I
Изобретение относится к области переработки пластмасс, а именно к формам для раздува полых изделий с отверстием в донной части.
Известна форма для раздува полых изделий с отверстием, содержащая две полуформы и устройство для отрезания части полого тела, выполненное в виде ребра, выступающего во внутреннюю полость формы 1.
Недостатком указанной формы является наличие ребра, выступающего во внутреннюю полость формы, что не дает возможность изготавливать изделия с отверстием по диаметру полого тела. Кроме того, в этой форме не Jбecпeчивaeтcя равномерное давление на термопласт по режущей кромке устройства отрезання, что снижает качество изделий.
Иаиболее близкой к изобретению является форма для раздува полых изделий с отверстием в донной части из экструдированных термопластичных заготовок, содержащая полуформы, фиксатор отрезаемой части и вырубной пуапсон с режущей кромкой, установленный с возможностью осевого перемещения и связанный с приводом 2.
Ири формовании отверстия в изделии в этой форме в избыточной части изделия образуется фиксатором чашеобразное углубление, а затем пззыреобразный поясок, который отрезается 1 ырубным иуансоном.
Недостатком такой формы является плохое
качество изделий из-за малой надежности отрезания избыточной части пуансоном за счет наличия зазоров между луансоном и каналом разъемной формы, а также за счет отрезания
материала в пластическом его состоянии. С целью повыщения качества изделия вырубной пуансон выполнен из установленных в каждой полуформе частей, образующих донную часть формы, а фиксатор выполнен в виде
полуколец, установленных по наружной поверхности пуансона и подпружиненных относительно него.
Такое выполнение формы позволяет повысить качество изготавливаемых изделий за
счет повыщеиия надежности отрезания избыточной части цри получении отверстия. Это достигается в форме за счет фиксирования отрезаемой части по всей ее поверхности и согласованного ее отрезания пуансоном после
охлаждения воздухом при пластичности материала ниже чем у заготовки.
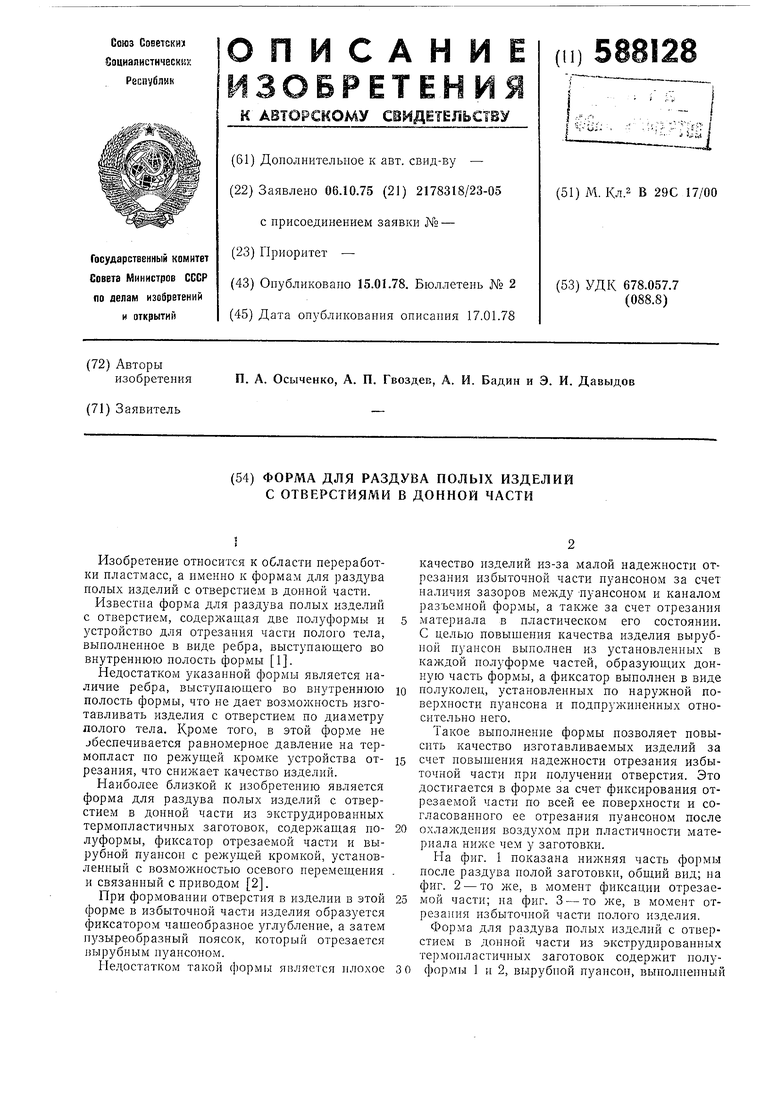
На фиг. 1 показана нижняя часть формы после раздува полой заготовки, общий вид; на фиг. 2 - то же, в момент фиксации отрезаемой части; па фиг. 3 - то же, в момент отрезання избыточной части полого изделия.
Форма для раздува полых изделий с отверстием в донной части из экструдированных термопластичных заготовок содержит полуформы 1 и 2, вырубной пуансон, выполненный
из установленных в каждой полуформе частей 3 и 4, образующих донную часть формы, и фиксатор, выполненный в виде полуколец 5 и 6, установленных по наружной поверхности пуансона и подпружиненных относительно него пружиной 7. Части 3 и 4 вырубного пуансона имеют режущую кромку и установлены в форме с возможностью осевого перемещения при помощи привода (на чертеже Не показан).
По оси формы размещен подвилсный штуцер 8 для подачи сжатого воздуха внутрь полой заготовки.
Работает форма следующим образом.
Экструдированная термопластичная заготовка вводится между двумя полуформами 1 и 2. Форма закрывается, штуцер 8 через донную часть формы вводится во внутрь заготовки. Затем через штуцер 8 подают сжатый воздух и раздувают заготовку до размеров изделия 9, имеющее закрытую горловину, в донной части которой образована избыточная отрезаемая кольцевая часть 10.
Для получения отверстия в донной части привод пуансона (на чертеже не показан) перемещает его части 3 и 4 вверх вдоль оси формы. Пуансон поднимает с собой полукольца 5 и 6 фиксатора, -который скользит в расточке формы. Полукольца 5 и 6 прижимают отрезаемую часть 10 к полуформам 1 и 2 и надежно фиксирует ее по всей поверхности в момент отрезки (фиг. 2), предупреждая пластичные деформации термопласта, которые могут привести к неполной ее обрезке. Части 3 и 4 пуансона продолжают двигаться вверх и отрезают избыточную часть 10 (фиг. 3).
При этом отверстие в донной части изделия не отличается по диаметру от всего изделия.
При обратном движении части 3 и 4 захватывают полукольца 5 и 6 фиксатора и возвращают их в исходное положение. Отрезанная донная часть остается на штуцере 8 и затем удаляется из рабочей зоны с помощью сжатого воздуха.
Использование предлагаемой формы для раздува полых изделий позволяет повысить качество изделий за счет увеличения надежности отрезания избыточной части заготовки при формовании отверстия.
Формула изобретения
Форма для раздува .полых изделий с отверстиями в донной части из экструдированных термопластичных заготовок, содержащая полуформы, фиксатор отрезаемой части и вырубной пуансон с режущей кромкой, установленный с возможностью осевого перемещения и связанный с приводом, отличающаяся тем, что, с целью повышения качества изделий, вырубной пуансон выполнен из установленных в каждой полуформе частей, образующих донную часть формы, а фиксатор выполнен в виде полуколец, установленных по наружной поверхности пуансона и подпружиненных относительно него.
Источники информации, принятые во внимание при экспертизе
1.Патент СССР № 361546, кл. В 29С 5/06, 1973.
2.Патент США № 3681486, кл. 264-89, 1972.
Фиг.г