Изобретение относится к переработке пластмасс, в частности к конструкции форм для изготовления пластмассовых изделий методом экструзионно-раздувного формования, и может найти широкое использование при производстве изделий из полимеров в различных отраслях народного хозяйства.
Особенность использования этих форм состоит в том, что они поставляются для комплектования экструзионно-раздувных агрегатов отечественного и импортного изготовления.
На протяжении ряда лет изделия из пластмасс изготавливаются методом экструзионно-раздувного формования, что имеет ряд преимуществ перед литьем:
требуется меньшее давление для изготовления детали больших объемов;
меньше температура термопласта;
более простая форма в изготовлении;
не требуется предварительного нагрева формы.
Методом экструзии получают пластмассовые изделия как простой, так и сложной формы.
Известна форма для изготовления пластмассовых изделий раздувом, содержащая две полуформы с формообразующими полостями и отверстием ввода ниппеля для подачи рабочего газа [1] Данная форма обеспечивает получение изделий бутылочного типа и не позволяет формовать изделия с отверстием в донной части.
Наиболее близкой к изобретению является форма для изготовления пластмассовых изделий раздувом, содержащая две полуформы с формообразующими полостями и отверстием ввода ниппеля для подачи рабочего газа, размещенным по оси разъема полуформ, причем в полуформах выполнена дополнительная избыточная кольцеобразная полость, сообщенная с формообразующими полостями [2] В данной форме благодаря наличию дополнительной полости при формовании образуется избыточная кольцевая часть, при отрезании которой обеспечивается изготовление изделий с отверстием в донной части.
Однако при отрезании размягченного термопласта деформируются стенки и, кроме того, изделия имеют увеличенную толщину стенки нижней цилиндрической поверхности. Усадка деформированных и с неравномерной толщиной стенки изделий приводит к эллипсности цилиндрического корпуса, что негативно влияет на эксплуатационные характеристики изделий.
Технический результат изобретения состоит в формовании качественных изделий с равномерной толщиной стенок как с дном, так и без дна.
Для этого в форме для изготовления пластмассовых изделий раздувом, содержащей две полуформы с формообразующими полостями и отверстием ввода ниппеля для подачи рабочего газа и выполненную в полуформах дополнительную избыточную кольцеобразную полость, сообщенную с формообразующими полостями, согласно изобретению дополнительная полость размещена между формообразующими полостями и отверстием ввода ниппеля и сообщена с формообразующими полостями каналом, выполненным в полуформах и расположенным на оси их разъема.
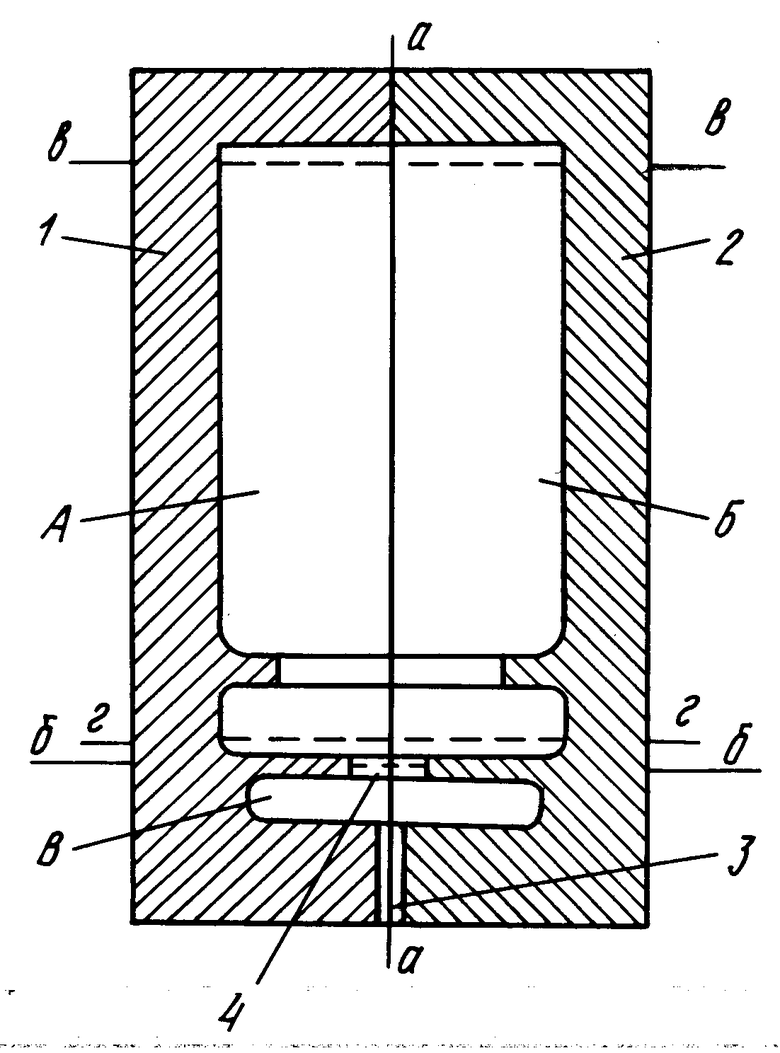
На чертеже показана форма для изготовления изделий раздувом в разрезе.
Форма для изготовления пластмассовых изделий раздувом содержит две полуформы 1 и 2 с формообразующими полостями А и Б и отверстием 3 ввода ниппеля (не показан) для подачи рабочего газа воздуха, размещенным по оси а-а разъема полуформ 1 и 2. В полуформах 1 и 2 выполнена дополнительная избыточная кольцеобразная полость В, размещенная между формообразующими полостями А и Б и сообщенная с ними каналом 4, выполненным в полуформах 1 и 2 и расположенным по оси а-а их разъема.
Работа формы для изготовления изделий раздувом осуществляется следующим образом.
В полости А и Б разомкнутых полуформ 1 и 2 подается трубчатая заготовка из разогретого термопласта (не показана). Затем полуформы 1 и 2 смыкают по линии а-а, пережимая заготовку по б-б и отделяя шов и утолщения, и раздувают в изделие. Подвод воздуха для раздува осуществляется через ниппель.
После размыкания полуформ 1 и 2 отрезается верхняя прибыть по линии в-в. По линии г-г отрезают нижнюю прибыль (полость В) со швами и утолщениями, получая изделие (корпус текстильного таза) с равномерной толщиной стенки по всей окружности. При получении изделий с дном отрезается дополнительная полость В по линии б-б.
Отходы и прибыли после механической обработки отправляют на переработку (дробление). После чего цикл производства повторяется.
По данному изобретению была разработана конструкторская документация и изготовлены формы, на которых было осуществлено изготовление опытных партий корпусов текстильных тазов.
Результаты изготовления и испытаний положительные.
Таким образом, наличие в форме дополнительной полости обеспечивает равномерную толщину стенки в нижней части корпуса и равномерную толщину дна, так как дно в этом случае оформляется из боковой бесшовной цилиндрической поверхности заготовки термопласта.
При этом исключается эллипсность корпуса и деформация дна, образующиеся при усадке деталей с неравномерной толщиной.
Соединение дополнительной полости с формообразующими полостями каналом увеличивает дезориентацию молекул полимера на перепадах диаметров, что способствует уравновешиванию толщины дна и стенок изделия. Кроме того, канал дает возможность уменьшить диаметр дополнительной полости, более равномерно расположить каналы охлаждения формы и, следовательно, повысить стабильность размеров изделия. Расположение канала по оси разъема полуформ вызвано тем, что трубчатая заготовка термопласта из экструзионной головки выдавливается по оси изделия и формы и, следовательно, смещение канала от оси привело бы к несоосности размеров изделия по толщине дна и стенок корпуса.
Таким образом, данная конструкция формы позволяет изготавливать изделия с равномерной толщиной стенок и дна.
Использование: для изготовления пластмассовых изделий раздувом. Сущность изобретения: форма содержит две полуформы. В полуформах между формообразующими полостями и отверстием ввода ниппеля размещена дополнительная избыточная кольцеобразная полость. Она сообщена с формообразующими поверхностями каналом, расположенным по оси разъема полуформ. Благодаря такому выполнению формы обеспечивается изготовление качественных изделий как с дном, так и без дна с равномерной толщиной стенок. 1 ил.
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ РАЗДУВОМ, содержащая две полуформы с формообразующими полостями и отверстием ввода ниппеля для подачи рабочего газа, размещенным по оси разъема полуформ, причем в полуформах выполнена дополнительная избыточная кольцеобразная полость, сообщенная с формообразующими полостями, отличающаяся тем, что дополнительная полость размещена между формообразующими полостями и отверстием ввода ниппеля и сообщена с формообразующими полостями каналом, выполненным в полуформах и расположенным по оси их разъема.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для раздува полых изделий с отверстием в донной части | 1975 |
|
SU588128A1 |
| Солесос | 1922 |
|
SU29A1 |
