Изобретение относится к технологии обработки металлов давлением и может быть использовано при производстве сортовых холодногнутых профилей проката.
Известен способ изготовления гнутых профилей с отбортовками и боковыми элементами, перпендикулярными стенке, в последнем проходе которого эти элементы подгибают на угол 17. . . 35о при суммарном угле 87. . . 89о [1] .
Известен также способ производства гнутых корытных профилей, при котором профиль формуют сначала как швеллер, а при достижении полками угла 45. . . 60о их перегибают с образованием горизонтальных полок [2] .
Недостаток известных способов - невозможность получения гнутого корытного профиля с боковыми стенками, наполненными внутрь профиля.
Известен способ изготовления (калибровка) гнутого корытного профиля, который заключается в последовательной по проходам подгибке полосовой заготовки валками профилегибочного стана и характеризуется зажатием горизонтальных элементов профиля валками [3] .
Недостатком данного способа также является невозможность получения качественных корытных профилей с наклонными внутрь боковыми стенками без дополнительных затрат.
Цель изобретения - расширение технологических возможностей процесса производства гнутых корытных профилей, повышение качества и снижение трудозатрат.
Для этого при последовательной по n проходам подгибке полосовой заготовки валками профилегибочного стана с одновременным зажатием ими горизонтальной стенки и полок промежуточного профиля в каждом из (n-2) проходов и n-ном проходе используют полосовую заготовку толщиной не менее 4 мм, вертикальные стенки промежуточного профиля после подгибки дополнительно перегибают в направлении к оси профилирования на 9. . . 10о в (n-1)-ном и на 4. . . 5 - в n-ном проходах путем приложения усилий к кромкам полок, при этом в (n-1)-ом проходе полки освобождают от зажатия валками.
Сущность изобретения заключается в перегибе вертикальных стенок внутрь профиля путем приложения усилий к их кромкам со стороны вертикальных реборд нижнего валка в двух последних проходах, причем без применения дополнительных валков или роликов, удорожающих производство.
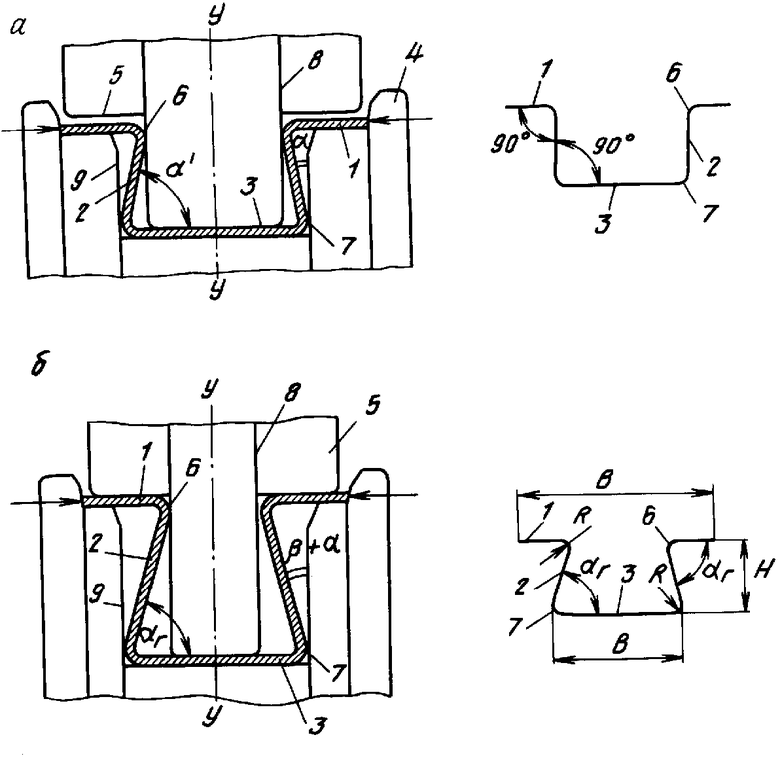
На чертеже показано профилирование корытного профиля по предлагаемому способу в (n-1)-ом предчистовом (а) и n-ом чистовом (б) проходах (справа - промежуточный и готовый профили).
В (n-1)-ом и n-ом проходах к кромкам полок 1 промежуточного профиля толщиной не менее 4 мм с вертикальными 2 стенками и горизонтальной 3 стенками, со стороны реборд 4 нижнего валка прикладываются усилия, перегибающие стенки 2 внутрь, в направлении к оси yy: в (n-1)-ом проходе на угол α= 9. . . 10о (до угла α = 81. . . 80о), в n-ом - на угол β= 4-5о (до угла α г = 77-75о). При этом полки не контактируют с горизонтальными элементами 5 верхнего валка в (n-1)-ом проходе (освобождены) и зажимаются валками в каждом из (n-2) проходов и n-ом проходе. Горизонтальная же стенка 3 зажата валками в (n-1) и n-ом проходах. Внешние поверхности около мест изгиба 6 и 7 контактируют соответственно с вертикальными элементами 8 верхнего и 9 нижнего валков. Готовый профиль имеет размеры В и Н, а также величины углов αг и радиусов изгиба R в пределах допусков.
П р и м е р. 1. Корытный профиль с размерами В = 245, Н = 74, b = 199, αг = 77о, R = 4 и толщиной 4 мм (см. фиг. 1) формуется за 10 проходов. Углы подгибки промежуточного профиля по проходам:
0о ->8о-> 18о -> 30о-> 42о-> 54 о-> ->66о-> 78о ->90о. В предчистовом (n-1) IX проходе стенки перегибают внутрь на угол α = 9о с освобождением полок от зажатия валками. В чистовом (n-ом) Х проходе стенки перегибают еще на угол β= 4о, защемляя полки валками.
2. Аналогичный профиль, но с α г = 75о формуют идентичным образом, с углами перегиба стенок, соответственно α= 10о и β= = 5о. (56) Авторское свидетельство СССР N 863064, кл. В 21 D 5/06, 1981.
Авторское свидетельство СССР N 169613, кл. В 21 D 5/06, 1991.
Тришевский И. С. Калибровка валков для производства гнутых профилей проката, Киев, 1980, с. 160-110.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1993 |
|
RU2037352C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1992 |
|
RU2040996C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРОБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103088C1 |
Использование: изобретение относится к обработке металлов давлением, в частности к технологии производства сортовых гнутых профилей проката. Сущность изобретения: способ изготовления гнутого корытного профиля заключается в последовательной по проходам подгибке полосовой заготовки толщиной не менее 4 мм валками профилегибочного стана с одновременным зажатием или горизонтальной стенки и полок профиля. При этом вертикальные стенки после подгибки дополнительно перегибают в двух последних проходах в направлении к оси профилирования на 9 . . . 10в предпоследнем, и на 4 . . . 5в последнем проходе путем приложения усилий к кромкам полок. В предпоследнем проходе полки освобождают от зажатия валками. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ, заключающийся в последовательной по n проходам подгибке полосовой заготовки валками профилегибочного стана с одновременным зажатием ими горизонтальной стенки и полок промежуточного профиля в каждом из (n - 2) проходов и n-проходе, отличающийся тем, что используют полосовую заготовку толщиной не менее 4 мм, вертикальные стенки промежуточного профиля после подгибки дополнительно перегибают в направлении к оси профилирования на 9 - 10o в (n - 1)-м и на 4 - 5o - в n-м проходах путем приложения усилий к кромкам полок, при этом в (n - 1)-м проходе полки освобождают от зажатия валками.
