Изобретение относится к вентиляции и может быть использовано для управления экранированием и удалением газов, аэрозолей и испарений, образующихся в процессе гальванохимической обработки и горячей промывки деталей погружением на автоматизированных (автоматических) и механизированных линиях гальванопокрытий и очистки.
Широко известны способы управления экранированием и удалением газов, аэрозолей и испарений от ванн гальванохимической обработки и горячей промывки, включающие полное экранирование поверхности зеркала ванн с помощью откидных крышек, удаление образующихся газов, аэрозолей и испарений с помощью бортовых отсосов и регулирование количества отсасываемых газов, аэрозолей и испарений ванн в бортовых отсосах последних [1, 2]
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ управления экранированием и удалением газов, аэрозолей и испарений от ванн гальванохимической обработки и горячей промывки, включающий частичное и полное экранирование поверхности зеркала ванн в горизонтальной плоскости при загруженном и не загруженном приспособлениями с деталями состояниях ванн соответственно и регулирование количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванн в бортовых отсосах последних [3]
Однако данный способ требует сравнительно больших энергетических затрат на экранирование и удаление газов, аэрозолей и испарений, поскольку не обеспечивает взаимосвязи между состоянием ванн (загружены-незагружены приспособлениями с деталями или загружаются-выгружаются последние из ванн) и количеством удаляемых с поверхности зеркала ванн газов, аэрозолей и испарений, что приводит к более быстрому выносу жидкой обрабатывающей среды ванн бортовыми отсосами или к повышенному увеличению выбросов в атмосферу цеха вредных выделений при осуществлении процессов загрузки (выгрузки) приспособлений с деталями в (из) ванны, а значит, снижает эффективность процессов экранирования и удаления газов, аэрозолей и испарений в целом.
Кроме того, данный способ не позволяет или делает затруднительным его использование на автоматизированных линиях гальванопокрытий, поскольку он не обеспечивает или делает затруднительной взаимосвязь процессов транспортировки приспособлений с деталями с процессами частичного экранирования поверхности зеркала ванн.
При этом, одна реализация процессов полного экранирования поверхности зеркала ванн в горизонтальной плоскости без учета расположения торцовых поверхностей бортовых вентиляционных отсосов ванн и возможного наличия выступающих частей (датчиков, регуляторов и др.) над поверхностью зеркала ванн не обеспечивает надежного укрытия ванн с торцовых частей и значительно ограничивает область использования данного способа.
Технический результат заключается в повышении эффективности процессов экранирования и удаления газов, аэрозолей и испарений за счет сокращения выноса жидкой обрабатывающей среды ванн бортовыми отсосами и (или) выбросов вредных выделений в атмосферу цеха при операциях загрузки-выгрузки, в обеспечении возможности использования способа на автоматизированных (автоматических) и механизированных линиях гальванопокрытий, в повышении надежности экранирования газов, аэрозолей и испарений с торцовых сторон ванн, а также в расширении технологических возможностей способа за счет обеспечения надежного укрытия зеркала ванн различного вида (с гладкой поверхностью или с выступающими над поверхностью частями) минимально необходимым для этого объемом поверхности экранирования (в частности, полного) и независимости процесса частичного экранирования от вида используемого приспособления (подвеска, барабан или корзина).
Для этого в способе управления экранированием и удалением газов, аэрозолей и испарений от ванн гальванохимической обработки и горячей промывки, включающем частичное и полное экранирование поверхности зеркала ванн при загруженном и не загруженном приспособлениями с деталями состояниях ванн соответственно и регулирование количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванн в бортовых отсосах последних, согласно изобретению процессы регулирования количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванны в бортовых отсосах последней и полного экранирования (разэкранирования) поверхности зеркала ванны выполняют синхронно и взаимосвязанно, причем процессы полного экранирования (разэкранирования) поверхности зеркала ванны осуществляют в горизонтальной относительно поверхности зеркала ванны плоскости, а процессы частичного экранирования (разэкранирования) поверхности зеркала ванны осуществляют в вертикальной относительно поверхности зеркала ванны плоскости.
Частичное экранирование (разэкранирование) поверхности зеркала ванны можно осуществлять расположенной непосредственно над приспособлением с деталями и замкнутой с торцовых сторон поверхностью  -образного профиля, жестко соединенной с грузоопорами приспособления с деталями.
-образного профиля, жестко соединенной с грузоопорами приспособления с деталями.
Полное экранирование (разэкранирование) поверхности зеркала ванны можно осуществлять изменением конфигурации экрана, выполненного в виде гармошек, по числу бортовых отсосов у двух противоположных сторон ванны, жестко соединенных одними своими концами с торцовой поверхностью соответствующих бортовых отсосов и перемещаемых навстречу друг другу (экранирование) и обратно (разэкранирование).
Сопоставительный анализ предлагаемого решения с прототипом показывает, что предлагаемый способ отличается от известного тем, что процессы регулирования количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванны в бортовых отсосах последней и полного экранирования (разэкранирования) поверхности зеркала ванны выполняют синхронно и взаимосвязанно, причем процессы полного экранирования (разэкранирования) поверхности зеркала ванны осуществляют в горизонтальной относительно поверхности зеркала ванны плоскости, а процессы частичного экранирования (разэкранирования) поверхности зеркала ванны осуществляют в вертикальной относительно поверхности зеркала ванны плоскости, а также видом и выплнением частичного и полного экранирований (разэкранирований).
Таким образом, предлагаемый способ соответствует критерию изобретения "новизна".
Известны технические решения [4] в которых также осуществляют частичное и полное экранирование поверхности зеркала ванн при загруженном и не загруженном приспособлениями с деталями состояниях ванн соответственно и регулирование количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванн в бортовых отсосах последних.
Однако в них также отсутствуют синхронизация и взаимосвязанность процесса регулирования количества удаляемых выделений с поверхности зеркала ванны в бортовых отсосах последней с процессом полного экранирования (разэкранирования) поверхности зеркала ванны. Кроме того, в известных технических решениях (система "Condovent") процессы полного экранирования (разэкранирования) производят в вертикальной плоскости, что ограничивает их использование на гальванических линиях при достаточно широких ваннах и сравнительно низких по высоте помещениях, что, в конечном итоге, снижает эффективность процесса вентиляции вневанного пространства в целом и (или) требует дополнительных энергетических затрат.
Это позволяет сделать вывод о соответствии предлагаемого технического решения критерию "существенные отличия".
Предлагаемый способ управления экранированием и удалением газов, аэрозолей и испарений от ванн гальванохимической обработки и горячей промывки осуществляется с помощью установки для гальванохимической обработки и горячей промывки.
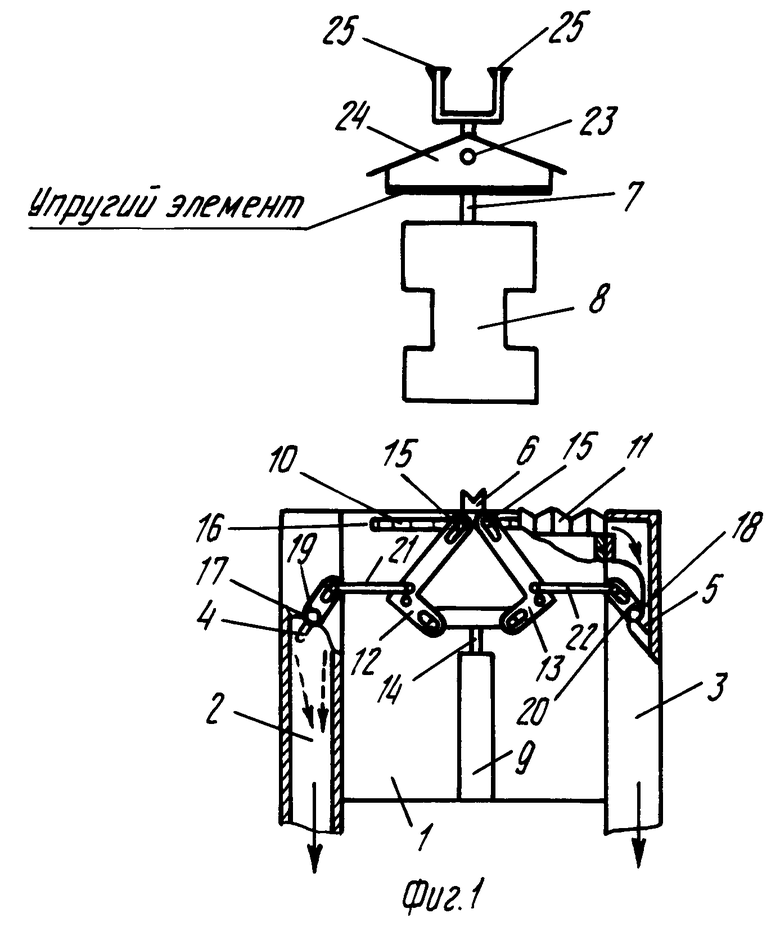
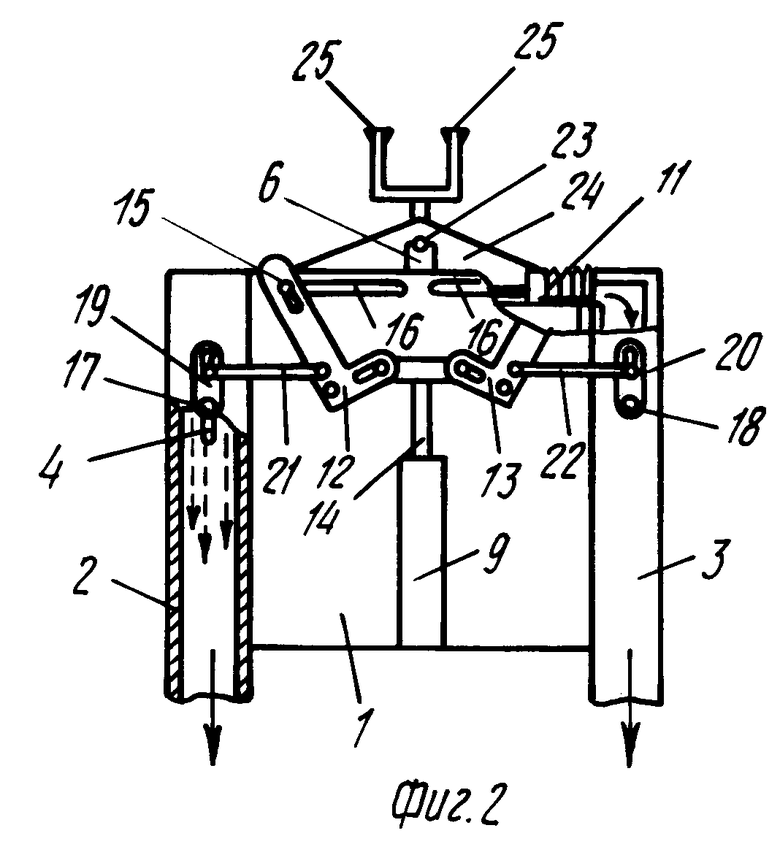
На фиг. 1 изображена установка для гальванохимической обработки и горячей промывки, вид с торцовой стороны ванн, положение крышки-закрытое, ванна не загружена приспособлением с деталями; на фиг. 2 то же, положение крышки-открытое, ванна загружена приспособлением с деталями.
Установка для гальванохимической обработки и горячей промывки содержит ванны 1, каждая из которых оснащена бортовыми отсосами 2 и 3 с поворотными заслонками 4 и 5 для регулирования количества удаляемых с поверхности зеркала ванны 1 выделений и ловителями 6 приспособления 7 с деталями 8, пневмоцилиндры 9 для управления открыванием-закрыванием крышки, выполненной в виде гармошек 10 и 11 из соответствующего кислото-, влаго-, и термостойкого материала, жестко соединенных одними своими концами с торцовой поверхностью соответствующих бортовых отсосов 2 и 3 с помощью шарнирно закрепленных на корпусе ванны 1 Г-образных тяг 12 и 13, вторые концы которых соединены через пазы (не показаны) с штоками 14 пневмоцилиндров 9, а их первые концы своими осями 15 в пазах тяг 12 и 13 (не показаны) соединены с боковыми торцовыми поверхностями гармошек 10 и 11, причем соединение гармошек 10 и 11 с осями 15 Г-образных тяг 12 и 13 пневмоцилиндров 9 осуществляется в пазах 16 торцовых сторон ванны 1.
Оси 17 и 18 поворотных заслонок 4 и 5 оснащены жестко соединенными с ними рычагами 19 и 20, имеющими пазы (не показаны), для обеспечения механической связи с направляющими 21 и 22, другие концы которых шарнирно закреплены на Г-образных тягах 12 и 13.
Приспособление 7 с деталями 8 содержит штангу (грузоопору в общем случае) 23, с которой жестко соединена расположенная над приспособлением 7 с деталями 8 и замкнутая с торцовых сторон поверхность 24  -образного профиля, выполненная, например, из титана, и грузоподхваты 25.
-образного профиля, выполненная, например, из титана, и грузоподхваты 25.
Торцовые стороны поверхности 24 оснащены упругими элементами, например резиновыми прокладками (не показаны).
Установка работает следующим образом.
В исходном состоянии крышка ванны 1 находится в закрытом положении, в связи с чем гармошки 10 и 11 находятся в растянутом состоянии, штоки 14 пневмоцилиндров 9 находятся во втянутом состоянии, а в ловителях 6 ванны 1 отсутствует штанга 23 с приспособлением 7 с деталями 8, оснащенная замкнутой с торцовых сторон поверхностью 24  -образного профиля и грузоподхватами 25 (фиг. 1).
-образного профиля и грузоподхватами 25 (фиг. 1).
Поворотные заслонки 4 и 5 бортовых отсосов 2 и 3 находятся в угловом положении, а расход отсасываемых газов, аэрозолей и испарений с поверхности зеркала ванны 1 минимально возможный по технологии.
После останова транспортирующего приспособления 7 с деталями 8 средства (не показано) у позиции загрузки-выгрузки ванны 1 сжатый воздух подают в нижние вводы (не показаны) пневмоцилиндров 9 и соединяют с атмосферой их верхние вводы (не показаны).
При этом штоки 14 пневмоцилиндров 9 перемещаются вверх, заставляя поворачиваться закрепленные шарнирно Г-образные тяги 12 и 13, обеспечивая, тем самым:
открывание за счет сжатия гармошек 10 и 11 крышки с помощью жестко соединенных с их боковыми торцовыми поверхностями осей 15, перемещаемых (в данном случае от центра ванны 1 к бортовым отсосам 2 и 3 соответственно) в пазах 16 торцовых сторон ванны 1;
синхронное и взаимосвязанное (в данном случае) перемещение в вертикальное положение поворотных заслонок 4 и 5 за счет механической связи направляющих 21 и 22, шарнирно закрепленных в Г-образных тягах 12 и 13, с рычагами 19 и 20, жестко соединенными с осями 17 и 18 поворотных заслонок 4 и 5, установленными в подшипниках (не показаны), закрепленных в торцовых стенках бортовых отсосов 2 и 3, т.е. обеспечивается синхронное увеличение количества отсасываемых газов, аэрозолей и испарений с поверхности зеркала ванны 1 от минимального до максимального значения.
Этим достигается максимальная эффективность процесса удаления газов, аэрозолей и испарений с поверхности зеркала ванны 1 в процессе загрузки приспособления 7 с деталями 8 в ванну 1.
По окончании процесса открывания крышки ванны 1 производят загрузку приспособления 7 с деталями 8 в ванну 1 транспортирующим средством.
По окончании (и в процессе) загрузки приспособления 7 с деталями 8 в ванну 1 производится частичное экранирование поверхности зеркала ванны замкнутой с торцовых сторон поверхностью (экраном) 24  -образного профиля, жестко соединенной с штангой 23 (в данном случае), находящейся в ловителях 6 ванны 1 (фиг. 2), а сама крышка ванны 1 остается в открытом состоянии.
-образного профиля, жестко соединенной с штангой 23 (в данном случае), находящейся в ловителях 6 ванны 1 (фиг. 2), а сама крышка ванны 1 остается в открытом состоянии.
Транспортирующее средство перемещается, например, к новой позиции загрузки-выгрузки приспособления 7 с деталями 8, а в ванне 1 происходит процесс гальванохимической обработки или горячей промывки загруженных в нее деталей 8.
При этом образующиеся в процессе обработки деталей 8 газы, аэрозоли и (или) испарения в ванне 1 экранируются поверхностью 24 и удаляются бортовыми отсосами 2 и 3 в максимально возможном объеме.
По окончании процесса обработки деталей 8 в ванне 1 с помощью транспортирующего средства производится выгрузка приспособления 7 с деталями 8 из ванны 1 так же при максимальном объеме удаляемых газов, аэрозолей и испарений бортовыми отсосами 2 и 3.
Затем производится возврат крышки 1 в исходное закрытое состояние путем подачи сжатого воздуха в верхние вводы пневмоцилиндров 9 и соединения с атмосферой их нижних вводов.
При этом штоки 14 пневмоцилиндров 9 перемещаются вниз, заставляя поворачиваться в обратном (процессу открывания крышки) направлении закрепленные шарнирно Г-образные тяги 12 и 13, обеспечивая, тем самым:
закрывание за счет растягивания гармошек 10 и 11 крышки с помощью жестко соединенных с их боковыми торцовыми поверхностями осей 15, перемещаемых (в данном случае от бортовых отсосов 2 и 3 к центру ванны 1 соответственно) в пазах 16 торцовых сторон ванны 1;
синхронное и взаимосвязанное (в данном случае) перемещение в угловое положение поворотных заслонок 4 и 5 за счет указанной ранее механической связи, т.е. обеспечивается синхронное уменьшение количества отсасываемых газов, аэрозолей и испарений с поверхности зеркала ванны 1 от максимального до минимально необходимого значения.
Этим достигается максимальная эффективность процесса удаления газов, аэрозолей и (или) испарений с поверхности зеркала ванны 1 и в процессе выгрузки приспособления 7 с деталями 8 из ванны 1.
По окончании процесса выгрузки приспособления 7 с деталями 8 из ванны 1 и возврата в исходное положение крышки последней установка готова для проведения нового процесса обработки деталей.
Таким образом, предлагаемый способ управления экранированием и удалением газов, аэрозолей и испарений от ванн гальванохимической обработки и горячей промывки по сравнению с известным, выбранным в качестве прототипа, позволяет:
повысить эффективность экранирования и удаления газов, аэрозолей и испарений за счет сокращения (не менее чем на 30-50%) выбросов вредных выделений в атмосферу цеха при операциях загрузки-выгрузки;
обеспечить возможность использования способа на автоматизированных (автоматических) и механизированных линиях гальванопокрытий и очистки;
повысить надежность экранирования газов, аэрозолей и испарений с торцовых сторон ванн;
расширить технологические возможности способа за счет обеспечения возможности надежного укрытия зеркала ванн различного вида минимально необходимым для этого объемом поверхности экранирования с изменяемым профилем, а также за счет независимости процесса частичного экранирования от вида используемого приспособления (подвеска, барабан или корзина).
Реализация предлагаемого способа довольно проста, не встречает принципиальных затруднений и может быть осуществлена на большинстве предприятий приборо- и машиностроения, а также на проектируемых линиях гальванопокрытий и очистки.
Материалами могут служить: титан, фторопластовая пленка, лист и др.
Использование: для управления экранированием и удалением вредных выделений и испарений от ванн гальванохимической обработки и горячей промывки деталей погружением на автоматизированных (автоматических) и механизированных линиях гальванопокрытий и очистки. Технический результат: повышение эффективности процессов экранирования и удаления газов, аэрозолей и испарений, расширение технологических возможностей и повышение надежности экранирования вредных выделений и испарений от ванн гальванохимической обработки и горячей промывки. Сущность изобретения: включает частичное и полное экранирование поверхности зеркала ванн при загруженном и не загруженном приспособлениями с деталями состояниях ванн соответственно и регулирование количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванн в бортовых отсосах последних. Процессы регулирования количества удаляемых газов, аэрозолей и испарений с поверхности зеркала ванны в бортовых отсосах последней и полного экранирования (разэкранирования) поверхности зеркала ванны выполняют синхронно и взаимосвязанно, причем процессы полного экранирования (разэкранирования) поверхности зеркала ванны осуществляют в горизонтальной относительно поверхности зеркала ванны плоскости, а процессы частичного экранирования (разэкранирования) - в вертикальной относительно поверхности зеркала ванны плоскости. В способе предложен вид и выполнение частичного и полного экранирования (разэкранирования). 2 з.п. ф-лы, 2 ил.
 -образного профиля, жестко соединенной с грузоопорами приспособления с деталями.
-образного профиля, жестко соединенной с грузоопорами приспособления с деталями.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Муравьев В.Б | |||
| и Шмелева Н.М | |||
| Современные методы защиты металлов от коррозии и тенденции их развития | |||
| - Обзорная информация | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
