1
Изобретение относится к области производства плетеной металлической сетки, например, с ромбическими или квадратными ячейками.
Известны автоматы для изготовления плетеной металлической сетки, содержащие установленные на станине с приводом от распределительного кулачкового вала механизм формирования спирали, выполненный в виде снабженного тормозом шпинделя, вращающего навивочный нож через приводную конусную фрикционную муфту, механизм отсчета витков спирали, механизм отрезки спирали, механизм загибки концов спирали и механизм шагового перемещения сетки.
С целью повышения производительности и увеличения надежности в описываемом автомате привод фрикционной муфты и привод тормоза выполнены каждый в виде системы рычагов, кинематически связанной с кулачком распределительного вала и снабженной фиксатором в виде подпружиченной защелки, взаимодействующей с механизмом отсчета -витков.
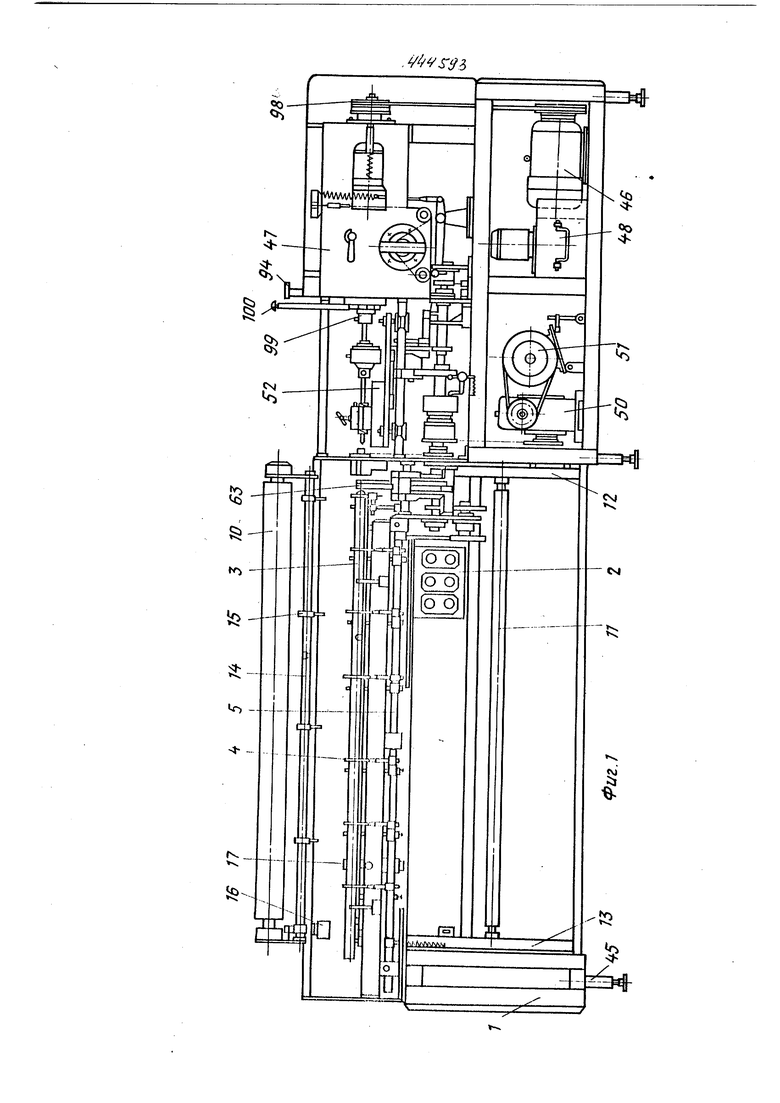
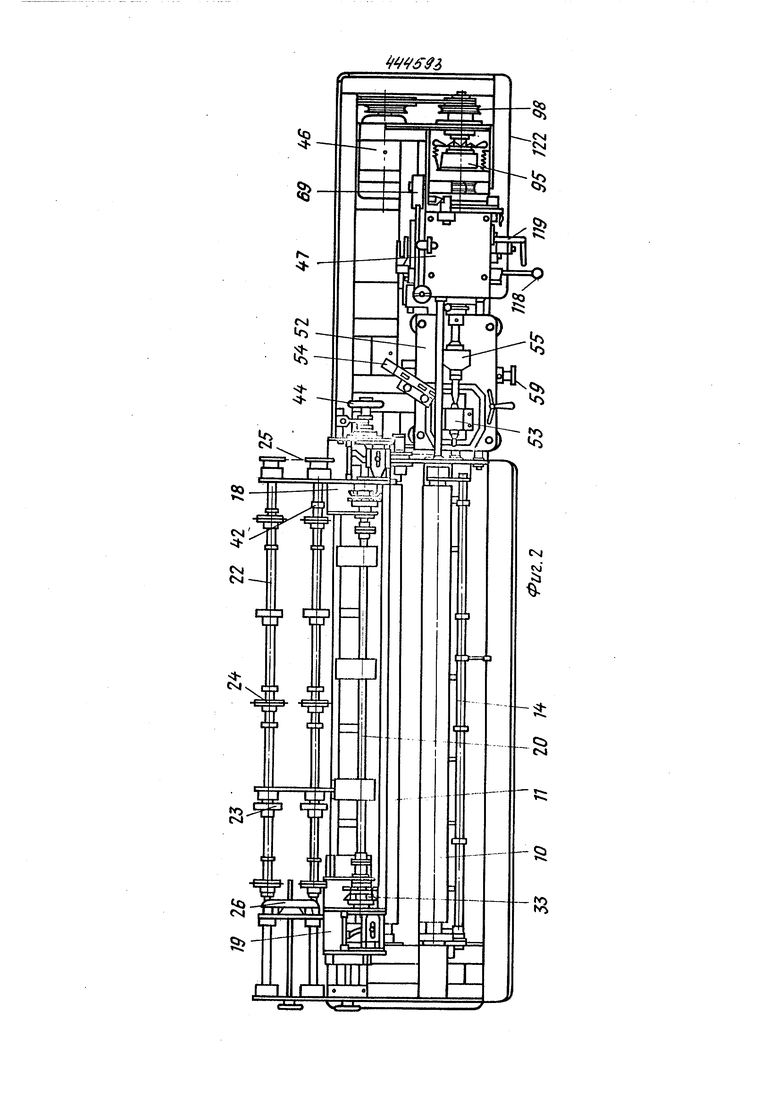
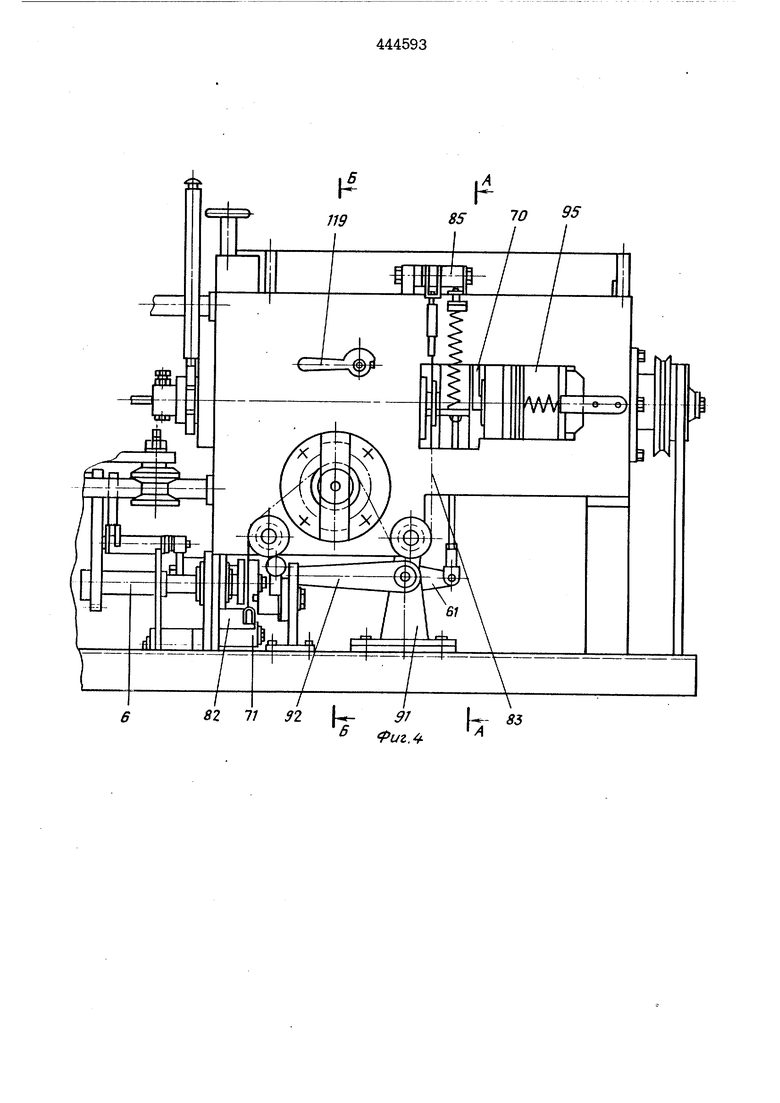
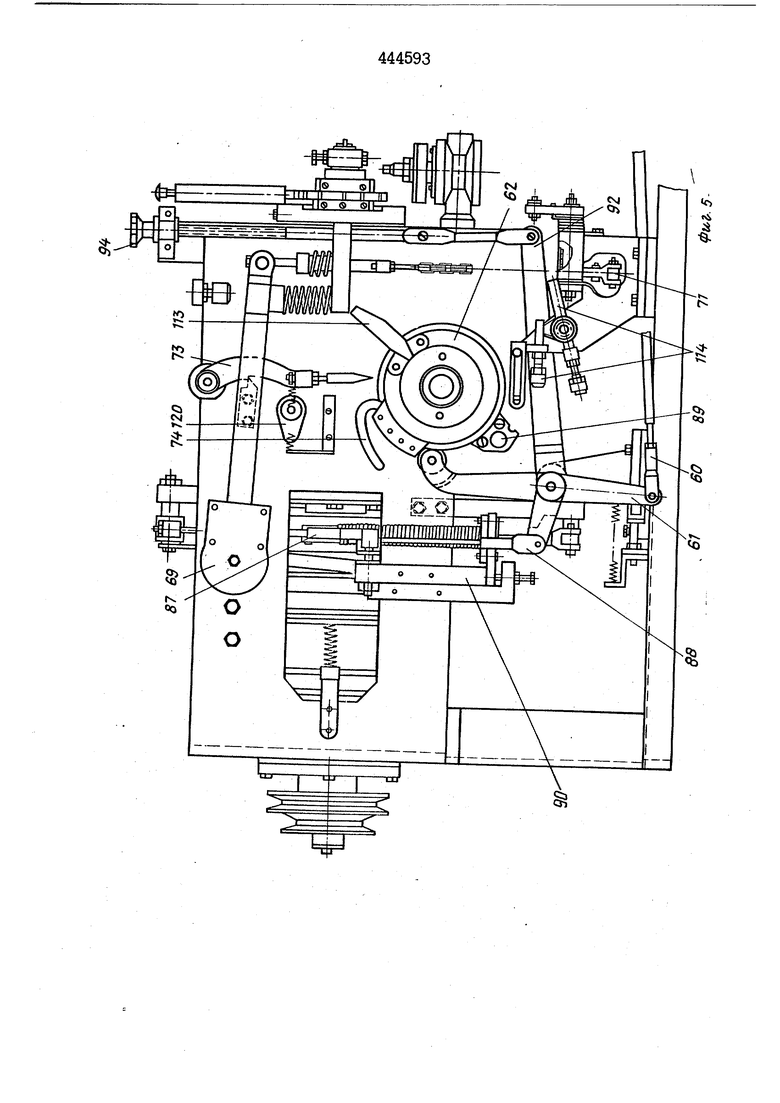
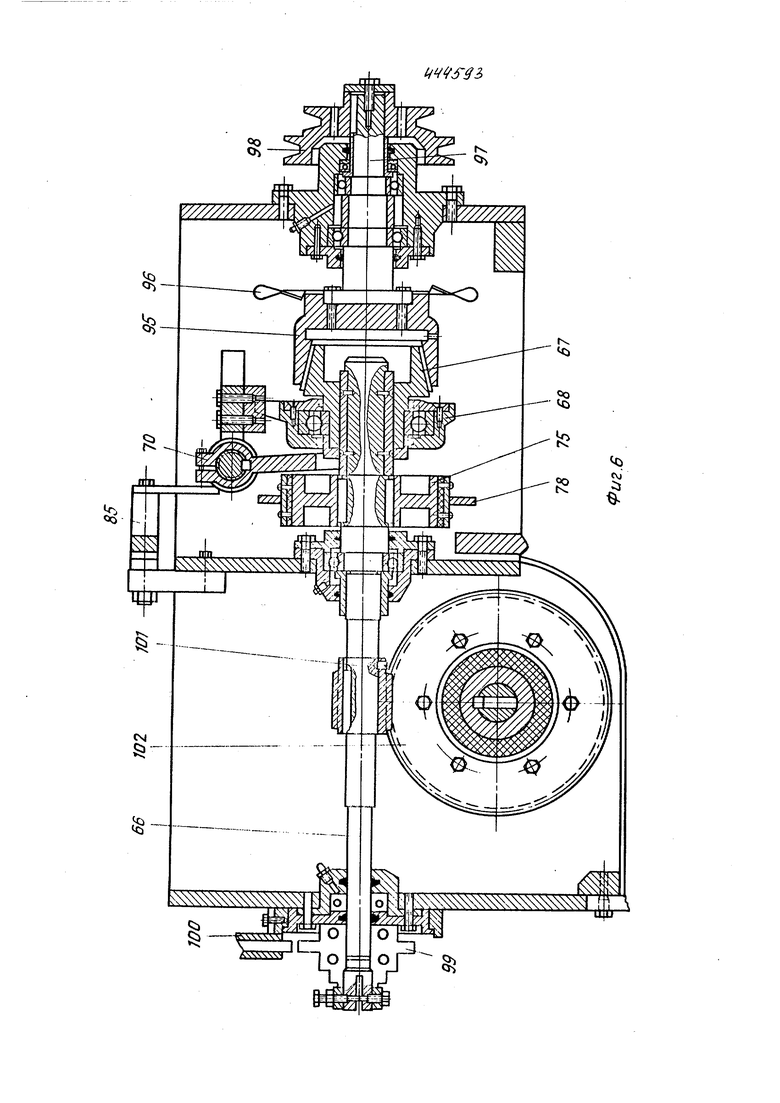
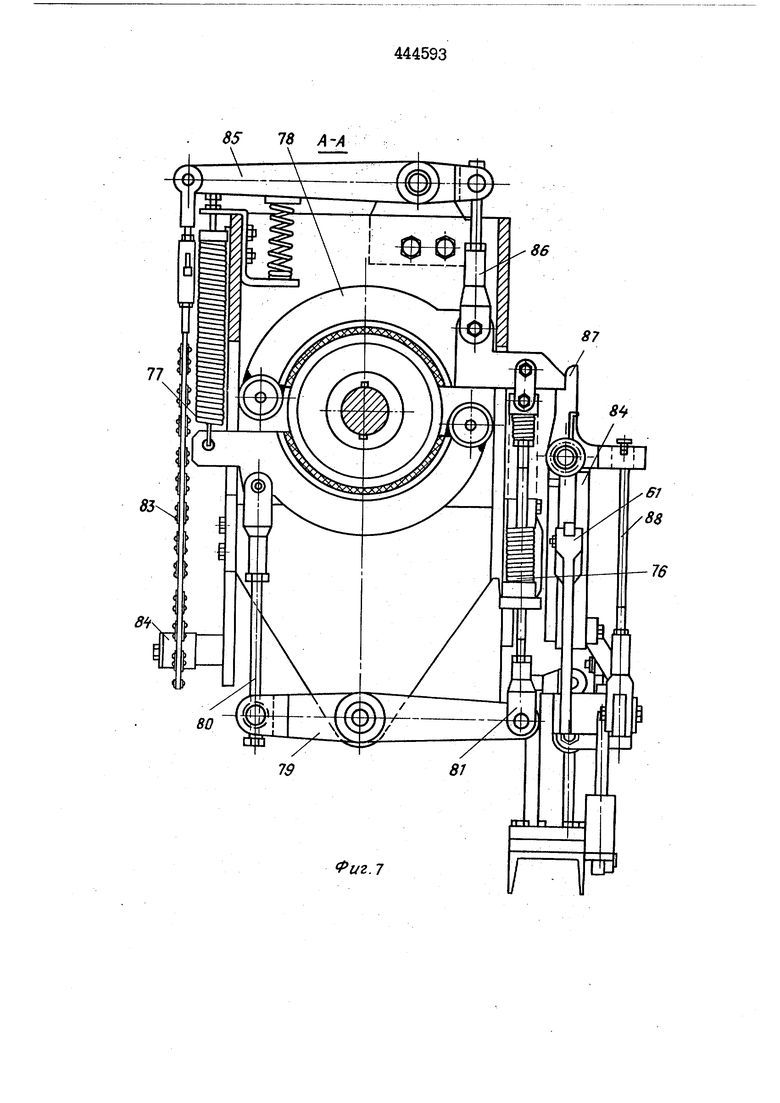
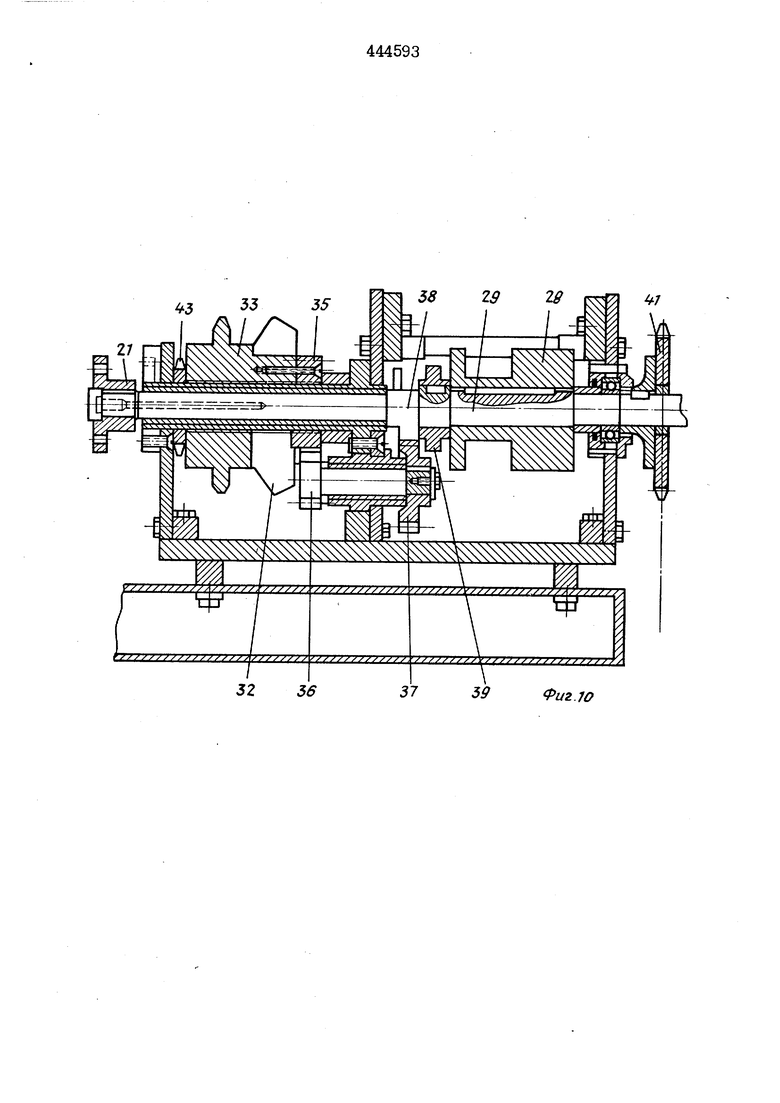
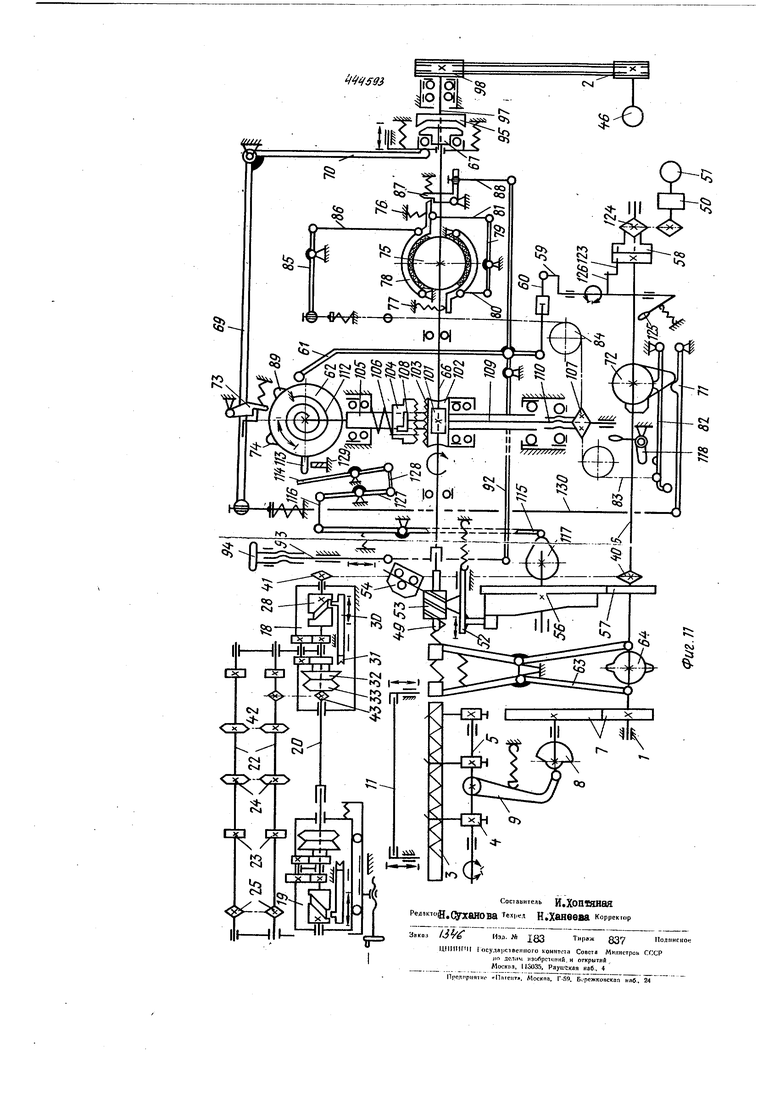
На фиг. I показан предлагаемый автомат, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 механизм суппорта, распределительного вала и ножниц, вид спереди; на фиг. - шпиндельная головка, вид спереди; на фиг, 5 - то же, вид сзади; на фиг. 6 - сечение шпиндельной головки вдоль шпиндельного вала; на фиг. 7 - разрез .по А-А на фиг. 4; на фиг. 8 - разрез по Б-Б на фиг. 4; на фиг. у - левая загибочная головка, вид спереди; на фиг. 10 - сечение правой загибочной головки вдоль вала; на фиг. II - кинематическая схема автомата.
Автомат состоит из шпиндельной головки с приводом, механизмов останова и отсчета витков, суппорта, распределительного вала, механизма резки спирали, механизма формирования спирали и полотна сетки, механизма шагового перемещения сетки, механизма загибки концов спиралей и
смотки готовой сетки в рулон, механизма автоматического останова и электросистемы с пультом управления.
Несущим узлом всех механизмов является станина I, на которой укреплен электропульт 2 управления автоматом. На станине сверху крепится желоб 3 для формирования полотш сетки, а снизу - механизм шагового перемещения сетки в виде двух рядов установочных штырей 4 и вала 5, управляемый распределительным валом 6 через шестерни 7, кулачок 8 и рычаг 9. На станине на двух опорах закреплены вал-труба 10 для направления сетки под натяжной вал И, перемещаемый в направляющих салазках 12 и 18 и ловушка полотна сетки в виде вала 14 с крючком 15, управляемого электромагнитом 16 по команде щупа 17. На задней стороне автомата, на станине установлен механизм для загибки концов спиралей и смотки сетки в рулон в виде двух конструктивно одинаковых загибочных головок 18 и 19, соединенных между собой раздвижным телескопическим шлицевым валом 20 через полумуфты 21, и двух валов22, параллельно установленных вдоль станины, с катками 23 и звездочками 24 и соединенных между собой цепной передачей 25. Для правильной укладки полотна сетки в рулон валы снабжены управляемым щитком 26.
Правая загибочная головка 18 жестко крепится на станине,а ле.вая головка 19 может перемещаться вдоль станины при помощи винта для загибки концов спиралей сеток разной ширины. Одновременно левая головка может свободно перемещаться на роликах 27 независимо от винта для ооеспечения автоматического перемещения головки самой сеткой с изменением ее ширины. Каждая головка снабжена цилиндрическим барабанным кулачком 28, укрепленным на валу 29, для перемещения в процессе загибки ползуна 30 с вилкой 31 на упоры 32 специальных звездочек 33, а прижимная пружина 34 надежно фиксирует сетку на звездочках. Для шагового перемещения звездочек 33 с упорами и валов 22 смотки сетки в рулон каждая головка имеет шестеренчатый механизм, состоящий из шестерен 35-38 (шестерня 38 имеет неполное количество зубьев, например три).
Для обеспечения фиксированного положения звездочек 33, во время загибки концов спиралей и для безударного последующего зацепления шестерни 33 с шестерней 37, на валу 29 имеется кулачек 39, КОТ01РЫЙ надежно фиксирует шестерню 37, а следовательно , и звездочку 33. Привод загибочных головок осуществляется от распределительного вала 6 через цепную передачу и звездочки 40 и 41, а привод валов 22 - через цепную передачу звездочек 42 и 43 правой загибочной головкой.
Для подкручивания загибочных головок вручную их вал снабжен разъединительной кулачковой муфтой с маховичком 44.
В станине предусмотрен шкаф для электроприборов.
Станина автомата располагается на шести регулируемых лапах 45 и не нуждается в дополнительном
5 фундаменте при эксплуатации. В нижней части станины расположены электродвигатель 46 шпиндельной головки 47, бак с электронасосом 48 для охлаждения и смазки навивочного ножа 49, привод распреде0лительного вала в виде червячного редуктора 50 и электродвиг;.11еля
51.Шпиндельная головка 47 установлена наверху правой стороны станины на двух опорах.
5
На предусмотренных в станине направляющих передвигается, суппорт
52,несущий корпус шнекидержателя 53 с навивочным ножом 49, рихтаппарат 54 и корпус 55 опорного под0шипника. Перемещение суппорта 52 для правильного вплетения спирали в полотно сетки осуществляется боковым кулачком -шестерней 56 через шестерню 57 вала 6 с возвратным
5 отводом пружиной.
Приводной вал б снабжен муфтой 58, с поворотной шпонкой, которая управляется че1)ез рычаг 59, тягу 60 и трехплечий рычаг 61 дис0ком 62.
Для резки спирали на станине установлены ножницы 63. которые управляются кулачком б4 вала 6. На станине в оси желоба установлен направляющий корпус с изолированной металлической втулкой 65, которая подключена низким напряжением в электроцепь и предназначена для автоматического останова автомата, в случае неправильного вплетения спирали в полотно сетки.
Шпиндельная головка 47 служит ДЛЯ вращения навивочного нока 49 с последующим уменьшеииеи вращения путем гашения инерции и остановкой тормозом при оптимальных оборотах его. Головка выполнена в виде вала 66, на конце которого на двух шпонках перемещается в осевом направлении ведомая конусная фрикционная полумуфта 67 с упорным корпусом 68 подшипника, управляемая упругим рычагом 69 с.вилкой ,70 через систему гибкого звена и рычага 71 от кулачка 72 вала 6, и удерживается в рабочем положении подпружиненным маятниковым рычагом - защелкой 73 с последующим включе нием кулачком 74 диска 62 механиз ма отсчета витков. Тормоз выполнен в виде шкива 75 и двух подпружинен ных пружинами 76 и 77 тормозных колодок 78, связанных системой рычага 79 и тяг 80,81 и работающих от кулачка 72 через рычаг 82, цепь 83 с направляющими звездочками 84 рычаг 85 и тягу 86, Тормозные коло ки удерживаются в разжатом положении подпружиненным двуплечим рычагом-защелкой 87 с последующим вклю чением через тягу 88, трехплечий рычаг 61 кулачком 89 диска 62 механизма отсчета витков. Двуплечий рычаг-защелка 87 кр на стойке 90, которая имеет возможность регулировки в вертикал ном положении для. обеспечения оптимального зазора между тормозными колодками и шкивом в разжатом поло жении. Для обеспечения быстрого останова шпиндельного вала в требуемом положении по мере изменения температурного режима тормоза и износа тормозных колодок трехплечий рычаг 61 включения тормоза установлен на эксцентрическом валике, один конец которого свободно качается в стойке 91 и жестко соединен с тягой 92, которая управляется вручную винтом 93 и неподвижной в осевом направлении гай кой с маховичком 94. При движении винта 93 вверх трехплечий рычаг 61 приподнимается, чеы обеспечивается более позднее торможение,.а при движении вниз - более раннее торможение.. Так как муфта щпиндель ного вала и тормоз работают в режиме повышенной температуры из-за частого включения и выключения, ведущая полумуфта 95 снабжена вентилятором 96, чем удлиняется срок службы муфты и тормоза. Для регули рования скорости плетения вал 97 ведомой полумуфты 67 снабжен ступенчатым шкивом 98, Для ручного подкручивания навивочного ножа 49 при заправке проволоки в шнек на конце шпиндельного вала 66 со стороны суппорта 52 установлено храповое колесо 99 и рукоятка 100 с подпружиненной осевой собачкой. Для отсчета витков спирали требl «oй длины шпиндельная головка снабжена червячной парой (червяк 101 и червячное колесо 102) с зубчатой муфтой сцепления (зубчатый плоский венец 103 и зубчатая полумуфта 104). Червяк 101 жестко сидит на валу 66, а червячное колесо 102, снабженное зубчатым плоским венцом 103, свободно сидит на валу 105 и является ведущей полумуфтой зубчатой муфты сцепления. Ведомая зубчатая полумуфта 104, подпружиненная пружиной 106, управляется кулачком 72 вала 6 через рычаг 82, цепь 83, звездочку 107 с внутренней червячной резьбой и перемещается с Г-образной шпонкой 108 в осевом направлении по полутелеског пическому валу 105 при помощи штока 109 и выжимного червячного валика НО, который удерживается от прокручивания скобой III, На конце вала 105 жестко укреплен подпружиненный спиральной ленточной пружиной 112 диск 62 с одним укрепленным кулачком 89 и двумя регулируемыми кулачками ИЗ и 74. Для получения спиралей одинаковой длины диск 62 совершает возвратно-поступательное движение с попеременным изменением длины пути (из расчета одного витка) за счет упора 114, который управляется через систему рычага 115 и тяги 116 от кулачка 117 через шестерню 57 вала 6, Для обеспечения постоянного останова в одном положении шпиндельного вала 66 по от- ношению к диску 62 механизма отсчета витков червячное колесо 102, зубчатый плоский венец 103 к зубчатая полумуфта 104 имеют одинаковое количество зубьев. Смазка зубчатой муфты обеспечивается масляной ванной. Число витков, требуемое на определенную ширину сетки, устанавливается кулачком ИЗ путем перемещения его по диску б2. При настройке автомата конус ная фрикционная муфта главного вала шпиндельной головки дополнительно управляется ручным механизмои 118, с предварительным отводом маятникового рычага- защелки 73 рукояткой 119 с валом и кулачком 120 в нерабочее положение. Управление осуществляется через рычаг 71 и систему гибкого звена упругим рычагом 69 с вилкой 70 с одновременным расцеплением зубчатой муфты механизма отсчета витков через рычаг 82, цепь 83, звездочку 107 с внутренней червячной резьбой, червячный валик IIU, шток 109 и Г-образную шпонку 108. Главпый вал шпиндельной голов ки соединяется с суппортом 52 шлицевым в;аликом 121, Шпиндельная головка и станина снабжены легко сжи маемыми щитами 122. Автомат работает следующим об разом. Включенные электродвигатели 46 и 51 обеспечивают вращение конусной ведущей полумуфты 95, а также муфты 58 с поворотной шпонкой 123 посредством редуктора 50 и цепной передачи 124. При нажатии на рукоятку 125 и быстром отводе ее назад язычек 126 рычага 59 выводит поворотную шпонку 123 муфты 58 из фиксированного положения, вследствие чего вал 6 совершает один оборот. При этом загибочные головки 18 и 19 вращаются цепной передачей через звездочки 40 и 1, а также вращают ся валы 22 механизма смотки. Сетка перемещается на одну спираль штыря ми 4 через шестерни 7, кулачок 8, рычаг 9 и вал 5. Спираль обрезается ножницами 63 при воздействии на них кулачка 64, Суппорт 52 передвигается на полшага спирали совместно со шнекодержателем 33, навивочным ножоы 49 и 1рихтап11арато 54 кулачком-шестерней 56 через шес терню 57 для правильного вплетения последующей спирали в полотно с одновременным выводом упора 114 из зоны действия кулачка ИЗ через рычаги 115, 127 и тяги 116, 128 кулачком 117. Одновременно с передвижением суппорта 52 зубчатая полумуфта 104 механизма отсчета витков выключается кулачком 72 и под действием спиральной пружины 112 вместе с валом 105 и диском 62 прикасается кулачком ИЗ к неподвижному упору 129, а тормозные ко лодки 78 растормайтввют шкив 75 шпиндельного вала 66 и фиксируются в разжатом положении подпружиненным рычагом-защелкой 87. Включение в зацепление полумуфты 104 с 3 зубчатым, боковым венцом 103 червячного Колеса 102 обеспечивается .действием пружины 106 с последующим отводом штока 109 червячного валика НО звездочкой 107.и цепью 83, Фрикционная полумуфта 67 шпиндельного вала 66 включается кулачком 72. через рычаг 71, тягу 130, упругий рычаг 69 и вилку 70 с последующей фиксацией упругого рычага 69 подпружиненным маятниковым рычагом-защелкой 73. При вращении шпиндельного вала 66 проволока, пройдя через рихтаппарат 54, формуется ножом 49 и шнекодержателем 53 в спираль, которая по мере поступательного перемещения по желобу 3 вплетается в предыдущую спираль. Сетка при этом удерживается штырями 4, а полотно сетки натягивается грузовым валом II, После навивки спирали с определенным количеством витков кулачок 74 диска 62, который кинематически связан с валом 66 посредством червяка 101 и червячного колеса 102, соприкасаясь с маятниковым рычагом- защелкой 73, включает полумуфту 67 шпиндельного вала 66 через упругий рычаг 69 и вилку 70, После включения полумуфты 67 скорость вала 66 с диском 62 уменьшается путем гашения инерции, и при оптимальных оборотах кулачок 89 диска 62 через трехплеч-ий рычаг 61, тягу 88 и двуплечий рычаг-защелку 87 включает тормоз. Одновременно трехплечий рычаг 61 через тягу 60 включает муфту 58 с поворотной шпонкой 123 вала 6, в результате цикл работы повторяется, и автомат входит в автоматический режим работы с той только разницей, что суппорт 52 движется на полшага спирали в противопсложиую сторону, а диск 62 механизма отсчета витков при возвратном ходе удерживается управляемым упором И4. Для компенсации перемещения суппорта на полшага спирали одна из спиралей имеет на один виток больше, чем другая, что исключает необходимость обрезать край сетки. .Разность в количеохве витков спи.ралей обеспечивается управляемым упором 114. Полотно сетки сматывается в рулон на валах 22 посредством специальных звездочек 24 и катков 23, а концы двух смежных спиралей загибаются ползунами 80 с вилками 31 на звездочках 33 с упорами 32, При работающем автомате рулон разъединяется посредством выплетаНИН одной, спирали и свободно снииается. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Автомат для изготовления плетеной металлической сетки, содержа щий установленные на станине с при водом от распределительного кулачкового вала механизм формирования спирали, выполненный в виде снабженного тормозом шпинделя, вращающего навивочный нож через приводную конусную фрикционную муфту, 3 механизм отсчета витков спирали, механизм отрезки спирали, механизм загибки концов спирали и механизм шагового перемещения сетки, отличающийся тем, что, с целью повышеия производительности и увеличения надежности, привод фрикционной муфты и привод тормоза выполнены каждый в виде системы рычагов, кинематически связанной с кулачком распределительного вала и снабженной фиксатором в виде подпружиненной защелки, взаимодействующей с механизмом отсчета витков. 82 77 92 9J иг.
QO
,
г/2. 7 Фиг. 8
log Ю8 102 J05 W5 F4 62
Фиг.Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для загибки концов металлической плетеной сетки и последующей смотки ее в рулон | 1971 |
|
SU436692A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |