Изобретение относится к металлургии черных металлов и может быть использовано для устранения поверхностных дефектов металлических слитков.
В черной металлургии, при разливке стали в слитки с последующей прокаткой, известен способ очистки поверхности металла с помощью огневой зачистки: сжигание поверхностного слоя в газокислородной струе. Этот способ имеет высокую стоимость, неравномерный съем металла и большие потери из- за трудностей со сбором отходов и их утилизацией (1).
Известен также способ очистки поверхности металла погружением в расплавленный шлак обрабатываемой поверхностью на глубину, равную толщине снимаемого слоя металла, при котором слиток непрерывно вращают вокруг горизонтальной оси (2). Для обработки слитков используют жидкий электропроводный шлак, который нагревают пропусканием через него электрического тока. Этим способом обрабатывают цилиндрические слитки вакуумно-дугового переплава из высоколегированных сталей. Указанный способ имеет низкую производительность, не позволяет обрабатывать слитки прямоугольного сечения большого развеса в массовом производстве нелегированных углеродистых сталей. Данным способом трудно реализовать дифференцированную обработку более запороченной части слитка.
Наиболее близким техническим решением является способ очистки поверхности металла, например слитков, посредством оплавления поверхности, при котором слитки погружают в жидкий металл с температурой, превышающей температуру плавления очищаемого слитка и равной 1500 - 1600oC (3).
Недостатком этого способа является его низкая технико-экономическая эффективность, обусловленная высокими затратами из-за больших потерь тепла жидким металлом, в который погружают слиток, а также узкий, практически трудно обеспечиваемый во времени, требуемом для промышленного использования, интервал между температурой плавления стального слитка и перегревом жидкого металла.
Разогрев слитков в жидком металле при высоких температурах 1500 - 1600oC приводит к интенсивному обезуглероживованию поверхности, что отрицательно влияет при последующей переработке на качество поверхности готовых изделий. Кроме того, постоянный контакт "зеркала" жидкой ванны с воздухом приводит к обезуглероживанию расплава и потерям через окисление.
Задачей изобретения является улучшение качества очистки поверхности металла (слитка, заготовки) за счет насыщения его поверхностного слоя и повышение технико-экономической эффективности процесса очистки.
Поставленная задача достигается тем, что в известном способе очистки поверхности металла, включающем погружение слитка в жидкий металл и выдержку в нем до 10 сек, нагретый слиток вращая, вертикально погружают через слой углеродсодержащей засыпки в жидкий металл, содержащий 4,2 - 4,7% углерода при температуре 1320 - 1480oC, а извлекают, вращая в противоположном направлении.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что oчищaeмый нагретый слиток, вращая вокруг вертикальной оси, погружают в жидкий чугун с постоянно поддерживаемым содержанием углерода 4,2 - 4,7% и температурой 1320 - 1480oC.
Применение углеродсодержащей засыпки обеспечивает содержание углерода в расплаве в указанных пределах, защищает расплав от окисления и быстрого охлаждения. В процессе очистки поверхность слитка насыщают углеродом из расплава, обновляя при вращении контактную поверхность смывом оплавленного слоя. Таким образом, заявленный способ соответствует критерию "Новизна".
Поскольку слитки, получаемые разливкой "сверху", имеют наибольшую запороченность пленой на 1/3-1/4 высоты от донной части, предложенный способ позволяет более эффективно обрабатывать слиток, так как дефектная часть по времени находится в контакте с расплавом больше, чей бездефектная. При погружении нагретого слитка в жидкий металл, содержащий 4,2 - 4,7% углерода, поверхностный слой слитка насыщается углеродом из жидкой металлической ванны, что приводит к смещению ликвидуса в область низких температур менее 1320oC. Интенсивное насыщение поверхности слитка углеродом резко снижает температуру плавления тонкого, поверхностного, насыщенного углеродом слоя без разогрева тела слитка до температуры плавления. При этом, температура жидкой ванны может и не превышать температуры плавления металла основного тела слитка, что позволяет сделать вывод о соответствии предполагаемого технического решения критерию "существенные отличия" по сравнению с известным техническим решением (3), принятым за прототип. "Существенным отличием" является также то, что погружение и извлечение винтовым вращением вокруг вертикальной оси смывают оплавленный слой с поверхности слитка. Продвижение слитка через расплав с вращением интенсивно смывает со слитка оплавленный слой, обновляя контактную поверхность, при этом вновь происходит насыщение углеродом обновленной контактной поверхности, что положительно сказывается на получаемых из таких слитков заготовках, а впоследствии и готовых изделиях, так как в очищаемых известными способами слитках и заготовках поверхностный слой имеет пониженное, по сравнению с подповерхностным слоем металла, содержание углерода за счет угара его вследствие воздействия высоких температур.
Применение углеродсодержащей засыпки не только защищает расплав от быстрого охлаждения, но защищает "зеркало" жидкой ванны от окисления и поддерживает содержание углерода в расплаве в пределах 4,2 - 4,7%, что позволяет вести процесс при температурах 1320 - 1480oC, тогда как в известном способе (3), при отсутствии такой засыпки, происходит более быстрое охлаждение расплава и нужны дополнительные меры по поддержанию высокой рабочей температуры 1500 - 1600oC. При этом "зеркало" ванны, непосредственно контактируя с воздухом окружающей среды, интенсивно окисляется. В этих условиях расплав обедняется углеродом, на поверхности образуются окислы, которыми насыщается жидкий расплав ванны в процессе окунания слитков, способствуя дальнейшему развитию процесса окисления углерода и железа.
Согласно диаграмме Fe-Fe3C при содержании углерода в расплаве 4,2 - 4,7% чугун сохраняет жидкое состояние после использования его для очистки при более низких температурах - 1150 - 1260oC, что создает возможность переработки его вместе с продуктами очистки на сталь конвертерным способом. Это также повышает технико-экономическую эффективность предлагаемого способа очистки поверхности стальных слитков.
Сущность изобретения поясняется чертежом, где показан чугуновоз с погруженным в чугун слитком.
На платформе чугуновоза установлен ковш 1, в который залит чугун 2. Жидкий чугун 2 защищен слоем коксика 3. В жидкий чугун 2 через слой коксика 3 погружен очищаемый слиток 4.
Предлагаемый способ очистки поверхности металла реализуется следующим образом.
Стальной слиток 4 весом 11,5 и более тонн прямоугольного сечения, нагретый перед прокаткой до температуры 1300oC в нагревательных ячейках обжимного стана, подают к чугуновозу с емкостью ковша 128 т объемом 16,6 м3 и вертикально с вращением до 10 об/мин погружают через слой коксика 3 в жидкий чугун 2 с температурой 1400oC и содержанием углерода 4,5%. Слиток 4 погружают со скоростью 0,5 м/сек. Время погружения при высоте слитка 2,6 - 5 сек. Выдержка в расплаве с вращением - 4 сек. Извлекают слиток 4 с вращением в противоположную сторону, время подъема 5 сек. Полный цикл обработки слитка 14 сек. При снижении температуры чугуна время обработки слитка продолжается до 17 сек. Слой коксика на поверхности чугуна защищает жидкий металл от потерь окислением и быстрого охлаждения.
Слитки, погружаясь с вращением, захватывают с поверхности часть коксика и перемешивают с жидким чугуном, обогащая его углеродом.
На слитках, получаемых разливкой в изложницы "сверху", образуется пояс плены 0,5-1,0 м от донной части. Погружение вертикально с вращением, донной частью вперед, обеспечивает интенсивную очистку наиболее запороченной части слитка.
Очищаемые от плен и шлаковых включений слитки имеют насыщенный углеродом поверхностный слой более 1 м. Эти слитки прокатывают на заготовки меньшего сечения, при этом науглероженный слой сохраняется на поверхности заготовок. Из заготовок после промежуточного нагрева прокатывают готовые профили разных сечений. Благодаря предварительному науглероживанию исключается развитие процесса обезуглероживания поверхности во время промежуточного нагрева заготовок и сохраняется равномерное или повышенное содержание углерода в поверхностном слое готовых изделий, что необходимо для обеспечения требований при твердости при термообработке готовых изделий.
Содержание углерода в чугуне 4,2 - 4,7%, поддерживаемое с помощью засыпки коксиком, позволяет сохранять чугун в жидком состоянии при температурах 1150 - 1260oC.
При достижении температуры 1320oC после заведения цикла обработки 120-160 слитков чугун вместе с продуктами очистки подают в конвертерный цех для выплавки стали.
Использование предлагаемого способа очистки слитков обеспечивает, по сравнению с существующими способами, следующие преимущества:
1. Процесс очистки металла выполняется при более низких температурах на 120-180oC. Температура жидкого металла не может превышать температуру плавления металла слитка. Исключаются затраты на поддержание высокой температуры жидкого металла. Увеличивается время использования расплава для очистки.
2. Улучшается качество готового изделия предварительным науглероживанием поверхности слитков в процессе очистки, что исключает появление обезуглероженного слоя в готовых изделиях.
Устраняется необходимость снятия обезуглероженного слоя с поверхности готовых изделий на металлорежущих станках.
3. Снижаются затраты на утилизацию продуктов очистки. Ковш с отработанным чугуном и продуктами очистки подают в конвертерный цех для выплавки стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1998 |
|
RU2145266C1 |
| Шлакообразующая смесь для защиты металла в кристаллизаторе | 1990 |
|
SU1814587A3 |
| Способ изготовления изложниц | 1987 |
|
SU1516219A1 |
| СПОСОБ РАСКИСЛЕНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЙСОДЕРЖАЩИМИ МАТЕРИАЛАМИ | 1998 |
|
RU2140995C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ОСНОВНОЙ МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2183678C2 |
| СОСТАВ БРИКЕТА ДЛЯ ИНТЕНСИФИКАЦИИ КИПЕНИЯ СТАЛИ В ИЗЛОЖНИЦЕ | 2000 |
|
RU2188740C2 |
| Способ утепления головной части слитка | 1990 |
|
SU1703243A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2000 |
|
RU2177508C1 |
| Устройство для отбора проб жидких продуктов плавки | 1991 |
|
SU1835061A3 |
| АППАРАТ ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ГАЛОГЕНИДОВ МЕТАЛЛОВ | 1997 |
|
RU2112058C1 |
Изобретение относится к металлургии черных металлов и может быть использовано для устранения поверхностных дефектов металлических слитков. Способ очистки поверхности слитка заключается в погружении нагретого слитка с вращением его вокруг вертикальной оси в жидкий чугун с постоянно поддерживаемым содержанием углерода 4,2-4,7% и температурой 1320-1480oС, что обеспечивается применением углеродсодержащей засыпки. После выдержки слиток извлекают, вращая в противоположном направлении. В процессе очистки поверхность слитка насыщают углеродом из расплава, обновляя при вращении контактную поверхность смывом оплавленного слоя. Технический результат - обеспечение проведения очистки при более низких температурах, улучшение качества готового изделия. 1 ил.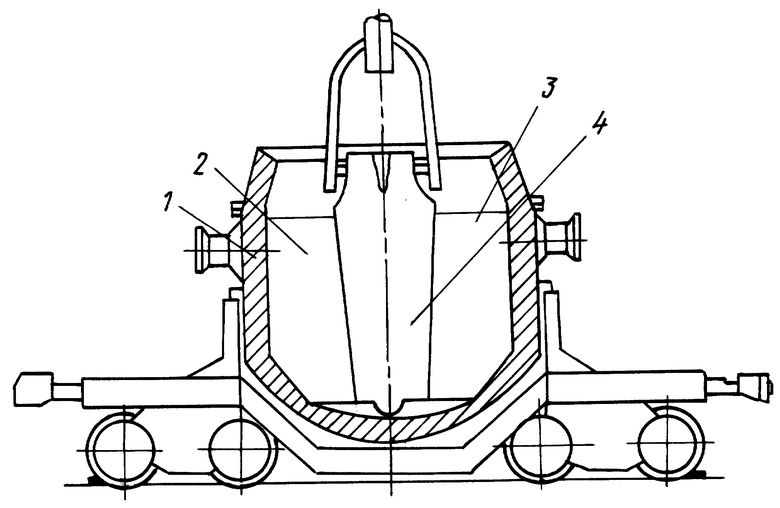
Способ очистки поверхности металла, например слитков, путем погружения слитка в жидкий металл и выдержки в нем до 10 c, отличающийся тем, что нагретый слиток, вращая, вертикально погружают через слой углеродсодержащей засыпки в жидкий металл, содержащий 4,2-4,7% углерода при 1320-1480oС, а извлекают, вращая, в противоположном направлении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фастовский С.Г | |||
| Огневая зачистка стали | |||
| -М.: Металлургия | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ очистки поверхности металла | 1978 |
|
SU694238A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛА, НАПРИМЕР | 0 |
|
SU364371A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ удаления дефектов с поверхностей металлических изделий | 1941 |
|
SU79835A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ зачистки заготовок проката | 1984 |
|
SU1255230A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| US 5201206 A | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
