Изобретение относится к технологии производства металлического никеля, в частности металлических никелевых лент, и может быть использовано в цветной металлургии, электротехнике, машиностроении и т.д.
Известны способы и устройства для непрерывного получения металлических лент. Суть заключается в том, что на подложку направляют поток газа, содержащий частицы металлического соединения, а условия в газовом потоке таковы, что часть соединения восстанавливается до металла таким образом, что на подложке образуется, а затем снимается с нее тонкий металлический слой. Недостатком указанного метода является весьма сложная многоступенчатая, многооперационная технология, включающая высокотемпературный (1000-2500оС) процесс формирования связанного слоя на подложке с последующим восстановлением оксидов (1000-1200оС), не обеспечивающая равнотолщинность формируемого металлического слоя по ширине подложки [1]
Известен также способ осаждения никеля и установка для его осуществления, заключающийся в том, что барабан газовой центрифуги нагревают до температуры 150-200оС, вращают и подвергают воздействию выходящего через отверстия подающей трубки непрерывного газового потока, содержащего тетракарбонил никеля, аргон, гелий и/или азот для осаждения никеля на барабан.
Недостатком указанного способа является разнотолщинность получаемого покрытия, выражающаяся в получении утолщений, расположенных по окружности барабана [2]
Наиболее близким по технической сущности является способ непрерывного получения никелевой ленты, реализуемый в устройстве для изготовления металлических лент осаждением из газовой фазы, заключающийся в том, что через узел подачи непрерывно вводится реакционный газ, содержащий пары карбонила никеля, которые разлагаются на нагретой поверхности вращающегося барабана. Осажденный на поверхности барабана металл в виде ленты снимается с помощью ножа и через уплотнительную щель выводится из устройства на приемный барабан. При этом барабан установлен в корпусе с торцовыми зазорами, узел подачи инертного газа выполнен в виде полых букс со штуцерами для подачи и отверстиями для выхода газа в торцовые зазоры, отверстия расположены на уровне рабочей поверхности барабана [3]
Недостатком указанной конструкции и способа получения ленты, реализуемого с помощью этой конструкции, является то, что она не обеспечивает получения равнотолщинного никелевого осадка (ленты) по ширине барабана. Это связано с тем, что подача инертного газа в торцовые зазоры между барабаном и корпусом увеличивает теплоотдачу с торцовых и краевых (периферических) участков поверхности барабана, снижая температуру поверхности подложки на этих участках. Кроме того, происходит снижение содержания паров тетракарбонила никеля в реакционном газе, что в сумме приводит к уменьшению толщины никелевого осадка на этих (краевых) участках. Наличие торцового зазора способствует тому, что пары тетракарбонила никеля диффундируют в него и частично разлагаются на торцовых поверхностях барабана, что препятствует последующему съему ленты.
Целью изобретения является повышение качества никелевой ленты за счет получения равнотолщинного по всей длине и ширине осадка.
Цель достигается тем, что непрерывное получение никелевой ленты достигается путем подачи реакционного газа, содержащего пары карбонила никеля, и их термического разложения на нагретой внешней поверхности вращающегося барабана, при этом количество реакционного газа, подаваемого на краевые участки, в 1,2-1,6 раза больше количества газа, подаваемого на центральную часть барабана.
Устройство для осуществления способа включает реакционную камеру с приводным барабаном, узел подачи реакционного газа, узел отвода продуктов реакции и узел вывода полученной ленты, при этом по крайней мере один узел подачи расположен соосно барабану и выполнен с щелью переменного сечения и возможностью регулирования проходного сечения ее посредством установленной внутри разрезной втулки, при этом соотношение площадей центральной и краевых частей щели составляет 1: 1,2-1: 1,6, длина каждого краевого участка щели составляет 5:20% общей длины щели, а площадь каждого краевого участка составляет соответственно 5-20% общей площади барабана, причем узел подачи выполнен цилиндрической формы.
В устройстве также на каждом торце вращающегося барабана посредством прижима установлены водоохлаждаемые радиаторы с фторопластовым кольцом, наружный диаметр которого больше диаметра барабана на толщину формируемой ленты.
Сущность заявленных способа и устройства для его осуществления заключается в следующем.
Получить заданное распределение газового потока, позволяющее создать условия для равномерного роста никелевого слоя, возможно в предлагаемом устройстве подачи газа. Предотвратить зарастание торцовых поверхностей барабана никелем позволяют фторопластовые кольца, установленные в водоохлаждаемых обоймах.
Процесс термического разложения тетракарбонила никеля в значительной мере зависит от распределения температуры на поверхности подложки и идет с поглощением тепла ≈40 ккал/моль. На краевых участках поверхности барабана, у его торцов, наблюдаются более интенсивные потери тепла (по сравнению с центральной частью поверхности) и возникает градиент температуры вдоль образующей барабана с понижением его по направлению к торцам. Градиент температуры возрастает и за счет системы водоохлаждаемых фторопластовых уплотнений торцов барабана, предусмотренной для защиты этих поверхностей от образования на них никелевого осадка.
Вследствие этого из-за более низкой температуры на краевых участках поверхности барабана реакция термического разложения тетракарбонила никеля идет с меньшей скоростью, чем на ее центральной части. Толщина никелевого осадка, образующегося на краевых участках поверхности барабана, в 1,5-3,2 раза меньше, чем на ее центральной части.
Регулируемое распределение потока реакционного газа по поверхности разложения позволяет скомпенсировать понижение скорости образования никелевого осадка на краевых участках и интенсифицировать протекание на них реакции термического разложения паров тетракарбонила никеля. Увеличение подачи реакционного газа на краевые участки реакционной поверхности позволяет обеспечить более высокую концентрацию паров тетракарбонила никеля на этих участках и, соответственно, более интенсивное протекание реакции термического разложения по сравнению с центром. Обоснованное и выбранное соотношение между потоками реакционного газа, подаваемыми на краевые и центральный участки барабана, обеспечивает равные скорости осаждения никеля на всех участках реакционной поверхности и, соответственно, равнотолщинность получаемой ленты.
При подаче реакционного газа на краевые участки поверхности барабана со скоростью менее, чем 1,2 скорости центрального потока, толщина краевых участков ленты меньше толщины центральной части ленты. При подаче реакционного газа на краевые участки поверхности со скоростью более, чем 1,6 скорости центрального потока, толщина ленты на краевых участках больше толщины ленты в ее центральной части. И в том и в другом случае профиль ленты имеет трапециевидный характер.
Получить заданное распределение газовых потоков позволяет предлагаемый по п.п. 2, 3 узел подачи газа за счет изменения площади поперечного сечения краевых частей щели, которое осуществляется путем поворота внутренних разрезных втулок, и, соответственно, изменения соотношения площадей центральной и краевых участков щели. Соотношение площадей центральной и краевых частей щели составляет от 1: 1,2 до 1:1,6. Длина щели равна образующей барабана, длина каждого краевого участка щели составляет 5-20% общей длины щели, а площадь каждого краевого участка поверхности барабана, подвергаемая более интенсивному обдуву, составляет соответственно 5-20% общей площади барабана.
При соотношении площадей центральной и краевых частей щели менее, чем 1: 1,2 количества реакционного газа, подаваемого на краевые участки поверхности барабана, и концентрации паров тетракарбонила никеля на этих участках будет недостаточно для обеспечения протекания реакции термического разложения на центральной и краевых участках поверхности с равными скоростями. Скорость осаждения никеля на краевых участках будет ниже, чем на центральном. Вследствие этого толщина никелевого осадка на краевых участках будет ниже, чем на центральном.
При соотношении площадей более, чем 1:1,6, количество газа, подаваемого на краевые участки, а следовательно, и концентрация паров тетракарбонила никеля на этих участках приведет к более интенсивному протеканию реакции разложения на краевых участках. Толщина ленты на краевых участках будет больше, чем в центральной части.
При длине щели менее длины образующей барабана нарушается гидродинамическая обстановка в зоне разложения, на краевые участки поверхности будет поступать меньшее количество газа, толщина ленты будет нерегулируема.
При значении величины длины каждого краевого участка щели менее 5% общей длины щели не обеспечивается распределение газового потока, необходимого для получения равнотолщинного никелевого осадка по всему сечению ленты. Толщина ленты на краевых участках меньше, чем на ее центральной части. При значении величины длины каждого краевого участка щели более 20% общей длины щели также не обеспечивается распределения газового потока для получения равнотолщинного никелевого слоя, толщина ленты на краевых участках больше, чем на ее центральной части. В обоих случаях профиль ленты имеет трапециевидный характер.
При значении величины площади каждого краевого участка поверхности барабана, подвергаемой более интенсивному обдуву реакционным газом, менее 5% общей площади барабана лента имеет трапециевидный профиль с толщиной на краевых участках меньше толщины ленты в ее центральной части вследствие градиента температуры на поверхности барабана.
При значении величины площади каждого краевого участка поверхности барабана, подвергаемой более интенсивному обдуву реакционным газом, выше 20% общей площади реакционной поверхности, лента также имеет трапециевидный профиль с толщиной на краевых участках больше, чем в центральной части. Неравномерность роста никелевого осадка происходит вследствие градиента концентрации паров карбонила никеля на поверхности разложения.
Предотвратить подвод реакционного газа к торцовым поверхностям барабана, термическое разложение паров карбонила никеля и, соответственно, рост никелевого осадка на них позволяют уплотнительные фторопластовые кольца, наружный диаметр которых больше диаметра барабана на толщину формируемой ленты. Фторопластовые кольца установлены в водоохлаждаемых радиаторах, оборудованных прижимным устройством. Выбор фторопласта в качестве материала для уплотнительного кольца определен тем, что на его поверхности реакция термического разложения паров карбонила никеля протекает в заторможенном виде, адгезия никелевого слоя к фторопластовой поверхности очень незначительна. Для большего торможения скорости образования никелевого слоя на уплотнительных кольцах их устанавливают в водоохлаждаемых обоймах.
Выбор наружного диаметра уплотнительных колец объясняется тем, что, если он будет меньше диаметра барабана, то возможно протекание реакции термического разложения на незащищенной части торцовой поверхности и образование на ней никелевого осадка. Этот никелевый слой будет представлять собой ребро жесткости, которое затрудняет съем никелевой ленты с барабана. Кроме защиты от зарастания никелем торцовых поверхностей, фторопластовое кольцо обеспечивает оптимальный съем ленты с поверхности барабана.
Существенность отличий заявляемого технического решения подтверждается тем, что анализ патентной и научно-технической литературы не выявил признаков, аналогичных заявляемым.
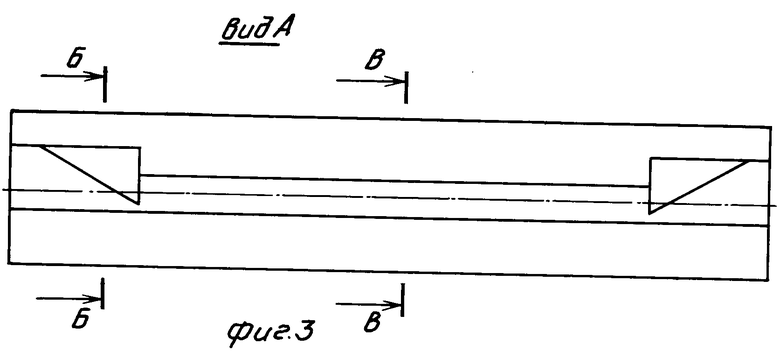
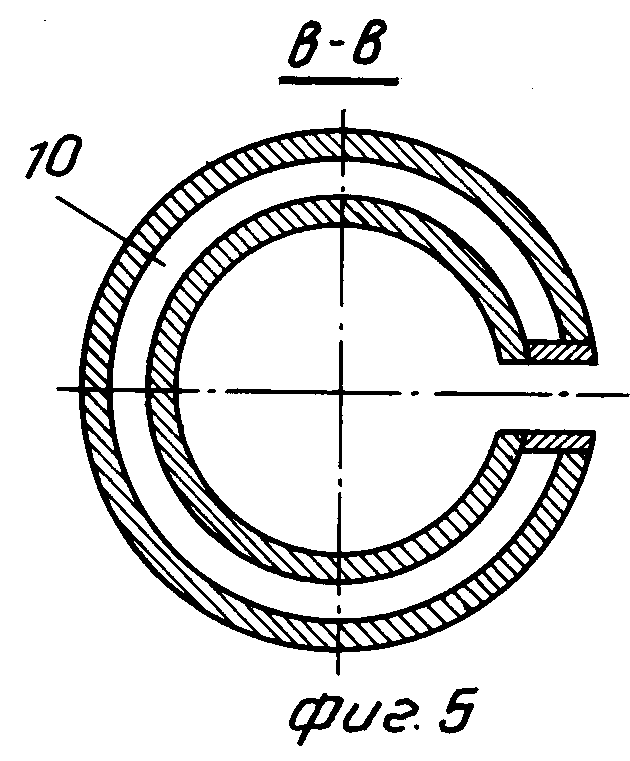
На фиг. 1 изображено устройство, общий вид; на фиг. 2 схема узла вывода получаемой ленты; на фиг. 3 вид А на фиг. 1; на фиг. 4 и фиг. 5 сечения Б-Б и В-В на фиг. 3 соответственно.
Устройство для получения никелевой ленты включает реакционную камеру 1 с установленным внутри приводным барабаном 2 с электронагревателем 3. Торцовые части барабана 2 уплотнены фторопластовыми кольцами 4, установленными в водоохлаждаемых радиаторах 5, оборудованных прижимами 6. В верхней части реакционной камеры соосно барабану 2 установлен узел 7 подачи реакционного газа. С противоположной стороны барабана 2 размещен узел 8 отвода продуктов реакции и в торцовой части реакционной камеры 1 узел 9 вывода полученной ленты.
Узел подачи реакционного газа представляет собой золотниковое устройство, состоящее из двух частей. Корпус золотника 10 (фиг. 5) выполнен цилиндрической формы с щелью переменного сечения. Внутри корпуса в его торцовых частях размещены две поворотные цилиндрические разрезные втулки 11 (фиг. 4). Вырез выполнен треугольной формы.
Пример осуществления. Реакционную камеру 1 с заранее подготовленной на барабане 2 направляющей частью ленты опрессовывали и промывали азотом, а затем оксидом углерода. Нагревали поверхность барабана электронагревателями 3. Диаметр и образующая барабана равны 250 мм. Температуру поверхности измеряли по образующей в трех точках на расстоянии 50, 125 и 200 мм от края барабана. По достижении температуры 180оС в центральной точке включали привод и начинали вращать барабан со скоростью 3 об/ч, одновременно переключив подачу оксида углерода на реакционный газ. Содержание паров тетракарбонила никеля в реакционном газе поддерживалось во всех опытах на уровне 20-25% степень их разложения составляла 20-30% Подачу реакционного газа к поверхности разложения осуществляли через узел 7 подачи при соответствующем положении втулок 11. Регулирование потока реакционного газа достигалось путем поворота втулок 11 на необходимый угол, что позволяло изменить площадь поперечного сечения краевых частей щели и получить необходимое соотношение площадей центральной и краевых частей щели и в результате распределить общий поток газа на потоки, поступающие на центральную часть барабана и на его краевые участки. Поток газа через реакционную камеру 1 организовывался по принципу замкнутой циркуляции со сбросом избыточного количества газа (образующегося за счет разложения паров карбонила никеля) через узел 8 отвода продуктов реакции в промежуточную емкость (газгольдер) и подпиткой парами карбонила никеля до заданного состава реакционного газа на входе в реактор.
Поток газа в зависимости от заданной толщины ленты варьировался во время проведения экспериментов в пределах 6000-10000 л/ч. По мере образования получаемая лента выводилась из реакционной камеры 1 через узел 9 вывода полученной ленты и наматывалась на приемные валки. Продолжительность экспериментов в разных опытах составляла 1-24 ч. Толщина ленты составляла 0,07-0,2 мм.
Толщину ленты регулировали количеством подаваемого реакционного газа и контролировали путем ее измерения на выходе из реакционной камеры по ширине через каждые 10 мм.
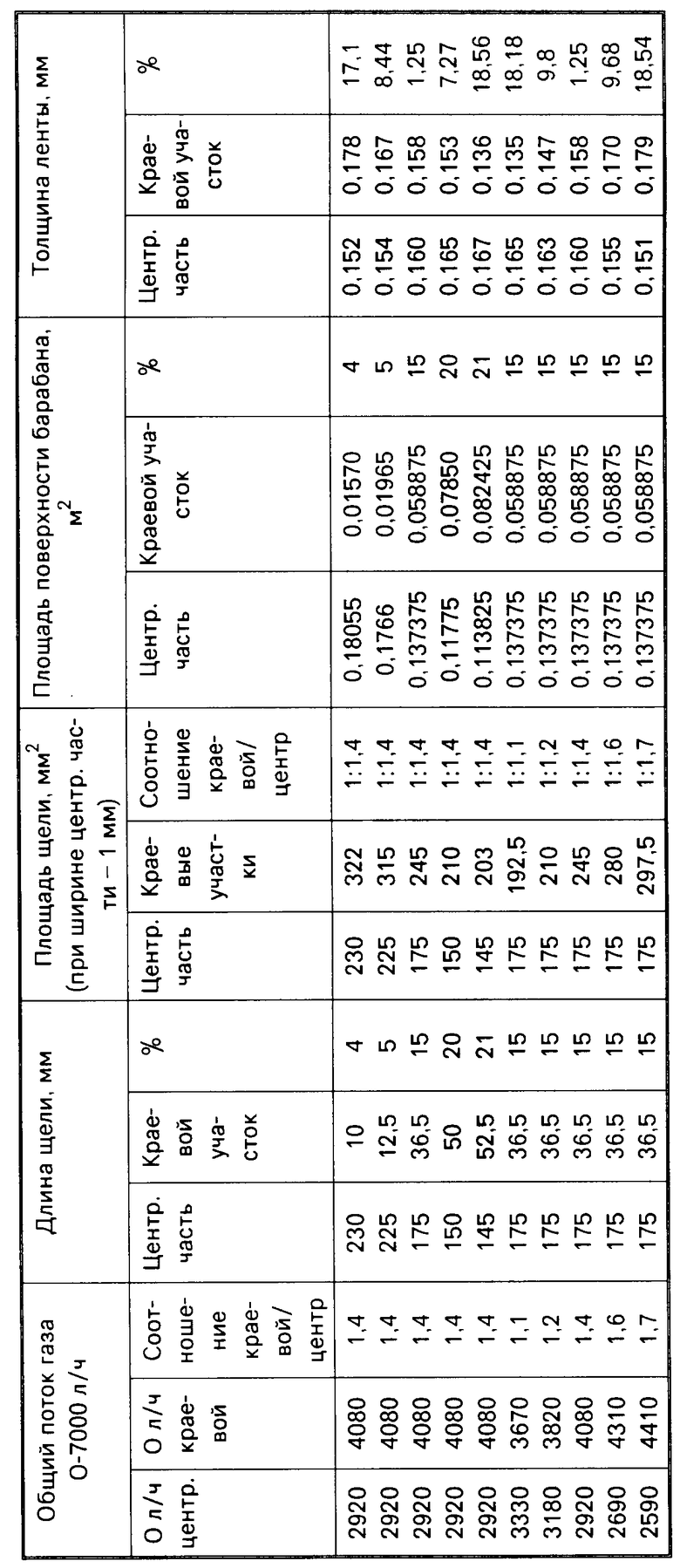
Результаты проведенных экспериментов сведены в таблицу. Из данных таблицы видно, что в заявленных пределах предельное отклонение по толщине ленты составляет не более 9,8% в запредельных режимах до 19% Для сравнения: предельные отклонения по толщине никелевых лент по ТУ 48-0808-16-82 (ленты никелевые для производства биметаллов), ГОСТ 2170-73 (СТ СЭВ 2036-79 ленты из никеля и низколегированных сплавов никеля) составляют 15% а повышенные предельные отклонения по толщине 11,5%
Таким образом в заявляемых пределах получаемая лента имеет равную толщину с отклонениями по толщине ниже ГОСТа, что обеспечивает повышение ее качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2073931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 1993 |
|
RU2057973C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ РЕГЕНЕРАЦИИ МЕДИ ИЗ СЕРНОКИСЛЫХ ЭЛЕКТРОЛИТОВ | 1994 |
|
RU2075547C1 |
| СЕКЦИЯ СВОДА ЭЛЕКТРОПЕЧИ С ЭЛЕКТРОДАМИ | 1992 |
|
RU2021571C1 |
| СПОСОБ ОБЕДНЕНИЯ ШЛАКОВ | 1991 |
|
RU2061072C1 |
| СПОСОБ МНОГОСТАДИЙНОГО АММИАЧНО-КАРБОНАТНОГО ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛИЗОВАННЫХ НИКЕЛЬ-КОБАЛЬТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2020167C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОНИКЕЛЯ | 2004 |
|
RU2246546C1 |
| СПОСОБ РАЗДЕЛЕНИЯ КАРБОНИЛОВ НИКЕЛЯ И ЖЕЛЕЗА | 2008 |
|
RU2366738C1 |
| СПОСОБ ОСАЖДЕНИЯ НИКЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2095468C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ СЛОЖНОЙ КОНФИГУРАЦИИ | 2001 |
|
RU2192503C1 |



Использование: технология производства металлического никеля, в частности лент. Сущность изобретения заключается в том, что непрерывное получение никелевой ленты осуществляется путем подачи реакционного газа, содержащего пары карбонила никеля, и их термического разложения на нагретой внешней поверхности вращающегося барабана. Устройство для осуществления способа включает реакционную камеру с приводным барабаном, узел подачи реакционного газа, узел отвода продуктов реакции и узел вывода полученной ленты. При этом количество реакционного газа, подаваемого на краевые участки, в 1,2-1,6 раза больше количества газа, подаваемого на центральную часть барабана. Узел подачи расположен соосно барабану и выполнен с щелью переменного сечения и возможностью регулирования проходного сечения ее посредством установленной внутри разрезной втулки, при этом соотношение площадей центральной и краевой частей щели составляет 1:1,2 1:1,6, длина каждого краевого участка щели составляет 5-20% общей длины щели, а площадь каждого краевого участка составляет соответственно 5-20% общей площади барабана. Узел подачи выполнен в виде цидиндра. На каждом торце вращающегося барабана посредством прижима установлены водоохлаждаемые радиаторы с фторопластовым кольцом, наружный диаметр которого больше диаметра барабана на толщину формируемой ленты. 2 с.и 2 з.п. ф-лы, 5 ил., 1 табл.
1,6, длина каждого краевого участка щели составляет 5 20% от общей длины щели, а площадь каждого краевого участка соответственно 5 20% от общей площади барабана.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для изготовления металлических лент осаждением из газовой фазы | 1976 |
|
SU618448A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
