Изобретение относится к способу и установке для изготовления емкостей, таких как бутылки из полиэтиленфталата (ПЭФ), предназначенные для последующего воздействия на них без существенных деформаций сравнительно жестких тепловых условий, которым они подвергаются в процессе наполнения горячей жидкостью или пастеризации их содержимого.
Известны способ и установка такого типа, которые позволяют изготавливать емкости, в частности бутылки, идеально отвечающие изложенным требованиям и выдерживающие без значительных деформаций, например, заполнение горячей жидкостью (температура выше 80оС) или операцию пастеризации.
Известный способ изготовления емкостей из полиэтилентерефтала, способных без значительных деформаций выдерживать воздействие высоких температур при заполнении их горячей жидкостью или заполнении или пастеризации их содержимого, включает стадии: а) нагревания при температуре, по крайней мере равной температуре размягчения полимера только корпуса, исключая горлышко предформы емкости из аморфного полиэтилентерефталата с горлышком емкости, имеющим окончательную форму и размеры; в) формования корпуса горячей предформы для образования промежуточной емкости, корпус которой имеет размеры, превышающие высоту на 20% и на 0-30% поперечные размеры окончательно получаемой емкости, при этом стенки промежуточной емкости при формировании охлаждают до температуры от 5 до 40оС; с) нагревания промежуточной емкости для уменьшения корпуса промежуточной емкости; d) окончательное формование уменьшенного горячего корпуса промежуточной емкости полученной на стадии с до получения его окончательных формы и размеров, при этом окончательное формование осуществляют в течение от 2 до 6 с.
Известное устройство для изготовления емкостей из полиэтилентерефталата, способных без значительных деформаций выдерживать воздействие высоких температур при заполнении их горячей жидкостью или пастеризации их содержимого, содержит первое нагревательное устройство для нагрева до температуры, по крайней мере равной температуре размягчения полиэтилентерефталата только корпуса, исключая горлышко предформы емкости, образованной аморфным полиэтилентерефталатом, с горлышком, имеющим окончательные форму и размеры, при этом нагревательное устройство снабжено средствами для обеспечения тепловой защиты горлышка от нагрева, первую матрицу для формования корпуса промежуточной емкости из корпуса предформы, имеющую формообразующую полость с размерами, превышающими на 20% высоту и на 0-30% поперечные размеры получаемой емкости, и снабженную средствами охлаждения стенок полости матрицы до температуры от 5 до 40оС, вторую матрицу для формования корпуса окончательной емкости из нагретого корпуса промежуточной емкости, имеющую формообразующую полость с размерами, соответствующими размерам корпуса окончательной емкости, и снабженную средствами, обеспечивающими поддержание стенок формообразующей полости при определенной заданной температуре, и пункт термической обработки.
Однако на практике оказывается, что было бы желательно снизить насколько это возможно число постов обработки емкостей в процессе изготовления и/или упростить их конструкцию, что благоприятно сказывается не только на полной стоимости установки (снижение покупной цены, снижение транспортных расходов, уменьшение стоимости обслуживания и рисков неполадок), но также на длительность изготовления каждой емкости.
Основной задачей изобретения является создание способа и установки, обеспечивающих удовлетворение этих требований, сохраняя при этом два последовательных этапа вытяжка-надув, используемых при этом два последовательных этапа вытяжка-надув, используемых в соответствии с известным способом-прототипом, которые придают емкостям требуемую стойкость к сравнительно жестким тепловым условиям.
Решение поставленной задачи обеспечивается тем, что по способу, выполняемому согласно изобретению, в процессе осуществления стадии с нагревают корпус промежуточной емкости при температуре от 160 до 240оС в течение от 1 до 5 мин, при этом в течение части или всей продолжительности нагревания корпуса промежуточной емкости нагревают горлышко при температуре и в течение времени, обеспечивающих кристаллизацию полиэтилентерефталата только горлышка, а затем осуществляют медленное охлаждение горлышка, тем, что для осуществления стадии с вначале нагревают только корпус промежуточной емкости, без нагревания горлышка, затем начинают нагревать горлышко, одновременно продолжая нагревать корпус, затем осуществляют окончательное охлаждение горлышка, в то время как продолжается и заканчивается нагрев корпуса, тем, что предварительный нагрев только корпуса промежуточной емкости осуществляют в течение времени от 3 до 30 с, предпочтительно 5 с, тем, что для осуществления стадии с нагревают одновременно горлышко и корпус промежуточной емкости, затем охлаждают только горлышко промежуточной емкости, в то время как продолжается и завершается нагрев только корпуса, а также тем, что в процессе охлаждения горлышка осуществляют стабилизацию путем выдерживания его при температуре от 50 до 100оС в течение от 5 до 30 с, предпочтительно 20 с, с последующим окончательным охлаждением в течение от 20 до 40 с, предпочтительно 20 с, тем, что для осуществления стадии с одновременно нагревают горлышко и корпус промежуточной емкости, затем одновременно охлаждают горлышко и корпус полученной после нагрева емкости и после охлаждения окончательно нагревают корпус с целью осуществления стадии d, а также тем, что окончательный нагрев корпуса осуществляют с помощью нагрева инфракрасным излучением одновременно горлышка и корпуса в течение короткого промежутка времени от 3 до 20 с, предпочтительно 5 с, за счет чего обеспечивается нагрев только корпуса, что одновременное охлаждение горлышка и корпуса осуществляют в течение от 10 до 60 с, предпочтительно 40 с, и тем, что одновременный нагрев горлышка и корпуса в процессе осуществления стадии с производят в течение от 30 до 90 с, предпочтительно 45 с.
Задача изобретения обеспечивается также тем, что в установке согласно изобретению пункт термической обработки содержит второе нагревательное устройство для нагрева корпуса до температуры и в течение времени, обеспечивающими кристаллизацию полиэтилентерефталата только горлышка, при этом второе нагревательное устройство снабжено средством для медленного охлаждения горлышка, и тем, что второе нагревательное устройство включает средства нагрева только корпуса промежуточной емкости, средства нагрева только горлышка и средства для поддержания при определенной температуре и охлаждения только горлышка, тем, что второе нагревательное устройство включает средства нагрева корпуса и горлышка промежуточной емкости и средства для поддержания при определенной температуре и охлаждения только горлышка, тем, что второе нагревательное устройство включает средства нагрева корпуса и горлышка промежуточной емкости, средства охлаждения корпуса и горлышка и третье средство для нагрева только корпуса промежуточной емкости или горлышка и корпуса промежуточной емкости, полученной после нагрева вторым нагревательным устройством, а также тем, что третье средство нагрева снабжено элементами нагрева инфракрасного излучения.
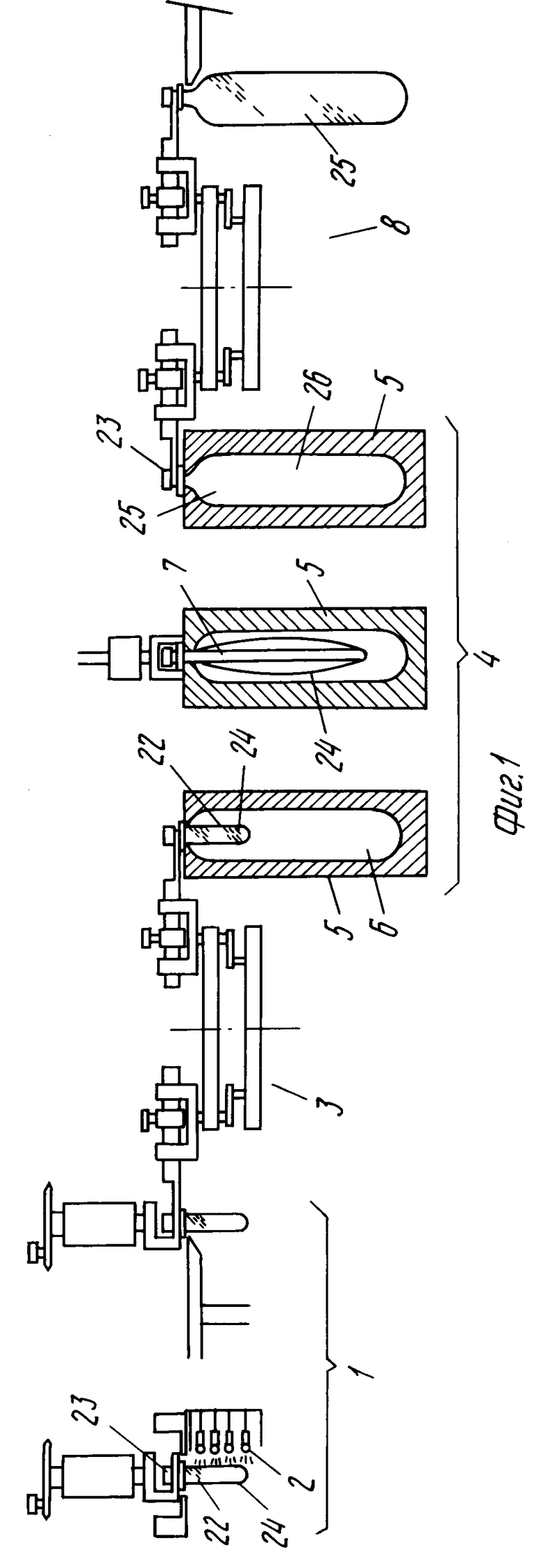
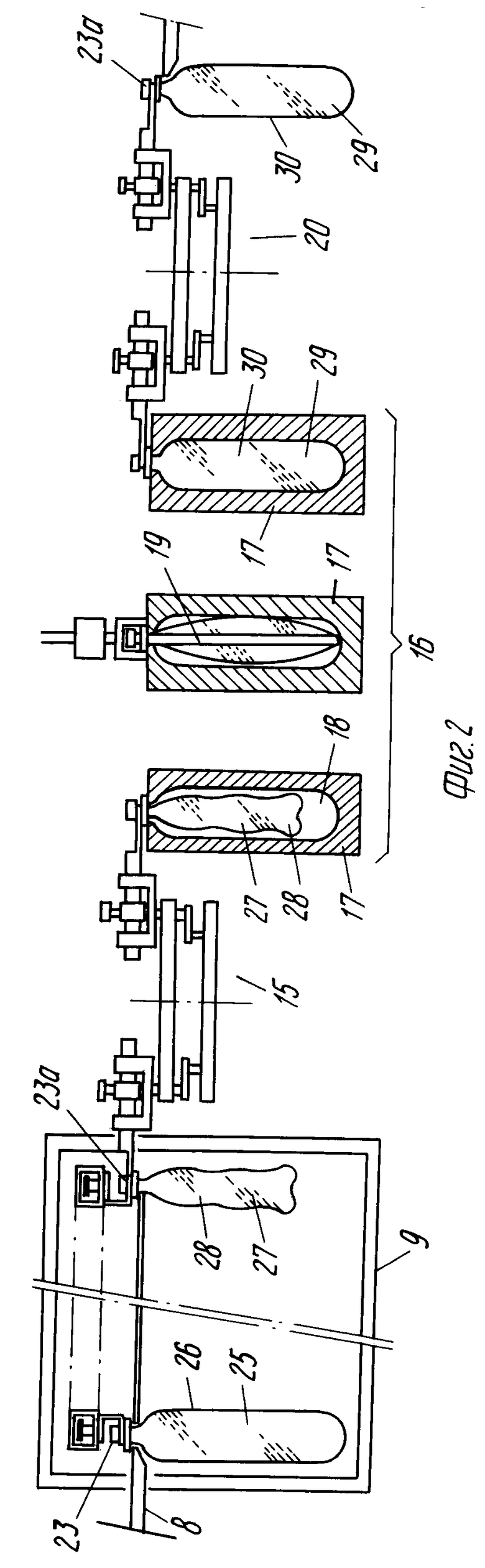
На фиг.1 и 2 схематично и последовательно показаны различные посты установки по изобретению, использующей способ по изобретению; на фиг.3, 4 и 5 три варианта реализации одного из постов части установки, показанной на фиг. 2, использующей три варианта способа по изобретению; на фиг.6 та же емкость, полученная в соответствии с изобретением на различных стадиях ее изготовления в соответствии с постами установки на фиг.1 и 2.
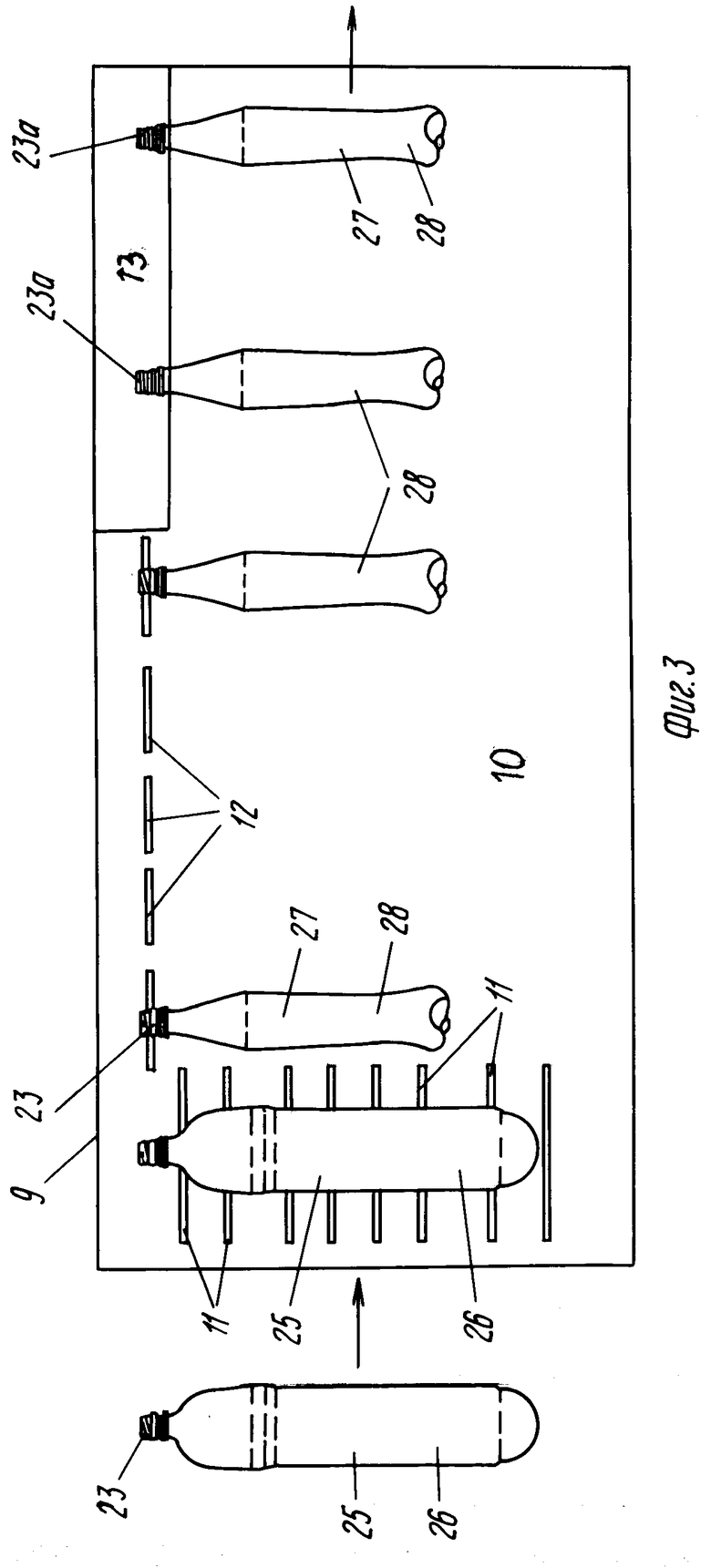
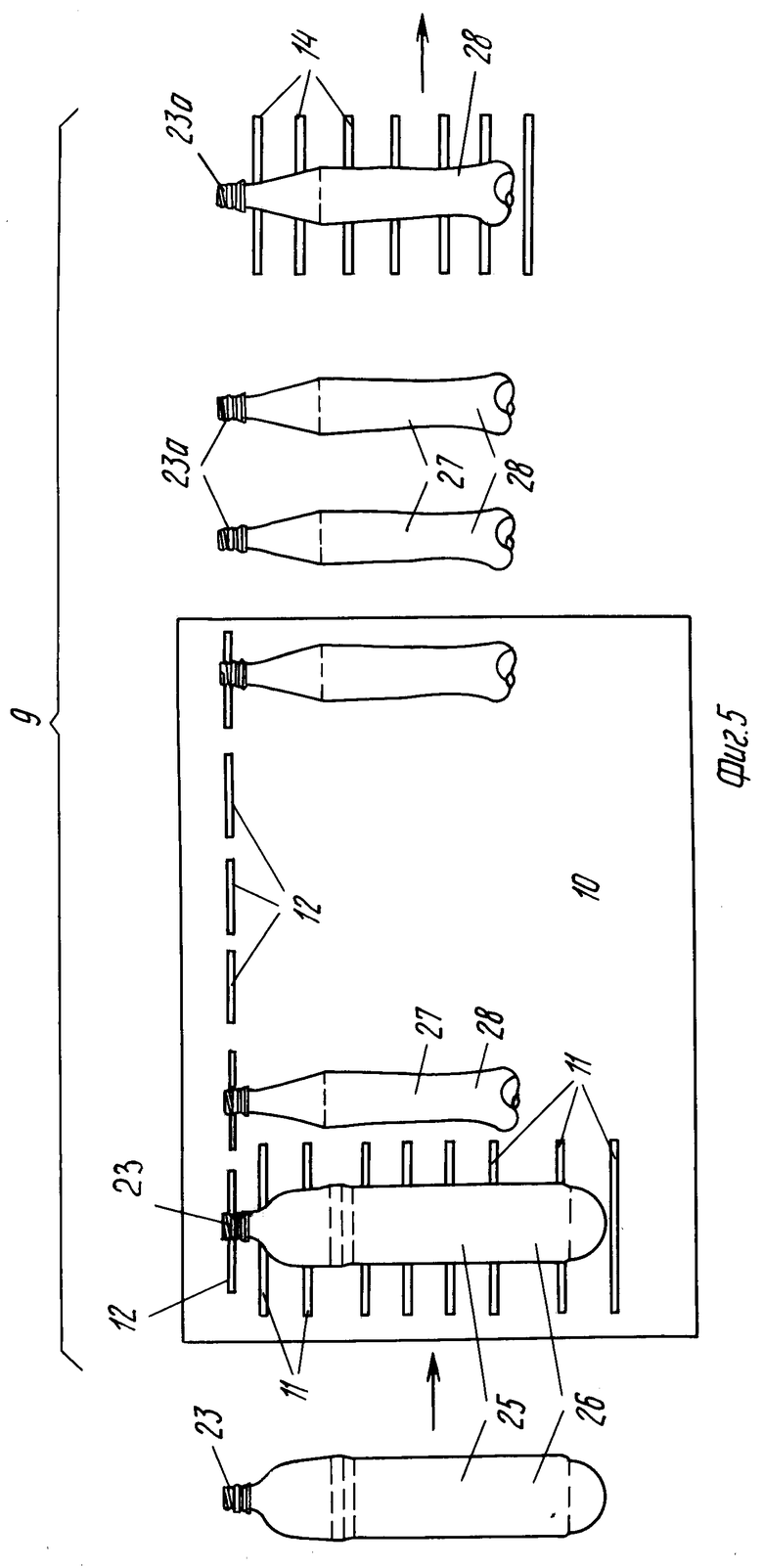
Установка для осуществления соответствующего изобретению способа содержит следующие элементы: транспортер предформы (на чертежах не показан); первое нагревательное устройство 1 материала предформ, образованное последовательно расположенными печами 2 с инфракрасным нагревом, транспортер 3 нагретых предформ, первый участок формообразования, содержащий матрицу 5 с формообразующей полостью 6 и подвижную оправку 7. Стенки матрицы 5 нагреты до температуры от 5 до 40оС, предпочтительно от 10 до 15оС. Полость 6 имеет размеры, превышающие на 20% высоту и от 0 до 30% поперечные размеры окончательно получаемой емкости, транспортер 8, второе устройство нагрева 9 емкости (см. фиг.3), полученной с первого участка формообразования 4. Это устройство нагрева образовано печью 10, температура в которой поддерживается между 160 и 240оС, преимущественно 200оС. Эта печь снабжена с одной из сторон от входа совокупностью ламп 11 инфракрасного излучения, расположенных параллельно между собой по всей высоте корпуса емкости, которую надо нагреть. Ряд ламп 12 инфракрасного излучения расположен на уровне горлышка емкости. Печь также снабжена кожухом 13, температура в котором равна 50-1000оС, и в который проникает только горлышко промежуточных емкостей.
По варианту осуществления изобретения, показанному на фиг.5, кожух 13, изолированный от печи 10, позволяет производить управляемое охлаждение комплекта (совокупности) промежуточных емкостей.
В показанном на фиг. 5 варианте устройства имеется третье устройство нагрева 14, образованное комплектом ламп инфракрасного излучения, расположенных параллельно друг другу по всей высоте корпуса суженной промежуточной емкости.
Установка включает также транспортер 15, второй участок формообразования 16, содержащий матрицу 17, формообразующая полость 18 которой имеет форму и размеры окончательно получаемой емкости, подвижную оправку 19, транспортер 20 и основание 21 полукруглой формы, в том случае, когда окончательно получаемая емкость имеет полукруглое дно, основание 21 накладывается на плоское дно. Стенки матрицы 17 поддерживаются при температуре от 60 до 120оС.
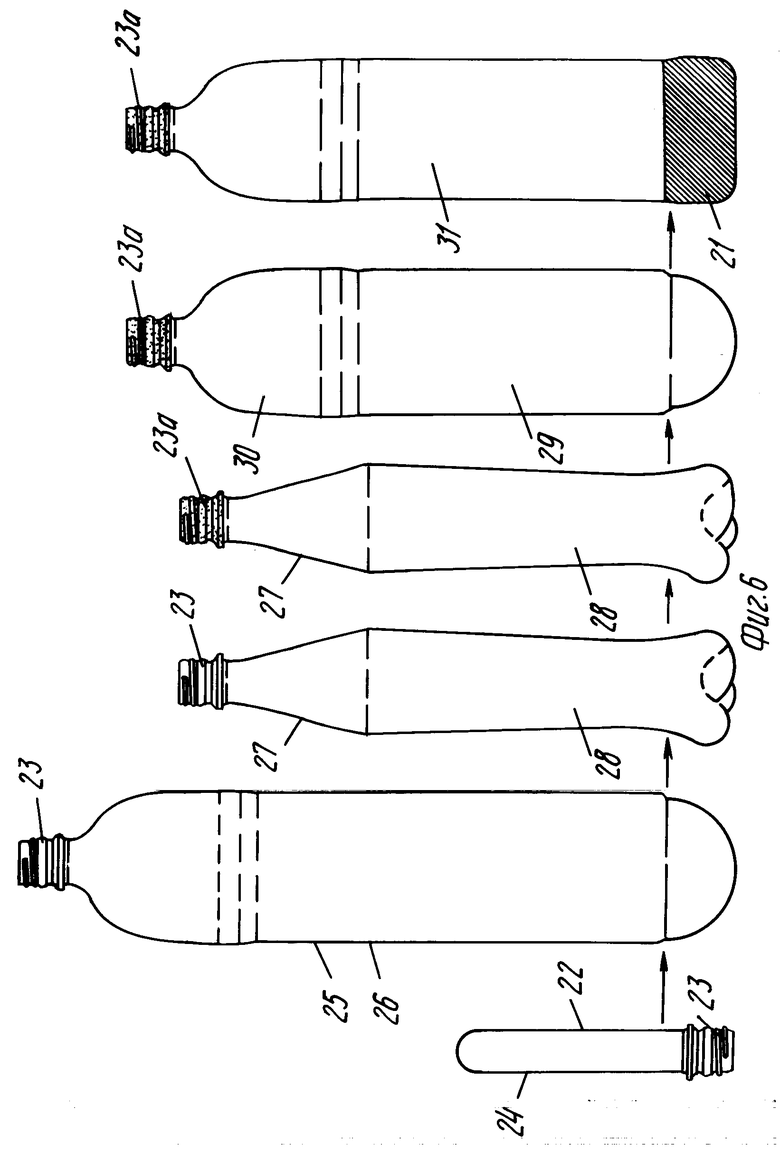
Способ согласно изобретению (см.фиг.1-6) поясняется на примере работы устройства и осуществляется, начиная с использования предформы бутылки 22, полученной известным образом с помощью операции отливки инжекцией полиэтиленфталата (ПЭФ), на этой начальной стадии ПЭФ находится в аморфном состоянии и комплекс предформы (горлышко 23 и корпус 24) является прозрачным, следует также отметить, что предформа отлита с горлышком 23, которое имеет свою точную форму и окончательные размеры, но механические характеристики которой не зафиксированы вследствие аморфных характеристик ПЭФ.
Предформа 22 (см.фиг.1 и 6), поступающая со склада (не чертежах не показан), ориентируется и поступает по транспортеру (на чертежах не показан) к первому посту 1 нагревания, который содержит последовательно расположенные печи 2 с инфракрасным нагревом, выполненные в форме коридора или туннеля, внутри которого размещаются предформы 22, причем горлышки 23 из аморфного ПЭФ защищены термически в процессе этой операции. Температура подогрева составляет по меньшей мере 70-72оС (температура стекловидного перехода ПЭФ), предпочтительно 100-120оС в течение 25 с приблизительно.
Предформы с подогретым корпусом затем подаются транспортером 3 к первому посту формообразования 4 (преимущественно в форме карусели). Горячий корпус 24 предформы вводится в матрицу 5, полость 6 которой имеет размеры, превышающие по высоте приблизительно на 20% а поперечные размеры на 0-30% окончательно получаемых размеров емкости.
Формование выполняется путем введения подвижной оправки 7 внутрь предформы 22 для удлинения в осевом направлении ее корпуса 24 до дна полости 6 матрицы и подачей под давлением газа, например сжатого воздуха, с предварительным наддувом приблизительно в 10 бар для натяжения пленки материала, затем с наддувом под давлением 15-40 бар для расширения корпуса и прижатием его к стенкам полости 6, причем цикл имеет длительность приблизительно в 2-10 с. Важно отметить, что в процессе этой операции стенки матрицы охлаждаются воздухом и/или водой с тем, чтобы температура оставалась в диапазоне 5-40оС, предпочтительно 10-15оС.
На выходе первого поста формообразования 4 располагается промежуточная емкость 25, которая имеет всегда то же горлышко 23 из аморфного ПЭФ и корпус 26, вытянутый биаксиально до размеров, больших (приблизительно на 20% по высоте и на 0-30% в поперечном направлении), чем размеры окончательной емкости. Промежуточная емкость 25 подается транспортером 8 к второму посту обработки, который содержит второе устройство нагрева 9, в котором комплекс промежуточной емкости 25 (горлышко и корпус) подвергается воздействию температуры 160-240оС в течение 1-5 мин, предпочтительно 200оС в течение 1 мин 30 с. На этом же посту обработки подогретое горлышко подвергается контролируемому охлаждению в условиях, обеспечивающих окончание кристаллизации ПЭФ одного горлышка. Конструкция и работа поста обработки поясняется ниже со ссылками на фиг.3-5.
На выходе поста обработки емкость 27 (см.фиг.5) имеет корпус 28 горячим и значительно деформированным и сморщенным, тогда как его горлышко 23а холодное и кристаллизованное. Она подается транспортером 15 к второму посту формо- образования 16 (также выполненному в форме карусели). Корпус 28 емкости 27 вводится в матрицу 17, полость 18 которой имеет форму и размеры корпуса получаемой емкости. Операция разворачивается как и ранее: оправка 19 вводится в корпус 28 и перемещается для его осевого удлинения и центрирования на дне полости 18. Сжатый воздух под давлением 30-40 бар подается для расширения корпуса 28 и придания ему формы контура полости 18, причем матрица имеет температуру в диапазоне 60-120оС. Полная длительность цикла составляет 2-6 с.
На выходе второго поста формообразования 16 принимают емкость 29, корпус 30 которой имеет свою окончательную форму и окончательные размеры. В случае, когда емкость 29 имеет полусферическое дно (как это имеет место для бутылки, которая рассмотрена на фиг.6), она направляется транспортером 20 к последнему посту окончательной обработки для присоединения основания 21 к плоскому дну, придающему окончательной емкости 31 (см.фиг.6) устойчивость в вертикальном положении.
Далее приводится детальное описание функции и примеры конструкции второго поста обработки (см.фиг. 3 и 5) для обеспечения одновременного подогрева корпуса 22 сверхразмерной промежуточной емкости 25 ввиду второго этапа последующей вытяжки-наддува и подогрева, и контролируемого охлаждения горлышка 23 с тем, чтобы обеспечить кристаллизацию ПЭФ одного горлышка.
По первому варианту использования, показанному на фиг.3, промежуточная емкость 25 вводится в печь 10, где она перемещается горизонтально с одновременным вращением вокруг своей вертикальной оси (окружающая температура печи 160-240оС, предпочтительно 200оС приблизительно).
Промежуточная емкость 25 проходит перед первым комплексом ламп 11 инфракрасного излучения, которые предназначены для подогрева лишь корпуса 26 указанной емкости. Под воздействием второго нагревания напряжение, наведенное в процессе двухосной вытяжки, используемой для формовки корпуса 26 промежуточной емкости, релаксируют и этот корпус уменьшается в размерах (корпус 28). Кроме того, нагревание имеет результатом увеличение степени кристаллизации материала корпуса емкости.
Длительность подогрева является функцией материала, ориентации промежуточной емкости и толщины ее стенки. В качестве примера: для промежуточной емкости с объемом, близким к 2 л, весом 50 г, длительность нагревания в 30 с позволяет получить степень кристаллизации 40-45% в стенках корпуса и в дне.
С момента уменьшения размеров промежуточной емкости под воздействием тепла (длительность термообработки 3-30 с, типично приблизительно 5 с) поступают к сферолитической кристаллизации горлышка 23, которое до настоящего времени находилось в аморфном состоянии ПЭФ.
Для выполнения этого горлышко 23 нагревается изнутри и с внешней стороны. Внутренний разогрев выполняется нагретой оправкой (на чертежах не показана), введенной в горлышко, температура которой поддерживается в диапазоне 110-200оС (предпочтительно 140оС). Внешний разогрев выполняется лампами инфракрасного излучения 12 и окружающей температурой в печи 10.
Длительность кристаллизации является функцией материала и его толщины. В качестве примера: эта длительность составляет приблизительно 45 с для горлышка нормализованного типа 28 МСА 2, а полученная степень кристаллизации составляет приблизительно 35%
После разогрева горлышка оно удерживается в 30 в атмосфере, температура которой 50-100оС в течение 5-30 с (предпочтительно 20 с приблизительно), затем охлаждается (потоком пульсирующего воздуха с температурой 20-40оС). Для горлышка типа 28 МСА 2 длительность удержания в атмосфере с температурой 50-100оС приблизительно 20 с, а длительность охлаждения (пульсирующим воздухом) составляет 20-40 с.
В течение этого времени уменьшенный в размерах корпус 28 промежуточной емкости 27 выдерживается в печи 10 при температуре 160-240оС. Если это необходимо, корпус может быть подогрет перед его выемкой из печи лампами инфракрасного излучения.
Наконец, промежуточная емкость 27, уменьшенный в размерах корпус 28 которой горячий, а горлышко 23а закристаллизовано, извлекается из печи и направляется к второму посту формообразования 18 вытяжкой-наддувом, где корпусу придается окончательная форма.
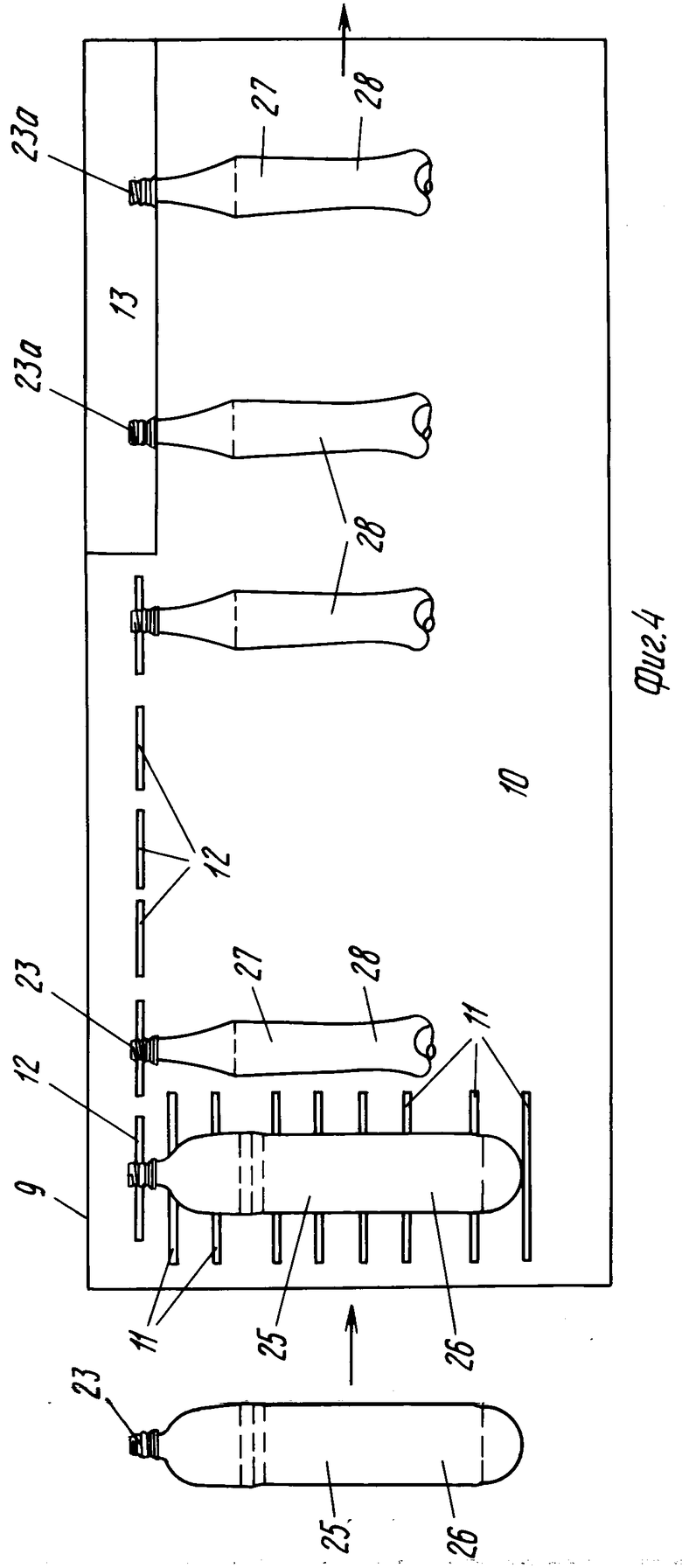
По второму варианту использования, показанному на фиг.4, нагревание корпуса 28 инфракрасным излучением для быстрого уменьшения размеров и нагрева горлышка с внешней стороны и изнутри для кристаллизации начинаются одновременно, тогда как дальнейшее продолжение процесса и, в частности, временные и температурные условия, остаются идентичными тем, которые были указаны для первого варианта.
По третьему варианту использования, показанному на фиг.5, начинают цикл с выполнения нагрева корпуса 26 и горлышка 23 промежуточной емкости в печи 10 либо со смещением во времени, как по первому варианту, либо одновременно, как по второму варианту, в тех же условиях по времени и температуре. Затем приступают к охлаждению (в кожухе 13) комплекса промежуточной емкости 27 с уменьшенным в размерах корпусом 28, что приводит к кристаллизации ПЭФ одного горлышка 23а. Это охлаждение по длительности составляет 10-60 с, предпочтительно приблизительно 40 с.
Затем обеспечивают прохождение промежуточной емкости 27 в третьем устройстве нагревания 14, в котором выполняется новый быстрый разогрев в течение 3-20 с (предпочтительно приблизительно 5 с) уменьшенного в размерах корпуса 28 с целью поместить его в требуемые температурные условия для второго этапа вытяжки-наддува.
С этой же целью можно также (как вариант) выполнить глобальный нагрев промежуточной емкости 27 инфракрасным излучением за короткий промежуток времени (приблизительно 5 с): закристаллизованное горлышко не имеет времени для значительного подогрева вследствие значительной толщины его стенки, тогда как более тонкая стенка уменьшенного в размерах корпуса 28 быстро прогреется до требуемой температуры вытяжки-наддува.
Изобретение не ограничивается вариантами применения и реализации, которые были рассмотрены, напротив, оно охватывает все варианты.
Использование: изготовление полимерных емкостей, используемых в процессе заполнения горячей жидкостью или пастеризации ее. Сущность изобретения: способ состоит в том, что используют предварительно отлитый корпус предформы из аморфного полиэтиленфталата (ПЭФ), нагретого по меньшей мере до температуры размягчения ПЭФ. Помещают ее в охлаждаемую 5 - 40°С форму для формирования промежуточной емкости большего объема, чем получаемая емкость, затем нагревают корпус этой промежуточной емкости до температуры 160 - 240°С в течение 1 - 5 мин с одновременным нагреванием горлышка, далее осуществляют контролируемое охлаждение для получения промежуточной емкости с уменьшенным в размерах корпусом и закристаллизованным горлышком и затем осуществляют формирование окончательных размеров в течение 2 - 6 с для получения окончательной емкости, термически стойкой к сравнительно жестким условиям. Пункт термической обработки устройства снабжен вторым нагревательным устройством для нагрева корпуса промежуточной емкости до температуры от 160 до 240°С и нагрева горлышка в течение части или всего времени, обеспечивающими кристаллизацию ПЭФ только горлышка, при этом второе нагревательное устройство снабжено средством для медленного охлаждения горлышка. 2 с. и 12 з.п. ф-лы, 6 ил.
a) нагревания при температуре, по крайней мере равной температуре размягчения полимера только корпуса, исключая горлышко предформы емкости из аморфного полиэтилентерефталата с горлышком емкости, имеющим окончательные форму и размеры,
b) формования корпуса горячей предформы для образования промежуточной емкости, корпус которой имеет размеры, превышающие на 20% высоту и на 0 30% поперечные размер окончательно получаемой емкости, при этом стенки промежуточной емкости при формовании охлаждают до 5 40oС,
c) нагревания промежуточной емкости для уменьшения корпуса промежуточной емкости,
d) окончательное формование уменьшенного горячего корпуса промежуточной емкости, полученной в конце стадии c, до получения его окончательных формы и размеров, при этом окончательное формование осуществляют в течение 2 6 с,
отличающийся тем, что в процессе осуществления стадии c нагревают корпус промежуточной емкости при температуре 160 240oС в течение 1 5 мин, при этом в течение части или всей продолжительности нагревания корпуса промежуточной емкости нагревают горлышко при температуре и в течение времени, обеспечивающих кристаллизацию полиэтилентерефталата только горлышка, а затем осуществляют медленное охлаждение горлышка.
| СПОСОБ ПОДОГРЕВА ВПУСКНОГО ВОЗДУХА В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ И ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2595294C2 |
| Солесос | 1922 |
|
SU29A1 |
