Изобретение относится к машиностроению, а именно к способам изготовления колес из легких сплавов, и может быть использовано для производства колес транспортных средств.
Известный способ изготовления колес из легких сплавов литьем [1] включает в себя следующие операции: приготовление и обработку расплава, изготовление отливки, контроль качества отливки, термо- и механическую обработку колеса, гальваническую обработку, окраску изделия, контроль качества и упаковку.
Наиболее перспективным способом изготовления колес литьем является литье под низким давлением. Этот способ обеспечивает наиболее высокую прочность колес, однако он трудоемок. Качество отливки во многом зависит от технологии приготовления расплава. Расплав перед заливкой тщательно очищают от газа и неметаллических включений посредством вакуумирования или обработкой диспергируемой газовой струей (аргоном или осушенным азотом). Исключение попадания в отливку колеса неметаллических включений достигают за счет грубой и тонкой очистки расплава через фильтры из стеклоткани и пенокерамики. Для обнаружения раковин и трещин особенно в колесах для безкамерных шин применяют 100%-ный рентген-контроль. Тем не менее брак по литью из-за пористости отливки достигает 15% Стоимость колес, изготовленных описанным способом превышает стоимость изготовления стальных в 3 4 раза.
Известен способ изготовления колес из легких сплавов [2] позволяющий улучшить качество колес за счет применения объемной штамповки в разъемных штампах. Преимущества способа штамповки проявляются в возможности согласования направления волокон металла с направлением главной нагрузки, что обеспечивает повышение предела усталости металла и надежность колеса. В зависимости от направления и величины нагрузки возможна оптимизация толщины обода и диска, что находит отражение в меньшей массе по сравнению с литым колесом. Однако коэффициент использования металла при этом остается недостаточно высоким и не превышает 0,4.
Известен способ изготовления колес из легких сплавов [3] заключающийся в следующем. Объемную заготовку предварительно штампуют за две операции на гидравлическом прессе, а затем производят раскатку профиля обода. Такой способ изготовления колес для легковых и грузовых автомобилей несмотря на их хорошее качество и повышенный коэффициент использования металла, не смог вытеснить способ изготовления колес литьем из-за многократного увеличения затрат на их изготовление.
Известен также способ изготовления колес из легких сплавов из полосового материала [4]
Исходным материалом для изготовления ободьев является лента в рулонах или полоса, от которой на правильно-отрезном станке отрезают мерную заготовку. Затем заготовку завивают в кольцо на круглогибочной машине и сваривают по стыку методом контактно-дуговой сварки. Далее обрабатывают сварной шов снятием заусенца и заглаживанием. Профилирование ободьев осуществляют на профилировочных станках, как правило, за четыре операции деформации и одну операцию правки. В отдельных случаях выполняется профилирование за одну операцию раздачи и правки на прессах или давильных машинах.
Диск колеса формуют на прессах из круглой заготовки за несколько операций в зависимости от выбранного дизайна. Затем диск и обод сваривают аргоно-дуговой сваркой.
Данный способ изготовления колес отличается высокой производительностью, имеет небольшие затраты и обслуживается небольшим штатом.
Недостатком способа следует считать обусловленную его особенностью ограниченность дизайна дисков по геометрическим формам по сравнению с литыми или штампованными.
Известен также способ изготовления ободьев колес из легких сплавов из прессованных профилей [5]
Гибку экструдированного профиля, имеющего выступ, в обод осуществляют на специализированном агрегате. Выступ при гибке формуют в кольцевое посадочное место, предназначенное для установки диска. Затем выполняют сварку профиля по стыку. Центральную часть колеса диск выполняют литым или штампованным. Крепление диска с ободом осуществляют сваркой или болтами с гайками, число которых может варьироваться в зависимости от габаритных размеров обода. В этом случае профиль обода колеса по сравнению с другими известными типами колес имеет меньшую массу, отличается большей прочностью, а отсутствие обработки резанием делает его изготовление менее трудоемким.
Однако использование экструдированного профиля вносит жесткие требования к его качеству по структуре, т.к. для традиционных способов экструдирования термически упрочняемых сплавов типа AlMgSiI характерно образование крупнокристаллического ободка, отличающегося пониженной коррозионной стойкостью и большими остаточными напряжениями в металле, что нежелательно для ободьев колес. Использование экструдированных профилей, полученных традиционными способами, требует выполнения дополнительных операций для снятия остаточных напряжений, например, посредством термической обработки или деформацией при правке и калибровке. Наличие крупнокристаллических ободков в поверхностном слое профиля сказывается на снижении коррозионной стойкости, что требует дополнительных затрат на защиту поверхностей ободьев специальными покрытиями.
Задачей изобретения является создание такого способа изготовления колес из легких сплавов, который бы за счет рационального использования исходных полуфабрикатов позволил значительно увеличить производительность процесса изготовления колес при одновременном повышении коэффициента использования металла и качества получаемых изделий.
Эта задача решается благодаря тому, что в способе изготовления колес из легких сплавов обод колеса получают из профиля, полученного экструдированием исходной заготовки, гибкой его в кольцо и сваркой по стыку. Далее следует изготовление диска колеса, последующей сборкой его с ободом и их соединение. В зависимости от заданных уровней однородности структуры и физико-механических свойств профиль изготавливают экструдированием предварительно нагретой заготовки в условиях отсутствия сопротивляющегося действия сил трения или наличия регламентированных сжимающих напряжений в поверхностных слоях посредством выбора режимов нагрева заготовки и контейнера и кинематического режима движения контейнера и пресс-штемпеля. Гибку профиля в кольцо осуществляют на профилегибочных машинах. После сварки по стыку полученный обод подвергают правке. Диск изготавливают литьем или штамповкой из объемной или листовой заготовки, а сборку диска с ободом осуществляют запрессовкой с последующей сваркой.
Это дает возможность за счет устранения образования крупнокристаллического ободка в поверхностных слоях получать высокопрочное колесо с минимальной массой, повышенной коррозионной стойкостью и хорошим дизайном. Способ отличается высокой производительностью.
Для получения экструдированного профиля с однородной структурой с заданной минимальной величиной крупнокристаллического ободка, определяемой припуском с внутренней поверхностью обода с учетом измерения размеров профиля в процессе гибки и правки, заготовку для экструдирования выбирают длиной, не превышающей двух ее диаметров, заготовку и контейнер нагревают соответственно до (0,8 0,95) и (0,8 0,9) температуры верхней границы диапазона технологической пластичности материала заготовки. Экструдирование ведут прямым или обратным способом со скоростью, равной (0,3 0,5) предельно допустимого значения, регламентированного сплошностью профиля. Причем при прямом экструдировании применяют технологические смазки.
Это дает возможность получать экструдированный профиль для изготовления обода с минимальной величиной крупнокристаллического ободка, что сводит механическую обработку колеса к минимуму, и позволяет дополнительно повысить прочность обода колеса.
Получение экструдированного профиля с однородной структурой при отсутствии крупнокристаллического ободка со стороны внутренней поверхности обода, исключающего припуск под механическую обработку, осуществляют прямым или обратным экструдированием без применения технологической смазки в изотермических режимах при нагреве контейнера и заготовки до (0,9 0,95) температуры верхней границы диапазона технологической пластичности материала заготовки со скоростью, равной (0,2 0,3) предельно допустимого значения, через двухканальную матрицу с параллельными каналами, обращенными внутренней поверхностью ободьев к оси матрицы.
Это дает возможность получать экструдированный профиль для изготовления обода традиционными способами на прессах прямого и обратного действия с исключением последующей его механической обработки, так как на внутренней поверхности обода в процессе экструдирования практически не образуется крупнокристаллического ободка, а ободковая часть формируется на профиле со стороны, которая в последующем будет находится под шиной, защищающей ее от коррозии.
Получение однородной структуры экструдированного профиля без крупнокристаллического ободка с исключением припуска под механическую обработку и повышенным уровнем прочностных и пластических свойств обеспечивают нагревом заготовки и контейнера до (0,75 0,9) температуры верхней границы диапазона технологической пластичности материала заготовки, а экструдирование ведут в условиях активного действия сил трения со скоростью, равной (0,3 - 0,6) предельно допустимого значения, регламентированного сплошностью профиля, при этом соотношение скоростей контейнера и прессштемпеля поддерживают в интервале 1,1 1,4.
Это дает возможность повысить прочностные и пластические свойства экструдированного профиля, что позволит в последующем осуществить его гибку в обод за меньшее число технологических операций и полностью устранить механическую обработку обода.
Форму и размеры поперечного сечения экструдированного профиля задают по форме и размерам обода колес по внешнему контуру и корректируют по внутреннему контуру в зависимости от необходимости усиления наиболее нагруженных мест обода у закраин и в месте соединения обода с диском с учетом изменения размеров профиля в процессе гибки и правки. При установлении формы и размеров профиля учитывают, что форма и размеры внешнего контура обода должны соответствовать требованиям Государственных стандартов, а геометрия внешнего контура определяется условиями изготовления и эксплуатации колеса с учетом утяжки, усадки и изменения температурных условий при нагреве и охлаждении материала колеса.
Это дает возможность оптимизировать массу колеса и повысить прочность его отдельных элементов.
Гибку экструдированного профиля осуществляют после предварительной подгибки концов за одну операцию без нагрева заготовки.
Это дает возможность сократить число операций при гибке и уменьшить себестоимость работ.
Гибку профиля, имеющего невысокий ресурс пластичности, осуществляют за несколько операций с промежуточными отжигами или в нагретом состоянии.
Это позволяет повысить качество обода.
Согнутый в обод экструдированный профиль подвергают травлению, промывке и сушке, а затем сваривают по стыку, выполненному под углом 45 90 к боковой кромке экструдированного профиля, при этом профиль для обода выбирают равным (0,97 0,99) периметра готового обода.
Это позволяет повысить качество сварного шва и надежность конструкции колеса.
Согнутый в обод экструдированный профиль сваривают по стыку контактно-стыковой сваркой.
Это обеспечивает повышение прочности сварного шва обода.
Правку сваренного обода осуществляют растяжением посредством его раздачи или осадки в разъемных матрицах или обжатием резиной, жидкостью или полиуретаном.
Это обеспечивает получение высококачественного колеса в соответствии с требованиями Государственных стандартов.
Правку сваренного обода осуществляют путем нагрева обода до температуры верхнего интервала технологической пластичности профиля и с использованием разъемной оправки и последующего охлаждения обода на оправке до температуры окружающей среды.
Это повышает производительность процесса и качество изделия.
Диск колеса изготавливают штамповкой литой заготовки или литьем под низким давлением, посадочную поверхность диска подвергают механической обработке, а затем запрессовывают диск в обод и сваривают с последним по внутренней поверхности обода.
Это расширяет сортамент колес, их дизайн и снижает стоимость их изготовления.
Диск колеса изготавливают штамповкой из экструдированной заготовки с одновременной сборкой диска с ободом в разъемных штампах, а сварку диска с ободом осуществляют давлением или аргонодуговой сваркой по внутренней поверхности обода.
Это дополнительно повышает коэффициент использования металла.
Диск колеса изготавливают из прутковой заготовки штамповкой в разъемных штампах с одновременной сборкой с ободом и их сваркой давлением в защитных средах при температурах нагрева, близких к верхней границе технологически допустимого интервала температур, при этом используют обод, выполненный с внутренней стороны с технологическими выступами и пазами.
Это позволяет дополнительно повысить прочность колеса и обеспечить условия выполнения сварки давлением.
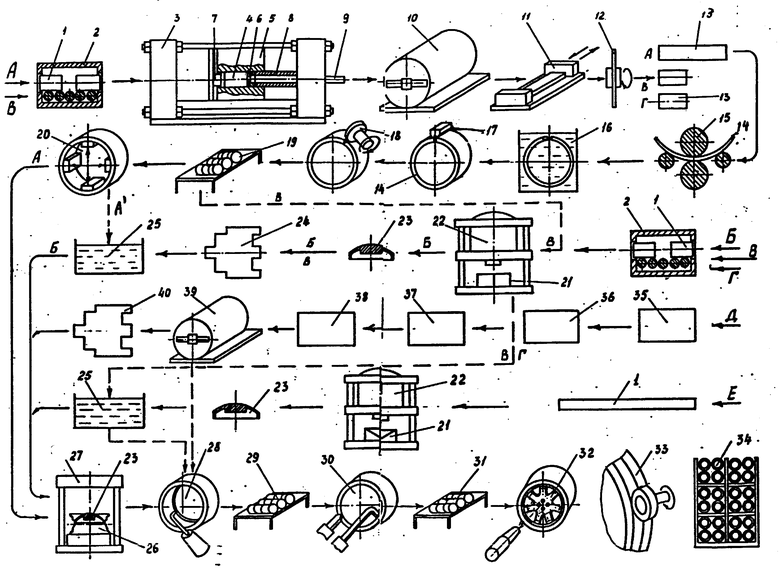
Способ изготовления колес из легких сплавов реализуют следующим образом.
Способ поясняется чертежом.
Сплошную заготовку 1, подлежащую экструдированию для получения профиля обода колеса, нагревают. Нагрев заготовки осуществляют, например, в печах 2 индукционного действия или сопротивления. Диапазон температур нагрева заготовки, подлежащей экструдированию, выбирают в зависимости от типа сплава.
Например, нагрев заготовки из труднодеформируемых алюминиевых сплавов осуществляют до температуры примерно 320 480oC в зависимости от вида сплава, типа процесса, требований к физико-механическим свойствам и скорости экструдирования.
Нагрев заготовки перед экструдированием позволяет снизить расход энергии на процесс экструдирования. Кроме того, при обработке давлением сплавов, проявляющих пресс-эффект (эффект структурного упрочнения) нагрев заготовки позволяет повысить уровень механических свойств изделия.
После нагрева заготовку 1 подают к прессу 3 (на фиг. 1 по стрелке А) заталкивают ее в полость 4 втулки контейнера 5 пресса 3. Для уменьшения энергетических затрат на процесс экструдирования профиля перед деформацией контейнер 5 матрицу 6 и пресс-штемпель 7 целесообразно предварительно нагреть. Температура нагрева зависит от материала экструдированной заготовки и заданных физико-механических свойств экструдированного профиля. Например, при экструдировании труднодеформирующих алюминиевых сплавов она примерно составляет 320 420oC. Далее начинают процесс экструдирования в условиях, обеспечивают получение благоприятного сочетания прочностных и пластических свойств и устраняющих или ограничивающих образование крупнокристаллического ободка. Например, при получении экструдированного профиля в условиях активного действия сил трения одновременно перемещают контейнер 5 и пресс-штемпель 7 в сторону матрицы 6, установленной на длинном пресс-штемпеле 8, причем скорость контейнера 5 выбирают больше скорости пресс-штемпеля 7.
В результате таких кинематических условиях на боковой поверхности заготовки возникают силы трения, направленные в сторону истечения металла, что обеспечивает создание сжимающих напряжений вблизи контактной поверхности заготовки с контейнером. В таких условиях имеет место увеличение скорости периферийного потока металла в заготовке и замедление скорости осевого слоя. Это существенно изменяет характер течения металла в обжимающей части пластической зоны и создает условия для выравнивания структуры по объему экструдированного профиля и повышения его коррозионной стойкости.
После окончания экструдирования отделяют готовый экструдированный профиль 9 от пресс-остатка традиционным способом. Затем профиль подвергают термообработке в печи 10, правке на растяжной или роликовой правильной машине 11 и резке на пиле 12 на заготовки 13 мерной длины. При резке применяют как безотходную разделку, так и фасонную с отходом, что при свертывании заготовки в кольцо позволяет получить равномерный зазор в стыке.
Длину мерной заготовки экструдированного профиля выбирают равной 0,97 - 0,99 периметра готового обода 14, что позволяет в дальнейшем осуществлять правку обода растяжением.
Гибку экструдированного профиля в обод 14 осуществляют на профилегибочной машине 15 или прессе в специальном штампе. Затем производят подготовку стыка к сварке с целью доводки формы и взаимного расположения концов согнутого обода до состояния, обеспечивающего его свободную установку на сварочную машину.
Форма стыка может иметь как прямой угол 90o к боковой кромке экструдированного профиля, так и острый не менее 45o, что позволяет увеличить длину сварного шва и одновременно повысить его эксплуатационные свойства.
В зависимости от типа используемого сплава обод перед сваркой подвергают травлению на специальном агрегате 16 в щелочи или кислоте, а затем промывке и сушке. Далее осуществляют стыковую сварку на сварочном агрегате 17 непрерывным оплавлением.
Для сварки профиля по стыку обода целесообразно применять аргонодуговую или электроконтактную сварку, обеспечивающую для ряда сплавов прочность не менее 90% прочности сплошного экструдированного профиля.
После зачистки сварного шва 18 и контроля 19 его качества осуществляют правку свариваемых ободьев 14 растяжением посредством его раздачи, например, на специальных машинах 20 для экспандирования или в разъемных штампах 21 на прессах 22 при последующей одновременной запрессовке диска 23 в обод 14 и правке. В результате этого устраняют прямолинейные участки экструдированного профиля вблизи стыка и овальность обода.
Уменьшение угла стыка менее 45o нецелесообразно из-за сложности выполнения подобных кромок, ухудшения условий сварки и снижения коррозионной стойкости ободьев вблизи острых кромок.
Уменьшение длины экструдированного профиля под обод до 0,97 0,99 периметра готового обода обуславливают условия правки полых изделий растяжением. При длине профиля менее 0,97 периметра готового обода повышается вероятность появления овальности и снижения пластических характеристик деформируемого материала. При длине экструдированного профиля более 0,99 периметра готового обода имеет место некачественная правка, не устраняющая овальность.
Диск 23 колеса изготавливают штамповкой литой заготовки в закрытых штампах с формированием заданной геометрии диска и выдавливанием межспицевых полостей со смещением перемычки за пределы рабочей части диска колеса (см. по стрелке Б). После штамповки диск подвергают механической обработке по внешнему контуру посадочных поверхностей диска с ободом 24 с одновременным удалением межспицевых передочных поверхностей диска с ободом 24 с одновременным удалением межспицевых перемычек, а далее производят травление в агрегате 25.
Затем осуществляют запрессовку диска 23 в обод 14 колеса 26 на агрегате 27, травление в агрегате 25, сварку 28 обода 14 с диском 23, контроль качества шва 29 и окончательную совместную механическую обработку 30 всего колеса, контроль качества 31, покраску 32, окончательный контроль на стендах 33 и упаковку 34. Как вариант, возможно изготовление диска 23 колеса горячей штамповкой из предварительно полученного экструдированного профиля при его штамповке с одновременной сборкой диска и обода в колесо в разъемных штампах 21 с их правкой растяжением и последующей их сваркой.
Штамповка профилированной заготовки (технологическая последовательность показана стрелкой В на чертеже) позволяет существенно расширить диапазон дисков колес с использованием комбинированных конструкции матриц. Используя возможности экструдирования можно получать различные профили с разнообразным дизайном. В этом случае дизайн диска определяется только конструкцией комбинированных матриц, их геометрией и конфигурацией гравюры штампов. Такое технологическое решение позволяет приблизить объем заготовки к объему поковки диска, устранив отходы металла, идущие на формирование перемычек, обеспечив устранение застойных зон и получение по всему объему диска равномерно деформированную структуру с заданным уровнем физико-механических свойств.
Как разновидность технологических производств колес из легких сплавов диск колеса изготавливают из расплава 35 литьем под низким давлением 36. Технологический процесс на основе литья требует применения 100% рентгенконтроля 37, удаления прибыльной части отливки 38, термообработки 39 и механической обработки 40 посадочного места диска. Такой способ дает возможность расширить возможность дизайна за счет применения фасонного литья. Однако последующая деформация литейных сплавов затруднена, что учитывается при запрессовке диска в обод, когда не допускается большая деформация диска. В этом случае обод 14 подвергают предварительной правке или на специализированной машине 15, или в разъемном штампе 21, а при запрессовке диска в обод допускается только небольшая деформация.
Как вариант изготовления колес диск изготавливают из прутковой заготовки штамповкой в разъемных шинах с одновременной сборкой с ободом и их сваркой давлением в безокислительных средах при температурах нагрева, близких к верхней границе технологически допустимого интервала температур.
Как вариант изготовления колес диск изготавливают из полосовой заготовки листовой штамповкой за несколько технологических переходов. Такое техническое решение позволяет снизить массу колеса, уменьшить отходы металла, повысив коэффициент использования металла.
Таким образом, патентуемый способ изготовления колес из легких сплавов позволяет осуществлять с наибольшей эффективностью получение высококачественных колес с повышенным уровнем физико-механических свойств и массой, меньшей массы штампованных и литых колес на 20 и 40% соответственно.
За счет уменьшения растягивающих напряжений металла у пояска матрицы при экструдировании профиля обода патентуемый способ позволяет получать профили с высокими антикоррозионными и регламентированными физико-механическими свойствами, что позволяет существенно снизить массу обода, повысить его эксплуатационные свойства, превосходящие соответствующие значения для ободьев, произведенных известными способами.
За счет выбора оптимальных температурно-скоростных и кинематических условий при экструдировании с активным действием сил трения можно получать высокие механические свойства по длине и сечению профиля при отсутствии структурной неоднородности, например, в виде крупнокристаллического ободка, что недостижимо любыми другими способами экструдирования. Причем изменяя температурно-скоростные режимы, можно получать как полностью рекристаллизованную структуру с повышенным уровнем пластичности, так и не рекристаллизованную с повышенным уровнем прочностных свойств в зависимости от требований к условиям работы колеса.
За счет соединения стыков экструдированного профиля стыковой сваркой и расположения стыка под углом к боковой кромке обеспечивается большая надежность колеса. Применение последующей правки обеспечивает повышение прочности сварного шва.
Помимо этого предлагаемый способ за счет применения комбинированных матриц для получения заготовки из экструдированного профиля под штамповку диска позволяет обеспечить разнообразный дизайн диска и быстрый переход с одного типа колеса на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2153946C2 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТОЯЩИХ ИЗ ДВУХ ЧАСТЕЙ КОМБИНИРОВАННЫХ КОЛЕС ИЗ ЛЕГКОГО СПЛАВА, В ЧАСТНОСТИ АЛЮМИНИЕВОГО СПЛАВА | 2012 |
|
RU2583236C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Способ холодного экструдирования труб из слитков алюминиевых сплавов | 1978 |
|
SU889179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
Использование: машиностроение, в частности технология изготовления колес, преимущественно к транспортным средствам из легких сплавов. Сущность изобретения: способ заключается в том, что обод изготавливают из профиля, полученного экструдированием исходной заготовки. Экструдирование предварительно нагретой заготовки в зависимости от заданных уровней однородности структуры и физико-механических свойств профиля ведут в условиях отсутствия сопротивляющегося действия сил трения или наличия регламентированных сжимающих напряжений в поверхностных слоях посредством выбора режимов нагрева заготовки и контейнера и кинематического режима движения контейнера. Гибку профиля в кольце осуществляют на профилегибочных машинах. После сварки по стыку полученный обод подвергают правке. Диск изготавливают литьем или штамповкой из объемной или листовой заготовки. Сборку диска с ободом осуществляют запрессовкой с последующей сваркой. 13 з.п. ф-лы, 1 ил.