Изобретение относится к металлургии, а именно к химико-термической обработке, в частности к цементации стали, и может быть использовано в машиностроении для повышения износостойкости деталей машин.
Известен способ цементации стали, включающий нагрев и диффузионное насыщение поверхности стали углеродом из токопроводящего слоя, причем его нагрев до температуры цементации ведут током промышленной частоты напряжением 12-24 В, локально токопроводящим роликом при его движении по поверхности изделия (авт. св. СССР N 298699, кл. С 23 С 8/64, 1970).
Однако, этот способ не дает возможность науглеродить стальную поверхность в значительной степени.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ цементации стали, включающий электроконтактный нагрев ее поверхности графитовым роликом, эвтектическое плавление системы железо углерод и науглероживание поверхности стали образовавшимся жидким чугуном.
Такой способ цементации обеспечивает высокую износостойкость, но его осуществление требует специальной установки.
Цель изобретения значительно упростить технологию цементации, повысить ее производительность, обеспечить высокое качество цементированного слоя.
Поставленная цель достигается тем, что изделие, подогретое до 1150-1200оС, опускают на 3-5 мин в жидкий чугун, зеркало ванны которого покрыто расплавом соли, причем толщина соляного слоя позволяет сначала подогреть, а потом выдержать в расплавленной соли изделие, предназначенное для цементации. В результате взаимодействия прогретой поверхности изделия с жидким чугуном идет науглероживание стали до 1,0-1,2% С со скоростью 0,03 мм/мин, а на поверхности стали абсорбируется тонкая пленка белого чугуна. Для того, чтобы не происходило налипания чугуна на изделие, оно после цементации выдерживается 1-2 мин в расплавленной соли, после чего для отбеливания чугуна и закалки стали быстро погружается в воду.
П р и м е р. В шамотовом тигле объемом 0,5 дм3 был расплавлен серый чугун (С=4,0%), на зеркало ванны которого наводили расплав соли хлористого бария толщиной ≈30 мм. Цилиндрическая деталь из стали 20 диаметром 20 мм и высотой 20 мм была погружена в расплав соли и нагрета до температуры жидкого чугуна (≈1200оС), после чего была на 5 мин погружена в жидкий чугун и вновь доставлена в соляную ванну, выдержана в ней 1 мин и быстро погружена в воду.
На поверхности детали была обнаружена очень тонкая пленка белого чугуна, а под ней науглероженный до 1,0-1,2% углерода слой стали, закаленной на мартенсит, толщиной 0,15 мм (фиг. 1).
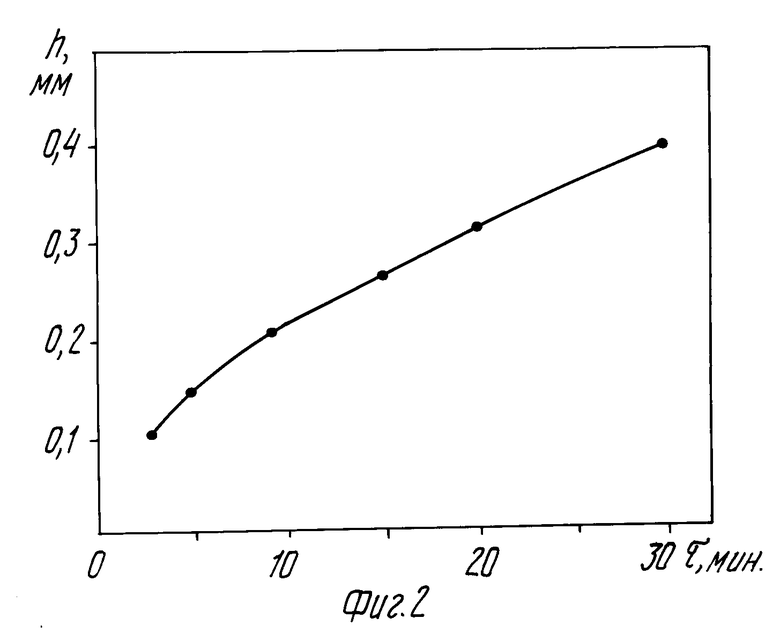
Эксперименты показали, что средняя скорость науглероживания поверхности стали до 1,0-1,2% С жидким чугуном составляет примерно 0,03 мм/мин (фиг. 2).
Если деталь не подогревать в соляной ванне перед погружением в жидкий чугун, то последний налипает на деталь, кристаллизуется и науглероживания поверхности детали практически не происходит. Если деталь не выдерживает после жидкой цементации в соляной ванне 1-2 мин, то необходимо потом снимать налипший на ее поверхность слой чугуна. При выдержке детали в соляной ванне, жидкий чугун стекает в тигель и налипание устраняется.
Таким образом, способ позволяет значительно упростить процесс цементации, повысить его производительность, улучшить качество цементированного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛА | 1998 |
|
RU2137562C1 |
| СПОСОБ ЗАКАЛКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2186859C2 |
| СПОСОБ ВАКУУМНОЙ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ С РЕЗЬБОВЫМИ ОТВЕРСТИЯМИ С ОБЕСПЕЧЕНИЕМ ЗАЩИТЫ ВНУТРЕННЕЙ РЕЗЬБЫ | 2022 |
|
RU2792997C1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУЛАТНОЙ СТАЛИ | 1992 |
|
RU2051184C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2016 |
|
RU2621201C1 |
| Способ обработки инструмента из быстрорежущей стали | 1987 |
|
SU1516500A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО НАГРЕВАНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2205238C2 |
| Способ термического дубления светочувствительного слоя | 1985 |
|
SU1348764A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ В СОЛЯНЫХ ВАННАХ | 2014 |
|
RU2549796C1 |
Использование: в металлургии, в частности в химико-термической обработке, и может быть использовано в машиностроении. Сущность изобретения: стальные изделия погружают в расплавленный чугун через расплав соли, наведенный на его поверхности, причем изделия до погружения в чугун нагревают в соляном расплаве до температуры чугуна, а после цементации выдерживают в расплаве соли не менее 1 - 2 мин и закаливают. 2 ил.
СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ИЗДЕЛИЙ, включающий науглероживание их поверхности в расплавленном чугуне, отличающийся тем, что изделия погружают в расплавленный чугун через расплав соли, наведенный на его поверхности, причем изделия до погружения в чугун нагревают в соляном растворе до температуры чугуна, а после цементации выдерживают в расплаве соли не менее 1 2 мин и закаливают.
| Минкевич А.Н | |||
| Химико-термическая обработка металлов и сплавов | |||
| М.: Машиностроение, 1965, с.74. |
