Изобретение относится к цветной металлургии, в частности к производству металлических лент осаждением из газовой фазы.
Известно устройство для получения
металлических лент путем осаждения металла из газовой фазы, содержащее реакционную камеру с расположенной в ее нижней части подложкой, выполненной в виде непрерывной ленты, и узлы снятия ленты и термообработки ij.
В этом устройстве происходит химическая реакция восстановления с образованием металлических частиц в газовой фазе, KOTOptje переносятся потоком газана подложку, глй -образуется компакт-ное покрытие за счет сплавления. Покрытие в дальнейшего подвергается термообработке.
Известно также устройство для изготовления металлических лент осаждением из газовой фазы, содержащее установленный в корпусе барабан с приводом вращения, узлы подачи осаждаемого магеркапа
и инертного газа и механизм съема ленты с барабана 2.
Эти устройства не позволяют получать металлическую ленту с ровными краями и постоянной по ширине толщиной.
Цель изобретения - получейие ровных краев и обеспечение постоянной по ширине толщины ленты.
Поставленная цель достигается тем, что барабан установлен в корпусе с торцовыми зазорами, а узел подачи газа вьтолнен в виде полых букс со щтуцерами для подачи и отверстиями для Выхода газа в торцовые зазоры, расположенные на уровне рабочей поверхности барабана.
При этом механизм съема ленты с барабана вьтолнен в виде ножа, лезвие которого установлено на рабочей поверхности барабана.
Кроме того, лезвие ножа выполнено с полостью для охлаждения.
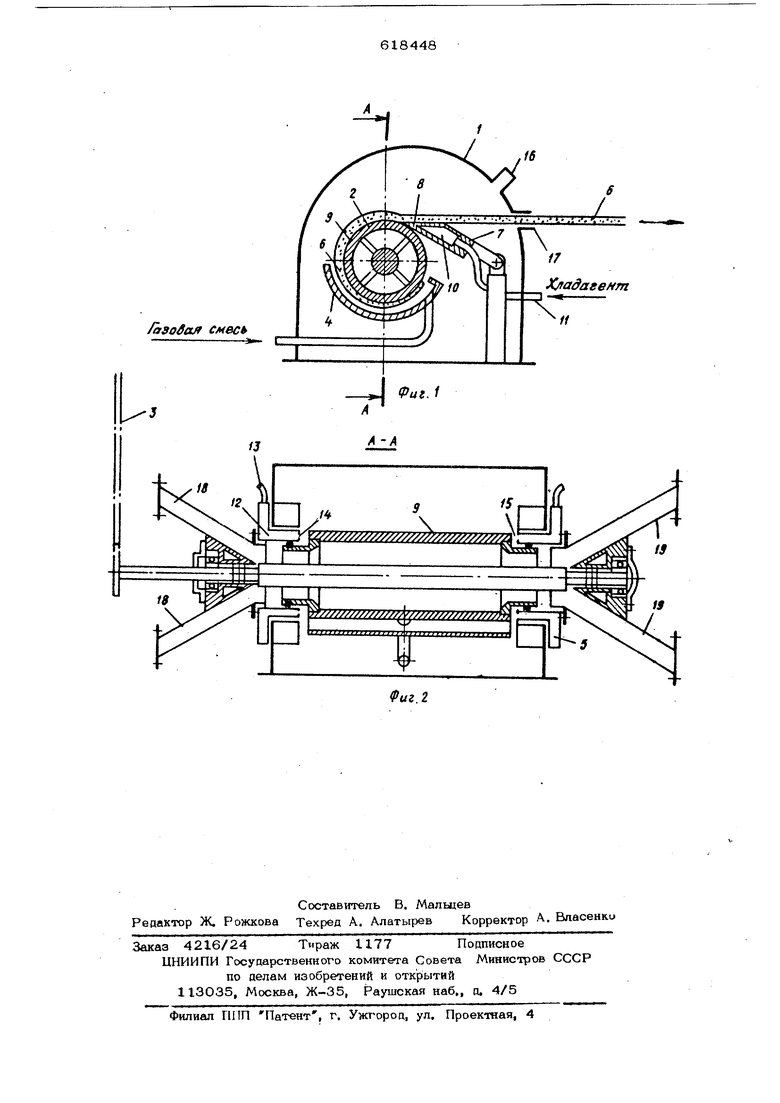
На фиг. 1 изображено устройство для изготовления металлических лент, попе- речный разрез; на фиг. 2 - разрез А-А фиг. 1. В корпусе 1 устройства расположен барабан 2, связанный с приводом вращения 3, узел 4 подачи осаждаемого материала, узел 5 подачи инертного газа и механизм съема ленты 6 с барабана 2 выполненный в виде ножа 7, лезвие 8 которого установлено на рабочей поверхности 9 барабана 2. Нож 7 имеет полост 10 для. охлаждения и трубб 11 для подачи и отвода хладагента. Узел 5 подачи инертного геза вьшолнен в виде полых букс 12 со штуцерами 13 для подачи и отверстиями 14 для выхода инер-пюго газа в торцовые зазоры 15, образованны стенками корпуса 1 и горцами барабана 2. Отверстия 14 расположены на уровне рабочей поверхности 9 барабана 2. Корпу 1 имеет патр5гбок 16 для отсоса и уплот ненную щель 17 для отвода ленты 6. Ус ройство снабжено также подводами 18 и, отводами 19 для теплоносителя. Через узел подачи 4 в корпуд 1 непрерывно подается газовая смесь осаждаемого материала, содержащая, наприме пары карбонила металла (никеля), которая обтекает рабочую поверхность 9 барабана 2 и выводи тся наружу через патрубок 16. В полость буксы 12 через штуцер 13 под небольшим . избыточным давлением подается инертный газ (чистая окись углерода), постоянно продувающий зазор 15 между стенками корпуса 1 и торцами барабана 2 и уходящий вместе с газовой смесью через патрубок 16. Осаждающийся на барабане 2 в виде ленты 6 металл снимается с помощью ножа 7 и через уплотненную щель 17 выводится из устройства на приемный барабан. Формула изобрете ни я 1.Устройство для изготовления металлических лент осажд«1ием из газовой фазы, содержащее установленный в корпусе барабанс приводом вращения, узлы подачи осаждаемого материала и инерт ного газа и механизм съема ленты с барабана, отличающееся тем, что, с целью получения ровных краев и обеспечения постоянной по ширине толщины ленты, барабан установлен в корпусе с торцовыми зазорами, а узел подачи инертного газа выполнен в виде полых букс со иггудерами для подачи и отрерстиями для выхода газа в торцовые зазоры, при этом отверстия расположены на уровне рабочей поверхности барабана. 2.Устройство по п. 1, о т л и ч а е е с я тем, что механизм съема ленты с барабана вьшолнен в виде ножа, лезвие которого установлено на рабочей поверхности барабана. 3.Устройство по пп. 1 и 2, о т личаюшееся тем, что лезвие ножа вьтолнено с полостью для охлаждения. Источники информации, принятые во внимание при экспертизе: 1.Патент Франции № 2008748, кл. В 21 С 37/ОО, 1970. 2.Патент Франции № 2101412, кл. С 23 С 13/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ НИКЕЛЕВОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2035525C1 |
| Установка для осаждения покрытий из газовой фазы на длинномерные изделия | 1977 |
|
SU767232A1 |
| Устройство для осаждения материалов из газовой фазы | 1976 |
|
SU726212A1 |
| Установка для обработки осадков природных и сточных вод | 1983 |
|
SU1104115A1 |
| Установка для нанесения покрытий из газовой фазы | 1981 |
|
SU1002404A1 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |
| Пробоподающее устройство поточного анализатора для опробования сыпучих материалов | 1986 |
|
SU1404878A1 |
| Устройство для электростатического нанесения порошкообразного материала на рулонную основу | 1988 |
|
SU1577857A1 |
| Линия для изготовления оксидно-полу-пРОВОдНиКОВыХ КОНдЕНСАТОРОВ | 1979 |
|
SU851511A1 |