тележки транспортера, а каретка 23 опускается дальше вниз до упора 42 уже без заготовки 25. Далее подается давление в поршневую полость силового цилиндра 31, и плита 27 вместе с кареткой 23 возвращается в исходное положение (крайнее правое) до упора 37, освобождая тележку транспортера (на фиг. не показана). Одновременно выдается сигнал на движение тележки транспортера к горячештамповочному прессу и подается давление (жидкость, воздух) в поршневую полость силового цилиндра 32. При этом двуплечий рычаг 40, поворачиваясь по часовой стрелке на оси, перемещает вверх каретку 23 до верхнего упора 43.
При сбое в работе последующего комплекса (в заявке горячештамповочный пресс), система управления (на фиг. не показана) после истечения установленной выдержки времени автоматически возвращает заготовку 25 на первую позицию вальцовки в ковочных вальцах 4 и подает давление в поршневую полость силового цилиндра 50. При этом лоток 45 подводится к заготовке 25 на первую позицию вальцев и останавливается в запрограммированном положении. Манипулятор вальцов (на фиг.3 не показан) опускает заготовку 25 в лоток 45 и перемещается на конечную позицию вальцев. Далее лоток 45 с уложенной заготовкой 25 поднимается в верхнее положение, из которого заготовка 25 под действием силы тяжести перемещается на стеллаж 49, а приемный лоток 45 возвращается в исходное положение. Автоматическая работа линии продолжается.
Тележка транспортера 6 (фиг.1), доставив уложенную на ней заготовку к горячештамповочному прессу 9, дает разрешающий сигнал на работу манипулятора 10. Рука манипулятора 10 наклоняется над транспортером 6, захватывает заготовку и возвращается в горизонтальное положение. Выдается сигнал на возврат тележки транспортера 6 к ковочным вальцам 4.
Манипулятор 10 выстаивает с заготовкой некоторое время в ожидании сигнала, разрешающего загрузку заготовки в горячештамповочный пресс 9.
Когда разрешающий сигнал поступает к манипулятору 10, его рука выдвигается вперед и через боковое окно в стойке горячештамповочного пресса 9 загружает заготовку в предварительный ручей штампа, а затем возвращается в исходное положение. Ползун горячештамповочного пресса 9 осуществляет штамповку в предварительном ручье и останавливается в верхнем положении. Включается нижний выталкиватель (на фиг. не показан) и поднимает заготовку над зеркалом штампа, рука манипулятора 11 выдвигается к предварительному ручью и захватывает поковку.
Толкатели нижнего выталкивателя убираются вниз, после чего рука манипулятора 11 перемещается к окончательному ручью штампа (на фиг. не показан), укладывает заготовку в ручей, а затем возвращается в исходное положение.
Ползун горячештамповочного пресса 9 осуществляет штамповку в окончательном ручье и останавливается в верхнем положении. Нижний выталкиватель поднимает поковку над зеркалом штампа.
Рука манипулятора 11 выдвигается к окончательному ручью и захватывает поковку. Толкатели нижнего выталкивателя убираются вниз, подают одновременно команду на движение руки манипулятора 11 с поковкой к транспортеру 12 и выдают разрешающий сигнал манипулятору 10 на загрузку очередной заготовки в предварительный ручей. Далее манипуляторы 10 и 11 работают в совмещенном цикле, то есть одновременно, совершая попутные перемещения поковок. При этом манипулятор 10 работает в последовательности, описанной выше, а рука манипулятора 11 перемещает поковку к транспортеру 12, наклоняется над ним, укладывает поковку на тележку, возвращается в горизонтальное положение и выдает команду на перемещение транспортера 12 к обрезному прессу 13, а рука манипулятора 11 возвращается в исходное положение. Одновременно с этим рука манипулятора 10 укладывает очередную заготовку в предварительный ручей и возвращается в исходное положение к транспортеру 6. Только после этого выдается команда горячештамповочному прессу 9 на выполнение предварительной штамповки.
От горячештамповочного пресса поковка с облоем доставляется тележкой транспортера 12 к обрезному прессу 13. Манипулятор 15 захватывает поковку с транспортера 12 и выдает команду на возврат его тележки к горячештамповочному прессу 9.
Затем манипулятор 15 укладывает поковку в обрезной пресс 13 и возвращается в исходное положение. Ползун обрезного пресса 13 совершает ход и, проталкивая поковку через матрицу обрезного штампа (на фиг. не показан), обрезает облой, который затем удаляется из зоны штампа одним из известных способов.
Обрезанная поковка проваливается вниз, сама укладывается на тележку транспортера 16 и доставляется к калибровочному прессу 18.
Манипулятор 19 захватывает поковку с транспортера 16 и выдает команду на возврат его тележки к обрезному прессу 13. Затем манипулятор 19 укладывает поковку на первую позицию калибровочного штампа и возвращается в исходное положение.
Ползун калибровочного пресса 18 совершает первый ход, калибруя поковку на первой позиции штампа, и возвращается в верхнее положение. Включается нижний выталкиватель (на фиг. не показан) и поднимает поковку над зеркалом штампа.
Манипулятор 19 перемещается к поднятой поковке, захватывает ее и после перемещения толкателей выталкивателя в нижнее положение, кантует ее на 90°, укладывает на вторую позицию калибровочного штампа и возвращается в исходное положение.
Ползун калибровочного пресса 18 совершает второй ход, калибрует поковку на второй позиции штампа и снова возвращается в верхнее положение. Рука манипулятора 20 входит в штамповое пространство калибровочного пресса 18, захватывает откалиброванную поковку из второй позиции штампа и переносит ее на тележку транспортера 21, который доставляет поковку на участок охлаждения и термообработки (на фиг. не показан), а рука манипулятора 20 тем временем возвращается в исходное положение.
В случае отсутствия сигналов, разрешающих загрузку поковок в штампы прессов 13 и 18, манипулятор 15 сбрасывает необрезанную поковку на сортировочную стрелку 14, а манипулятор 19 сбрасывает некалиброванную поковку на сортировочную стрелку 22.
Техническое преимущество предлагаемой автоматизированной линии горячей штамповки заключается в уменьшении занимаемых площадей, так как заготовка поступает с ковочных вальцов непосредственно на приемно-передаточное устройство транспортера, в сокращении производственного цикла штамповки, так как исключено передаточное устройство в начале линии, и, следовательно, повышении производительности линии.
Заявляемая линия предлагается в производство на Воронежском заводе ЗАО «Тяжмехпресс».
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия для изготовления изделий с резким переходом по диаметру в поперечном сечении | 1972 |
|
SU519262A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
Изобретение относится к кузнечно-прессовому оборудованию для изготовления крупных поковок с вытянутой осью методом горячей штамповки. Автоматизированная линия содержит установленные по ходу технологического процесса индукционный нагреватель, ковочные вальцы с манипулятором, горячештамповочный пресс, транспортер с тележкой, имеющей опоры для укладки отвальцованных заготовок, приемно-передаточное устройство, а также обрезной и калибровочный прессы. Траснпортер установлен между ковочными вальцами и горячештамповочным прессом и расположен одним концом под ковочными вальцами, а другим - в штамповом пространстве пресса. Приемно-передаточное устройство выполнено в виде каретки с опорами для укладки отвальцованных заготовок и роликовыми направляющими. Каретка сочленена с рычажным механизмом привода. Последний включает силовые цилиндры, систему качающихся рычагов и плиту с желобами-дорожками, в которых размещены роликовые направляющие каретки. Опоры каретки имеют возможность плоскопараллельного перемещения в вертикальной плоскости относительно опор тележки транспортера и перегрузки заготовок на упомянутые опоры. В результате обеспечивается уменьшение занимаемых линией площадей цеха и повышение производительности линии за счет снижения длительности цикла. 1 з.п. ф-лы, 3 ил.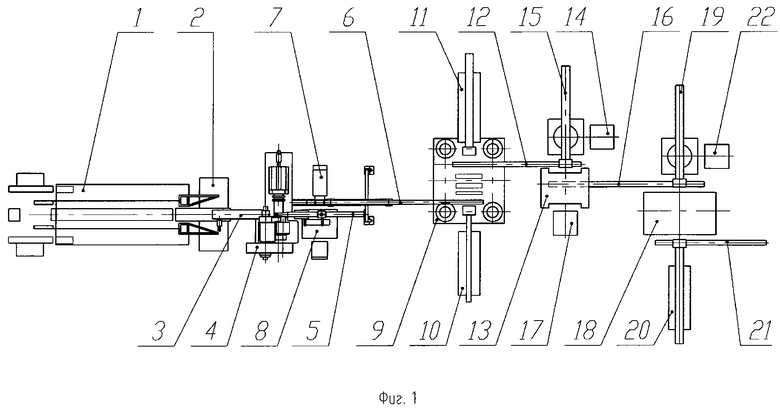
| Автоматизированная линия горячей штамповки крупных поковок с вытянутой осью | 1991 |
|
SU1822353A3 |
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
| Автоматизированный комплекс для горячей штамповки | 1981 |
|
SU996035A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПИТАТЕЛЬНОЙ СМЕСИ ДЛЯ ВНУТРИКИШЕЧНОГО ЗОНДОВОГО ПИТАНИЯ | 2001 |
|
RU2202235C1 |
| Вертикальная цилиндрическая трубчатая печь | 1987 |
|
SU1532787A2 |

