Изобретение относится к металлур гии и может быть использовано для упрочнения инструмента из быстрорежущей стали.
Целью изобретения является повышение стойкости инструмента.
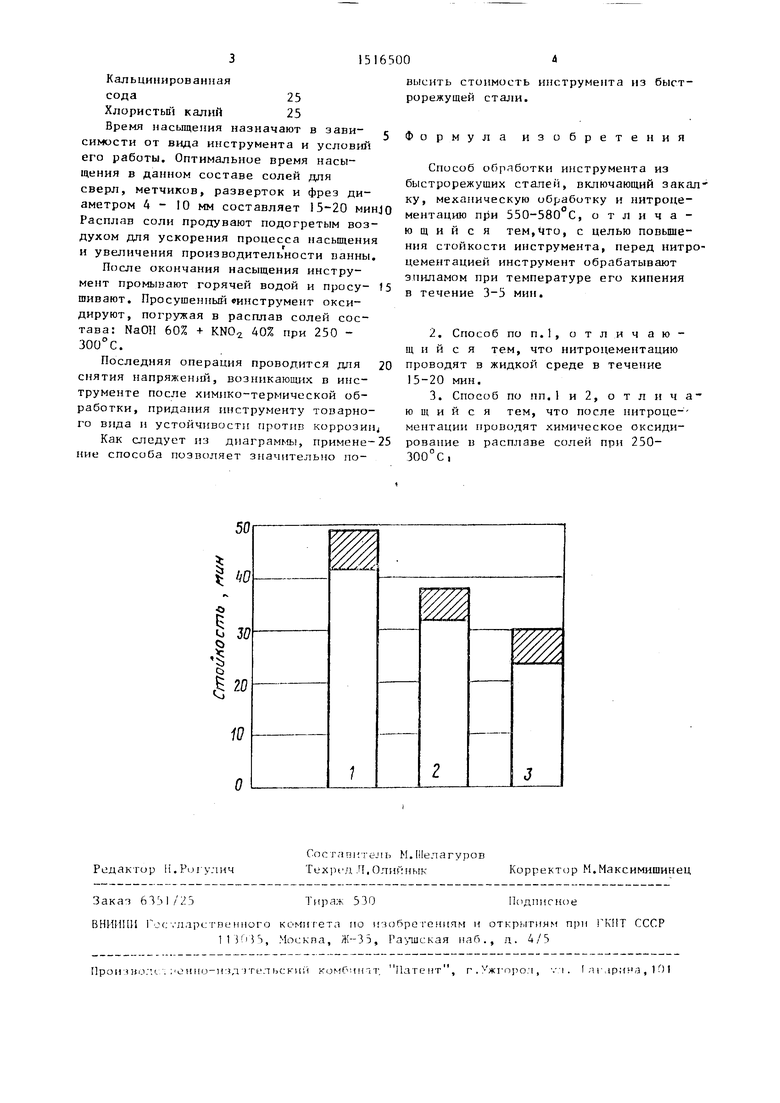
На чертеже представлена диаграмма, отражающая стойкость режущего инструмента, упрочненного по предлагаемому и известному способам.
Пример. Обработке подвергают фрезы концевые из стали Р6М5, диаметром 10 мм, предназначенные для обработки деталей из силумина АЛ-4В,
После закалки от 1260°С и двухкратного отпуска при 560°С, с одночасовой выдержкой каждой, фрезы имеют твердость HRC 64 - 65. После шлифовки и заточки на заданную геометрию их обрабатьшают поверхностно-активным веществом (эпиламом) путем погружения обезжиренного инструмента на 3- 5 мин в эпиламирующий раствор (T.-.-n 135°С).
По окончании эпиламирования инст- румент подогревают до 400-450 с, и переносят в расплав солей для нитроцементации с температуры согтав, мас.%:
Циановокислый
натрий28
Цианид натрия22
СП
35 СП
О
о
Кальцинированная
сода25
Хлористьп калий 25
Время насыщения назначают в зависимости от вида инструмента и условий его работы. Оптимальное время насыщения в данном составе солей для сверл, метчиков, разверток и фрез диаметром 4 - 10 мм составляет 15-20 минJO Расплав соли продувают подогретым воздухом для ускорения процесса насыщения и увеличения производительности ванны.
После окончания насыщения инструмент промывают горячей водой и просушивают. Просушенный«инструмент оксидируют, погружая в расплав солей состава: NaOn 60% + KNO 40% при 250 - 300°С.
Последняя операция проводится ддя снятия напряженш, возникающих в инструменте после химико-термической обработки, придания 1Н1струменту товарного вида и устойчивости против KopposHHj
Как следует из диаграммы, примене-25 ние способа позволяет значительно по15
20
1516500Л
высить стоимость инструмента из быстрорежущей стали.
O
5 Формула изобретения
Способ обработки инструмента из быстрорежущих сталей, включающий закалку, механическую обработку и нитроце- ментацию при 550-580°С, отличающийся тем,Что, с целью повышения стойкости инструмента, перед иитро- цементацией инструмент обрабатывают зпиламом при температуре его кипения в течение 3-5 мин.
2.Способ по п.1, о т л и ч а ю - щ и и с я тем, что нитроцементацию проводят в жидкой среде в течение 15-20 мин.
3.Способ по пп.1и2, отлича ю щ и и с я тем, что после нитроце-- ментации проводят химическое оксидирование в расплаве солей при 250- 300°С 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2354718C2 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2213152C2 |
| Способ обработки инструмента из быстрорежущих сталей | 1978 |
|
SU765379A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| Способ обработки инструмента из быстрорежущей стали | 1981 |
|
SU981400A1 |
| Способ химико-термической обработки режущего инструмента | 1989 |
|
SU1663045A1 |
| Способ восстановления изделий | 1981 |
|
SU1011708A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
Изобретение относится к области металлургии и может быть использовано для упрочнения инструмента из быстрорежущей стали. Цель изобретения - повышение стойкости инструмента. Концевые фрезы из стали Р6М5 диаметром 10 мм, предназначенные для обработки деталей из силумина АЛ-4В, закаливают с 1260°С и двухкратно отпускают при 560°С с выдержкой по 1 ч. После шлифовки и заточки на заданную геометрию их погружают на 3-5 мин в кипящий раствор эпилама. Tкип = 135°С. По окончании эпиламирования инструмент подогревают до 400-450°С и переносят в расплав солей для нитроцементации состава. Мас.%: циановокислый натрий 28
цианид натрия 22
кальцинированная сода 25
хлористый калий 25 и обрабатывают при 550-580°С в течение 15-20 мин. После насыщения инструмент промывают горячей водой, сушат и оксидируют в ванне состава, мас.%: NAOH 60
KNO2 40 при 250-300°С. Применение способа позволяет более чем в 1,5 раза повысить стойкость инструмента из быстрорежущей стали. 1 ил.
Редактор И.Рогулнч
Сое гап ; ;-ель Ы, Шелагуров
Тех1И Д Л.ОлиГ:ныкКорректор М.Максимишинец
Заказ 61Ы /25
Тираж 530
ВНИ11ИИ Гос . дарстне иного комигета по изобре гениям и открытиям njin К11Т СССР П), Москпа, Ж-35, наб., д. 4/5
Подписное
| Авторское свидетельство СССР № 223126, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки инструмента из быстрорежущих сталей | 1978 |
|
SU765379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
