Изобретение относится к области обработки металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при изготовлении кольцевых изделий.
Цель изобретения - повышение качества изделий.
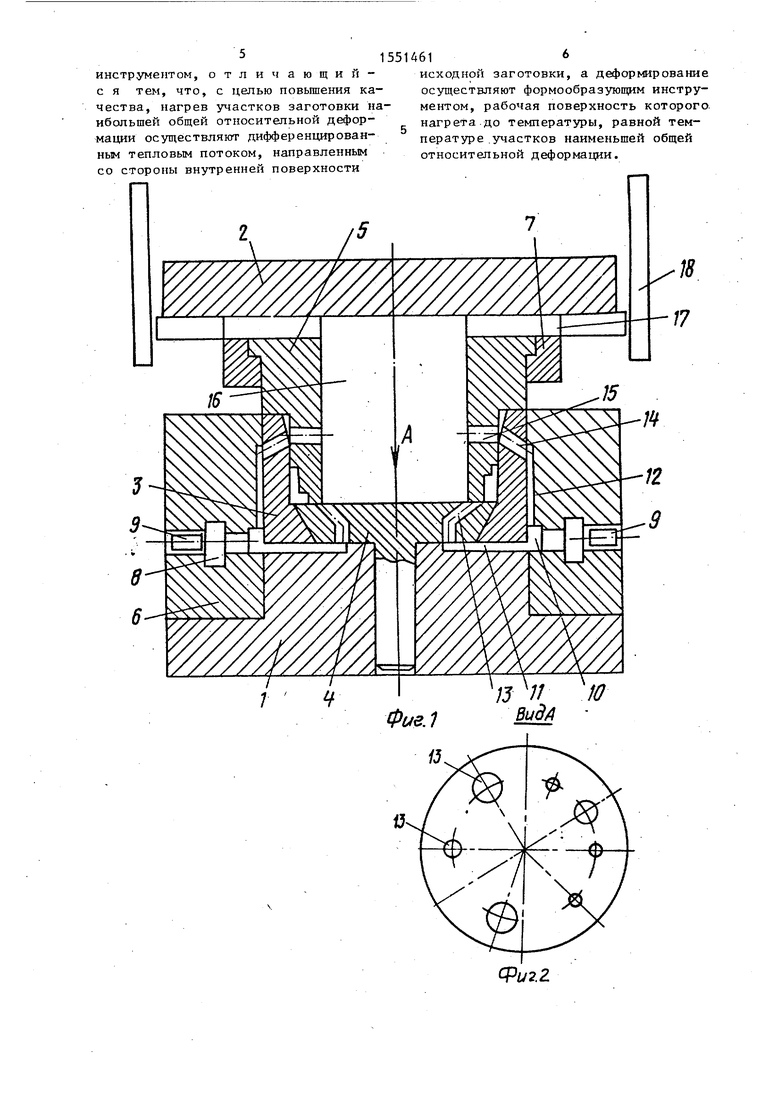
На фиг. 1 представлена схема реализации способа; на фиг. 2 - вид А на фиг. 1.
Согласно способу получение кольцевых изделий осуществляют путем изготовления исходной заготовки в виде кольца, ее нагрев и последующее деформирование нагретым инструментом.
Нагрев участков заготовки наибольшей общей относительной деформации осуществляют тепловым потоком переменной величины, направленным со стороны внутренней поверхности исходной заготовки, после чего деформируют заготовку инструментом, рабочая поверхность которого нагрета до температуры, равной температуре участков заготовки наименьшей общей относи- тельнбй деформации. Такое выполнение способа позволяет повысить качество заготовок в форме тел вращения типа колец, втулок и др. путем повышения равномерности деформации в очаге пластической деформации, обусловленной формированием в последнем более равномерного (однородного) температурного поля, и, как следствие, формирование текстуры с минимальной анизотропией по объему заготовки и с волокнами, эквидистантными ее наружной поверхности при реализации схемы на
СЛ
ел
4ъ
Ф
пряжения деформированного состояния, близкой к схеме всестороннего неравномерного сжатия.
Устройство для реализации способа содержит нижнее неподвижное основание 1, установленное на столе пресса, верхнее подвижное основание 2, крепящееся к подвижной траверсе пресса, штамп, матрица 3, выталкиватель 4 и
пуансон 5 которого закреплены соответственно в матрицедержателе 6 и пуансонодержателе 7, соединенных с нижним и верхним основаниями. Непосредственно в тепе матрицедержателя 6 выполнена кольцевая нагревательная камера 8, которая отапливается газовыми горелками 9, установленными тангенциально к внешней боковой поверхности нагревательной камеры. Соединенная с нагревательной камерой вытяжная система имеет ряд каналов, выполненных в теле матрицедержателя, нижнем основании, матрице, пуансоне и выталкивателе. Кольцевая камера 10, образованная матрицедержателем, нижним основанием и матрицей, распределяет теплоноситель в радиальные 11 и вертикальные каналы 12. Радиальные каналы выполнены между основанием 1 и матрицей 3, Эти каналы соединены с соплами 13 переменного сечения, выполненными в выталкивателе 4.
Вертикальные каналы 12 выполнены между матрицедержателем 6 и боковой поверхностью матрицы 3. Эти каналы соединены отверстиями 14 в матрице, которые выполнены выше деформирования, и каналами 15 в пуансоне с внутренней полостью 16 устройства.
Внутренняя полость 16 устройства каналами 17, выполненными в пуансонодержателе 7, соединена с системой 18 дымоудаления.
Пример. Исходную заготовку в форме кольца с переменной толщиной стенки, с наружным диаметром 630 мм (максимальная толщине стенки 80 мм, минимальная 25 мм) из литейно-дефор
15
20
25 зо 14614
сотой 40 мм, при максимальная толщина заготовки 95 мм, а минимальная 32 мм.
Нагрев заготовки осуществляли посредством подачи теплоносителя через каналы., выполненные в инструменте.
Каналы (сопла) переменного сечения ориентированы в установке таким JQ образом, что против участков, претерпевающих наибольшую общую относительную деформацию расположены сопла наибольшего диаметра, а против участков, претерпевающих наименьшую общую относительную деформацию, расположены сопла наименьшего диаметра. Наибольший диаметр сопла 22 мм, а наименьший 8 мм. Температура нагрева участков, претерпевающих наименьшую общую относительную деформацию, равна температуре нагрева рабочих поверх5о
5
5
0
ностеи пуансона и матрицы и составляла 360-380°С, а участков, претерпевающих общую относительную деформацию, 430-450°С, Время нагрева указанных участков одинаковое 4-6 мин. По окончании времени нагрева осуществляли объемную деформацию заготовки до формирования ее окончательной геометрии кольцеобразным пуансоном, рабочая поверхность которого была нагрета тепловым потоком через сопла наименьшего диаметра до указанной температуры.
Наибольшей общей относительной деформации подвергались утолщенные участки исходной заготовки (максимальная деформация на этих участках 58%, средняя величина деформации 39%), а наименьшей - участки с исходной тол- щинчой 25 мм, максимальная величина деформации на которых 27%, а средняя величина деформации 18%.
Таким образом предложенный способ позволяет повысить качество кольцевых заготовок переменного по высоте сечения путем формирования текстуры деформации с минимальной анизотропией
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермической штамповки | 1986 |
|
SU1349866A1 |
| Устройство для изотермической штамповки | 1987 |
|
SU1493376A2 |
| Матричный блок | 1981 |
|
SU984613A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ КОРОНОК | 1992 |
|
RU2043755C1 |
Изобретение относится к обработке металлов давлением, а именно к кузнечно штамповочному производству и может быть использовано при изготовлении кольцевых изделий. Цель изобретения - повышение качества изделий. Способ осуществляется с использованием дифференцированных тепловых потоков для нагрева исходной кольцевой заготовки и инструмента. Тепловые потоки подаются на различные участки заготовки и инструмент. Применение таких потоков позволяет значительно облегчить формообразование сложных внутренних выступов, что повышает качество изделий за счет значительного снижения анизотропии механических характеристик. 2 ил.
мируемого сплава, изготовленную литьем механических характеристик по объему
заготовки и с волокнами, эквидистантными ее наружной поверхности.
Формула изобретения
Способ получения кольцевых изделий, включающий изготовление исходной заготовки в виде кольца, ее нагрев и последующее деформирование нагретым
под низким давлением, деформировали в опытно-промышленной установке газового нагрева, установленной на гидравлическом прессе мод. ПА-2642, усилием 16,0 МН. Высота исходной заготовки была равна 95 мм. Заготовку деформировали в закрытом штампе до образования участков с максимальной высотой 75 мм и минимальной вы55
515514616
инструментом, отличающий-исходной заготовки, а деформирование
с я тем, что, с целью повышения качества, нагрев участков заготовки наибольшей общей относительной деформации осуществляют дифференцированным тепловым потоком, направленным со стороны внутренней поверхности
осуществляют формообразующим инструментом, рабочая поверхность которого нагрета до температуры, равной температуре участков наименьшей общей относительной деформации.
/J V/ Ю ВидА
| Охрименко Я.М., Гусев Ю.В., Мат- веенков А.П.,Фрагов В.И | |||
| Штамповка сложнокольцевых деталей с использованием эффекта сверхпластичности | |||
| - Кузнечно-штамповочное производство, 1981, № 3, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
