Изобретение относится к обработке металлов давлением и может быть использовано при производстве холодногнутых профилей проката.
Задача изобретения повысить качество несимметричных швеллерных профилей и снизить трудозатраты при их производстве.
Для решения этой задачи при последовательной подгибке полосовой заготовки валками в черновых, промежуточных и предчистовых проходах с образованием стенки и полок и повороте стенки в вертикальной плоскости в сторону большей полки с последующим разворотом ее в обратном направлении, поворот стенки осуществляют в первом предчистовом проходе на угол γ=9.11о, одновременно подгибая на этот же угол меньшую полку, во втором предчистовом проходе полосу пропускают между разведенными валками, а разворот стенки в обратном направлении производят в третьем предчистовом проходе, при этом одновременно подгибают большую полку и отгибают меньшую на тот же угол.
Сущность предлагаемого технического решения состоит в том, что в двух предчистовых проходах (V и VII) геометрия промежуточного сечения формуемого профиля не меняется (углы λ и δ остаются постоянными), но при этом дважды осуществляется поворот сечения, устраняющий винтообразное продольное скручивание профиля (основной дефект неравнополочных гнутых швеллеров). Неизменность указанных углов в двух проходах, а также увеличение вдвое расстояния между зонами деформации (контакта формуемой полосы с валками) вследствие прохождения полосы между разведенными валками одной клети способствуют улучшению геометрии готового профиля, так как при этом уменьшаются остаточные напряжения в металле.
Величина угла поворота стенки γ не может быть произвольной (это подтвердили опыты), но и определить теоретически ее не представляется возможным. Найденная эмпирическая величина γ 9.11о больше аналогичных величин, применяемых при профилировании неравнополочных швеллеров.
Опытную проверку предлагаемого способа производили при непрерывном профилировании несимметричного швеллера с наклонной большой полкой 130х85х30х3 мм из ст. 09Г2 в восьми клетях. При формовке по предлагаемому способу выход профилей высокой точности (ВТ) составил 32% (остальное повышенной точности ПТ). При γ= 4.8о наблюдалось скручивание профилей в сторону малой полки, а при γ12.14о в сторону большой с превышением допустимой его величины ( ≅ 1о на 1 м длины). При одинаковом расстоянии между всеми клетями (1 м) выход профилей ВТ снизился до 8% (ПТ=30% остальное профили обычной точности ОТ) из-за увеличения продольного скручивания. Несоблюдение постоянства углов λ и δ в V и VII проходах, а также "перенос" поворота стенки в VI и VII проходы ухудшили показатели качества (выход ВТ-10.18% ПТ-23.27% остальное ОТ), а в отдельных случаях наблюдалась отсортировка профилей во II сорт. Формовка этого же профиля по известной технологии осуществлялась с подгибкой полок за 6 проходов, порезкой затем на мерные длины и окончательной доформовкой в трех проходах. Выход профилей ВТ составил 17% ПТ-36% остальное ОТ; наблюдалось также повышенное скручивание, отклонения ширины стенки от допускаемой величины и превышение допустимой величины радиуса изгиба (8 мм) между малой полкой и стенкой.
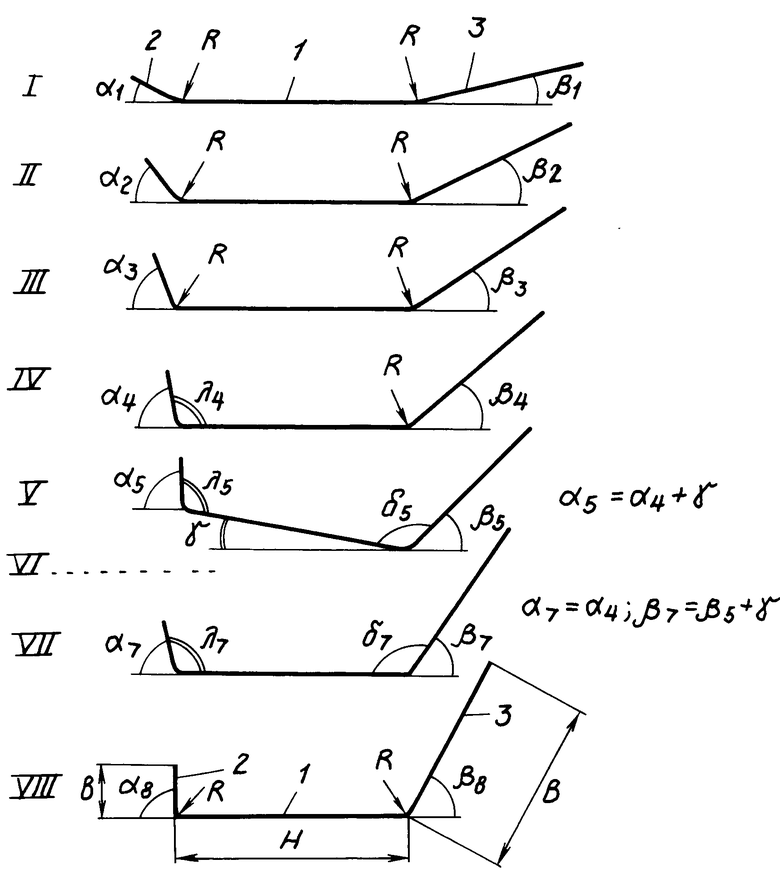
Предлагаемый способ поясняется чертежом.
Заготовка подгибается в I-IV проходах (I и II черновые, III и IV промежуточные) с образованием стенки 1, малой 2 и большой 3 полок швеллерного профиля; углы подгибки α и β углы между элементами профиля λ и δ В V проходе (первом предчистовом) поворот стенки на угол γ=9.11о с одновременной подгибкой полки 2 на тот же угол, т.е. α5=α4+γ а в VII (третьем предчистовом) разворот на тот же угол с пропуском формуемой полосы через VI клеть с разведенными валками при сохранении углов λ и δ неизменными, т.е. α7=α4,aβ7=β5+γ. Порезка на мерные длины в готовом виде после VIII (чистового) прохода.
П р и м е р 1. Швеллерный профиль 130х85х30х3 производится в 8-ми клетях за 7 формующих проходов. Величины углов подгибки по клетям: I -α1=25o,β1= 14o; II α2=50o,β2=27o; III -α3=65o,β3=34o; IV α4=77o,β4=40o,λ4=103o, V-α5= 87o,β5=45o,γ=10o,λ5=103o; VI пропуск через разведенные валки; VII-α7=77o,β7= 55o,γ=0,λ7=103o, δ7=125o; VIII α8=90o,β8=60o; R=соnst=6 мм.
П р и м е р 2. Аналогичная формовка того же профиля, но γ 9о, λ5=102о, δ5=126о.
П р и м е р 3. Тот же профиль, но γ11о, λ5=104о, δ5=124о.
Технико-экономическое преимущество предлагаемого способа заключается в повышении выхода швеллерных профилей высокой точности в 1,8 раза и снижении трудозатрат на 3%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1992 |
|
RU2040996C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| Способ поштучного производства гнутого корытного профиля с отбортовками горизонтальных полок | 1991 |
|
SU1817717A3 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
Изобретение относится к обработке металлов давлением, в частности к технологии производства холодногнутых профилей проката. Задача изобретения - повышение качества и снижение трудозатрат при производстве несимметричных профилей швеллерного типа. Способ включает последовательную подгибку полосовой заготовки валками в черновых, промежуточных и предчистовых проходах с образованием стенки и полок и поворот стенки в вертикальной плоскости в сторону большой полки и отличается тем, что поворот стенки осуществляют в первом предчистовом проходе на угол γ 9 11°, одновременно подгибая на этот же угол малую полку, а в третьем проходе стенку разворачивают в обратном направлении на угол g и одновременно подгибают большую полку и отгибают малую полку на тот же угол, при этом во втором предчистовом проходе полосу пропускают между разведенными валками. 1 ил.
СПОСОБ ФОРМОВКИ НЕСИММЕТРИЧНОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА, включающий последовательную подгибку полосовой заготовки валками в черновых, промежуточных и предчистовых проходах с образованием стенки и полок и поворот стенки в вертикальной плоскости в сторону большей полки с последующим разворотом ее в обратном направлении, отличающийся тем, что поворот стенки осуществляют в первом предчистовом проходе на угол γ = 9 - 11°, одновременно подгибая на этот же угол меньшую полку, во втором предчистовом проходе полосу пропускают между разведенными валками, а разворот стенки в обратном направлении производят в третьем предчистовом проходе, при этом одновременно подгибают большую полку и отгибают меньшую на тот же угол.
| Способ изготовления гнутых неравнополочных профилей | 1982 |
|
SU1090471A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
