Изобретение относится к обработке металлов давлением, в частности к технологии изготовления дисковых колес транспортных средств, преимущественно легковых автомобилей, автомобильных прицепов, мини-тракторов и др. из алюминиевых коррозионно-стойких деформируемых сплавов.
Известен способ изготовления колес автотранспортных средств, включающий формообразующие операции штамповки и раскатки [1] Способ предусматривает три стадии штамповки полуфабриката диска с утолщенной периферийной частью и последующую раскатку за несколько проходов утолщенной части до получения профиля обода колеса.
Основным недостатком указанного способа является повышенная трудоемкость, обусловленная большим количеством проходов при раскатке профиля обода на заданную ширину, так как операция pаскатки с перемещением значительных объемов металла является основной и единственной операцией при деформировании геометрии обода из утолщенной периферийной части штампованного диска.
Наиболее близким по технической сущности к изобретению является способ изготовления дисковых колес транспортных средств, включающий нагрев заготовки из деформируемых коррозионно-стойких сплавов, ее объемную многооперационную штамповку, раскатку обода, пробивку отверстий в диске и механическую обработку [2]
Недостатком указанного известного способа изготовления дисковых колес транспортных средств является повышенная трудоемкость процесса, обусловленная наличием восьми формообразующих операций, в том числе трех операций с увеличенным технологическим циклом.
Целью изобретения является снижение трудоемкости процесса путем сокращения числа формообразующих операций при обеспечении заданного уровня механических и эксплуатационных характеристик материала колес.
Это достигается тем, что в способе изготовления дисковых колес транспортных средств, включающем нагрев заготовки из деформируемых коррозионно-стойких сплавов, ее объемную многооперационную штамповку, раскатку обода, пробивку отверстий в диске и механическую обработку, многооперационную штамповку заготовки в виде цилиндра диаметром больше внешнего диаметра диска, но меньше посадочного диаметра колеса осуществляют в режиме горячей деформации алюминиевых сплавов до получения цилиндрического полуфабриката с дном и заходной частью, внешний диаметр которой меньше наружного диаметра цилиндра, причем толщина дна полуфабриката меньше толщины стенки, после чего выполняют прямое выдавливание цилиндрического полуфабриката при температуре полугорячей деформации алюминиевых сплавов до получения тонкостенного стакана высотой, превышающей ширину обода колеса. Затем подогревают тонкостенный стакан до температуры полугорячей деформации и осуществляют коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана с единовременным деформированием дна стакана до получения профиля диска колеса. Причем коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана выполняют в две стадии, после чего выполняют раскатку стенок тонкостенного стакана до получения профиля обода. Затем выполняют закалку с последующим искусственным старением штампованного и раскатанного полуфабриката колеса и осуществляют механическую обработку торцов обода.
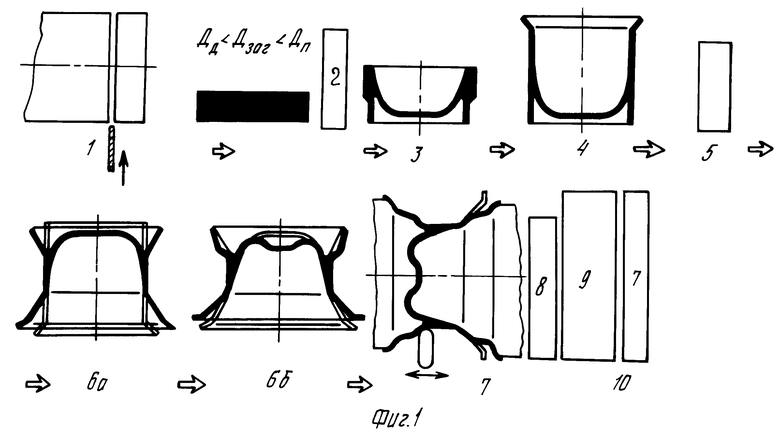
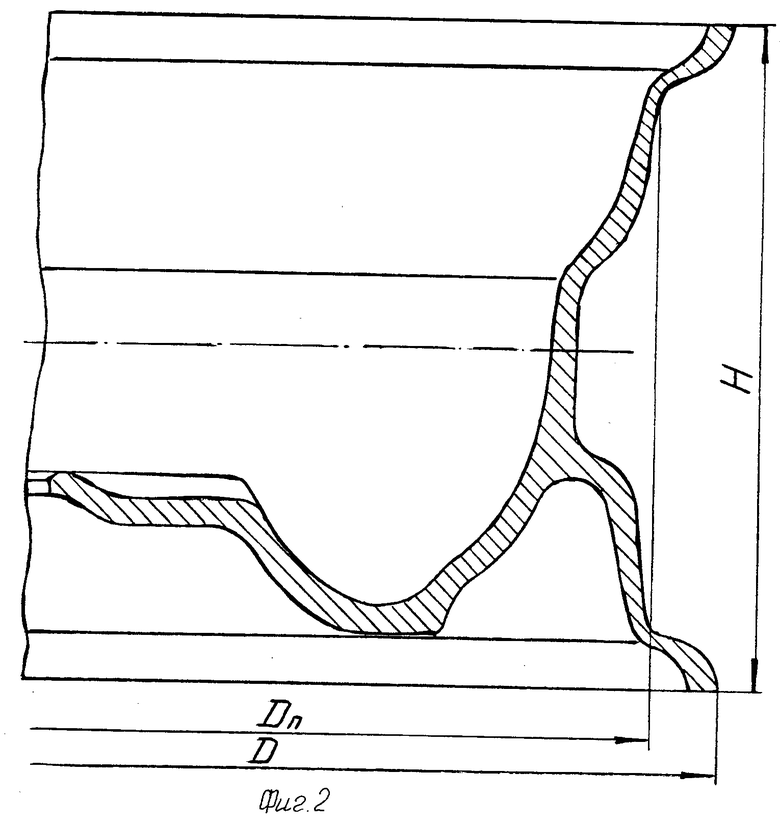
На фиг. 1 представлена совокупность технологических операций; на фиг.2 геометрия дискового колеса из алюминиевого сплава АД-35.
Способ изготовления дисковых колес транспортных средств из деформируемых коррозионно-стойких алюминиевых сплавов осуществляют следующим образом.
Прессованный алюминиевый пруток (штангу) в состоянии Т, диаметром больше внешнего диаметра диска, но меньше посадочного диаметра колеса, разрезают на штучные заготовки (1). Нагревают штучную заготовку до температуры горячей деформации (2). Деформируют в горячем состоянии штучную заготовку до получения цилиндрического полуфабриката с дном и заходной частью, внешний диаметр которой меньше наружного диаметра цилиндра, причем толщина дна полуфабриката меньше толщины стенки (3). Осуществляют прямое выдавливание при температуре полугорячей деформации алюминиевых сплавов до получения тонкостенного стакана высотой, превышающей ширину обода колеса (4) и подогрев тонкостенного стакана до температуры полугорячей деформации (5).
Затем осуществляют коническую двухстадийную (предварительную и окончательную) раздачу прилегающих к торцам стенок участков тонкостенного стакана с одновременным деформированием дна стакана до получения профиля диска колеса (6а и 6б). Выполняют профилированную раскатку стенок тонкостенного стакана до получения профиля обода (7), пробивку отверстий в диске колеса (8) и закалку с последующим искусственным старением штампованного и раскатанного полуфабриката колеса (9).
Осуществляют механическую обработку торцов обода (10).
Деформирование нагретой до температуры горячей деформации заготовки до получения цилиндрического полуфабриката с дном и заходной частью под последующее выдавливание тонкостенного стакана является самой тяжелонагруженной операцией способа, поэтому форма дна (геометрия пуансона) цилиндрического полуфабриката с точки зрения минимизации общего (удельного) усилия деформирования имеет большое значение.
Результаты экспериментально-аналитических исследований свидетельствуют о том, что при выбранной геометрии дна полуфабриката усилие формоизменения наименьшее. На величину деформирующего (удельного) усилия влияет величина контактного трения, зависящая от площади контактной поверхности, которая в свою очередь определяется высотой деформированного полуфабриката.
Прямое выдавливание при температуре полугорячей деформации цилиндрического толстостенного полуфабриката с заходной частью и тонким дном является наиболее рациональной технологической операцией образования первоначальной геометрии обода.
Действительно, результатом реализации указанной технологической операции является не только образование тонкостенного стакана, но и наличие конусообразного отбортованного участка в его верхней части, геометрия которого способствует формированию периферийной части одной из сторон обода колеса. Кроме того, в зависимости от конкретных производственных усилий реализации способа, горячее и полугорячее формоизменение могут выполняться с одного нагрева, что обуславливает снижение энергоемкости. Исключение из совокупности операций способа операции предварительная раскатка стенок тонкостенного стакана, обусловлено возможностью получения приближенно заданной толщины одной из сторон и центральной части обода на операции прямое выдавливание. Термообработка штампованного и раскатанного полуфабриката колеса из алюминиевого коррозионно-стойкого деформируемого сплава по режиму закалки и искусственного старения позволяет обеспечить заданный техническими условиями уровень механических характеристик материала колес.
Механической обработки наружной и внутренней поверхностей диска в заявляемом способе не требуется, так как геометрия диска получается в результате предварительного и окончательного (калибровка) формообразования, поэтому в предложенном способе обрабатывают резанием только торцы обода (подрезка фестонов, образованных в результате раскатки).
П р и м е р. Способ изготовления дисковых колес транспортных средств из алюминиевых коррозионно-стойких деформи- руемых сплавов АД-35 и АД-33 опробован при изготовлении колеса автомобиля ВАЗ 2103 (черт. N 45 42140206 2103-3101015), которое в отечественной автомобильной промышленности серийно изготавливают из стали 08ГС10Ф(Т) ТУ 14-1-3764-84.
Прессованную штангу ГОСТ 21488-76 диаметром 180 мм из сплава АД-35 ГОСТ 4784-74 разрезали на штучные заготовки дисковой пилой, которые затем деформировали полузакрытой осадкой до диаметра 315 мм. Заготовки нагревали в электропечи КЭП до 460оС и деформировали на прессе мод. ПА 2642 в установке УИГ-700. Штамповый инструмент подогревали до 350.370оС.
После горячей штамповки цилиндрического полуфабриката диаметром 312 мм с дном толщиной 7 мм, заходной частью диаметром 300 мм его деформировали при температуре 280.310оС по схеме прямого выдавливания до получения тонкостенного стакана диаметром 300 мм и высотой 156 мм. Затем подогревали в электропечи тонкостенный стакан до температуры 310оС и осуществляли коническую предварительную и окончательную раздачу участков, прилегающих к торцам стенок тонкостенного стакана под углами 45 и 20о с одновременным деформированием дна стакана до получения профиля диска колеса.
Профильную раскатку роликом стенок тонкостенного стакана до получения профиля обода осуществляли на раскатном стане СРГ и токарном станке при 20оС и в полугорячем состоянии (как вариант). Пробивку отверстий в диске обода выполняли в отдельном штампе, установленном на КГШП. Закалку штампованного и раскатанного полуфабриката колеса осуществляли при температуре 520.535оС с выдержкой 30 мин и охлаждением в подогретую до 40оС воду, а искусственное старение при температуре 160-170оС продолжительностью 10.12 ч.
В результате операции термообработка были получены следующие механические характеристики материала полуфабриката колеса из сплава АД-35: σв 340. 350 МПа; δ= 10.11% из сплава АД-33; σв 320.330 МПа, δ 10% Заключительными операциями способа являлись операции механической обработки торцов обода центрального отверстия в диске и контроля. Изготовленные по приведенному способу колеса соответствовали техническим условиям.
Технико-экономическая эффективность от использования предложенного способа по сравнению с базовым объектом заключается в снижении общей трудоемкости изготовления при обеспечении заданного уровня механического и эксплуатационных характеристик материала колес из коррозионно-стойких деформируемых алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения кольцевых изделий | 1987 |
|
SU1551461A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ | 2009 |
|
RU2392078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
Использование: обработка металлов давлением, в частности технология изготовления дисковых колес транспортных средств из коррозионно-стойких деформируемых алюминиевых сплавов. Сущность изобретения: способ включает операции нагрева заготовки, ее объемной многооперационной штамповки, раскатки обода, пробивки отверстий в диске и механической обработки. Многооперационную штамповку заготовки в виде цилиндра диаметром больше внешнего диаметра диска, но меньше посадочного диаметра колеса осуществляют в режиме горячей деформации алюминиевых сплавов до получения цилиндрического полуфабриката с дном и заходной частью, внешний диаметр которой меньше наружного диаметра цилиндра. Толщина дна полуфабриката меньше толщины стенки. Выполняют прямое выдавливание цилиндрического полуфабриката при температуре полугорячей деформации алюминиевых сплавов до получения тонкостенного стакана, высотой превышающей ширину колеса. Затем подогревают тонкостенный стакан до температуры полугорячей деформации и осуществляют коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана с одновременным деформированием дна стакана до получения профиля диска колеса. Коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана производят в две стадии, после чего выполняют раскатку стенок тонкостенного стакана до получения профиля обода, а затем закалку с последующим искусственным старением штампованного и раскатанного полуфабриката колеса и осуществляют механическую обработку торцов обода. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ, включающий нагрев заготовки из деформируемых коррозионно-стойких алюминиевых сплавов, ее объемную, многооперационную штамповку, раскатку обода, пробивку отверстий в диске и механическую обработку, отличающийся тем, что, с целью снижения трудоемкости процесса путем сокращения числа формообразующих операций при обеспечении заданного уровня механических и эксплуатационных характеристик материала колес, многооперационную штамповку заготовки в виде цилиндра, диаметром больше внешнего диаметра диска, но меньше посадочного диаметра колеса, осуществляют в режиме горячей деформации алюминиевых сплавов до получения цилиндрического полуфабриката с дном и заходной частью, внешний диаметр которой меньше наружного диаметра цилиндра, причем толщина дна полуфабриката меньше толщины стенки, после чего выполняют прямое выдавливание цилиндрического полуфабриката при температуре полугорячей деформации алюминиевых сплавов до получения тонкостенного стакана высотой, превышающей ширину обода колеса, затем подогревают тонкостенный стакан до температуры полугорячей деформации и осуществляют коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана с одновременным деформированием дна стакана до получения профиля диска колеса, причем коническую раздачу прилегающих к торцам стенок участков тонкостенного стакана выполняют в две стадии, после чего выполняют раскатку стенок тонкостенного стакана до получения профиля обода, затем выполняют закалку с последующим искусственным старением штампованного и раскатанного полуфабриката колеса и осуществляют механическую обработку торцов обода.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4048828, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
