Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через патрубки непосредственно в кристаллизаторы под уровень металла. В этих условиях вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-насосами [1]
Недостаток известного способа недостаточные производительность и стабильность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизаторов. В этих условиях прекращается процесс непрерывной разливки. Кроме того, невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки.
Наиболее близким по технической сущности является способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в камере [2]
Недостаток известного способа неудовлетворительное качество разливаемого металла. Это объясняется тем, что часть плавки разливается в условиях отсутствия вакуумирования вследствие необходимости создания необходимого остаточного давления в вакуум-камере. Эта операция производится во времени. Кроме того, весь объем металла, находящийся в начале разливки в промежуточном ковше, не подвергается вакуумированию. В результате этого в металле непрерывнолитых слитков не уменьшается содержание водорода, азота и неметаллических включений. Сказанное приводит к браку непрерывнолитых слитков. Снижается производительность получения непрерывнолитых слитков высокого качества.
Цель изобретения повышение производительности получения непрерывнолитых слитков высокого качества.
Указанная цель достигается тем, что подают жидкий металл из разливочного ковша в вакуум-камеру, создают в ней остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш через патрубок и далее в кристаллизаторы. Металл подают из вакуум-камеры в промежуточный ковш с помощью дополнительного патрубка. После подъема уровня металла в промежуточном ковше выше нижних торцев патрубков и герметизации вакуум-камеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков. После создания в вакуум-камере заданного остаточного давления одновременно с циркуляционным вакуумированием в промежуточном ковше осуществляют обработку металла в вакуум-камере. Объем металла в промежуточном ковше разделяют на три зоны: среднюю и две крайних. В средней зоне осуществляют циркуляционное вакуумирование, а соотношение объемов металла в крайних зонах к средней устанавливают в соотношении (1,8-2,2) 1 (1,8-2,2).
Повышение производительности получения непрерывнолитых слитков высокого качества будет происходить вследствие повышения эффективности процесса вакуумирования в условиях одновременного совмещения двух видов вакуумирования: циркуляционного и дегазации струи и слоя металла в проточной камере. При этом процессу вакуумирования будет подвергаться весь разливаемый металл, начиная с его первых порций, наполняемых промежуточный ковш в начале непрерывной разливки, за счет циркуляционного вакуумирования.
Кроме того, разделение объема в промежуточном ковше на три зоны обеспечивает интенсификацию циркуляционного вакуумирования металла в средней зоне за счет ограничения ее объема. В этих условиях объем металла в средней зоне подвергается многократному циркуляционному вакуумированию. Образование внешних крайних зон обеспечивает условия для всплывания на мениск металла неметаллических включений и, как следствие, повышение чистоты разливаемого металла.
Диапазон соотношения объемов металла в зонах промежуточного ковша в диапазоне (1,8-2,2) 1 (1,8-2,2) объясняется закономерностями всплывания неметаллических включений из металла и его циркуляционного вакуумирования. При меньших значениях не будет обеспечиваться всплывание неметаллических включений вследствие быстрого обмена металла в крайних зонах. При больших значениях будет происходить переохлаждение металла вследствие его длительного нахождения в крайних зонах промежуточного ковша. Указанный диапазон устанавливают в обратной пропорциональной зависимости от величины весового расхода металла в кристаллизаторы.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
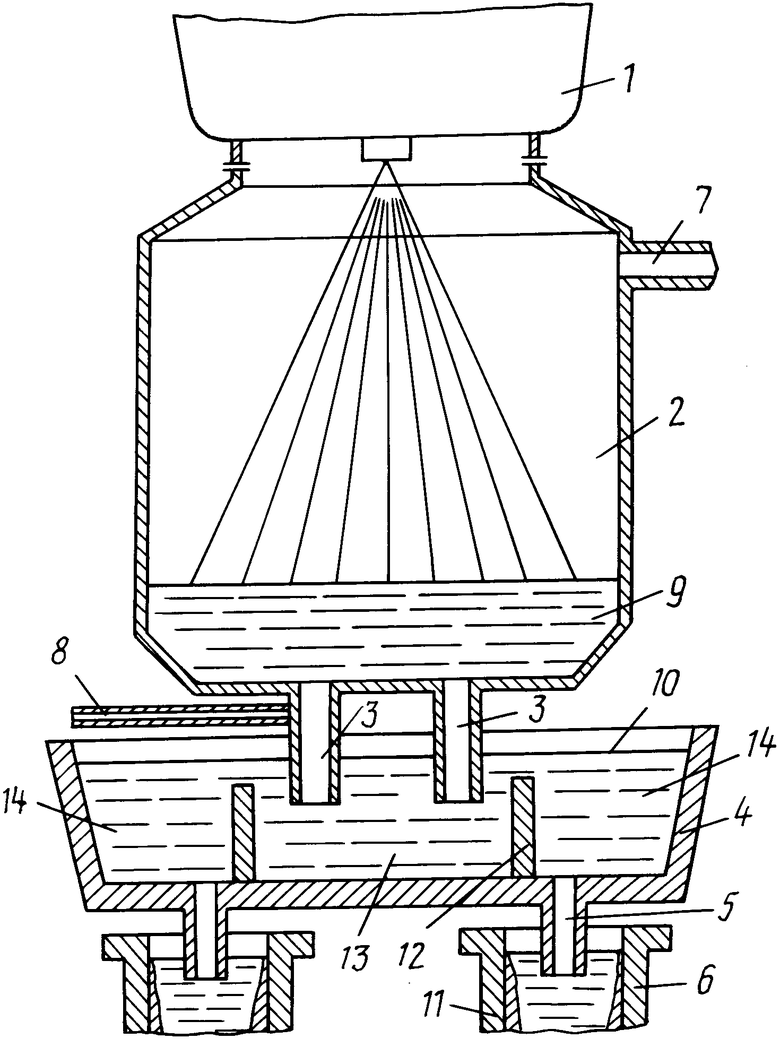
На чертеже показана схема установки для обработки металла в процессе непрерывной разливки.
Установка для осуществления способа обработки металла в процессе непрерывной разливки состоит из разливочного ковша 1, вакуум-камеры 2, патрубков 3, промежуточного ковша 4, разливочных стаканов 5, кристаллизаторов 6, вакуум-провода 7, трубопровода 8. Позицией 9 обозначен жидкий металл, 10 уровень металла в промежуточном ковше, 11 непрерывнолитой слиток, 12 перегородки, 13 средняя зона, 14 внешние крайние зоны.
Способ обработки металла в процессе непрерывной разливки осуществляют следующим образом.
П р и м е р. В начале процесса непрерывной разливки подают жидкую нераскисленную сталь 9 марки ст3 из разливочного ковша 1 емкостью 350 т в вакуум-камеру 2 и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,2-0,6 кПа в зависимости от раскисленности стали. Разряжение создают посредством вакуум-провода 7, соединенного с вакуум-насосом. Металл 9 подают из вакуум-камеры 2 в промежуточный ковш 4 через один из огнеупорных патрубков 3. Металл 9 из промежуточного ковша 4 подают через удлиненные огнеупорные стаканы 5 в два кристаллизатора 6 под уровень металла. Из кристаллизаторов 6 вытягивают непрерывнолитые слитки 11. Расход металла из промежуточного ковша 4 регулируют при помощи стопорных механизмов (не показаны).
В начале наполнения промежуточного ковша 4 металлом 9 выше нижних торцов патрубков 3 и герметизации вакуум-камеры 2 уровнем 10 жидкого металла производят циркуляционное вакуумирование металла, находящегося в промежуточном ковше, посредством подачи инертного газа, например, аргона по трубопроводу 8 в один из патрубков 3 с расходом в пределах 400-600 л/мин. В этих условиях когда из вакуум-камеры 2 начинают откачивать воздух, под действием атмосферного давления металл поднимается в вакуум-камеру 2 на барометрическую величину, равную примерно 1,4 м, и покрывает подину камеры. Одновременно в нижнюю часть одного из патрубков 3 подводится аргон как транспортирующий газ. Газ, увеличиваясь в объеме, поднимается по патрубку, приводит в движение находящийся здесь металл и приподнимает на некоторую величину уровень зеркала металла в камере 2. Дегазированный металл 9 стекает по другому патрубку 3 обратно в промежуточный ковш 4. Выделившийся газ удаляется из камеры 2 по вакуум-проводу 7.
После герметизации патрубков 3 жидким металлом начинается понижение давления в вакуум-камере до необходимого значения. Объем металла, находящегося в промежуточном ковше и вновь поступающего в вакуум-камеру, подвергается только циркуляционному вакуумированию. В дальнейшем после создания в вакуум-камере необходимого остаточного давления разливку ведут в условиях совместного вакуумирования металла: посредством его пропускания через вакуум-камеру и циркуляции металла через патрубки.
Процесс разливки можно производить в трех вариантах: только пропусканием металла через вакуум-камеру, только при помощи циркуляции металла через патрубки и, наконец, при совмещении этих процессов вакуумирования. В этих условиях повышается эффективность процесса вакуумирования металла в зависимости от раскисленности металла и его весового расхода. Сокращаются объемы невакуумированного металла и повышается производительность получения непрерывнолитых слитков высокого качества, снижается брак слитков по неметаллическим включениям и наличия в металле вредных газовых включений.
Объем металла в промежуточном ковше 4 разделяют на три зоны: среднюю 13 и две крайних 14 при помощи перегородок 12. Металл из зоны 13 переливается в крайние зоны 14 через верхние торцы перегородок 12. В средней зоне 13 осуществляют циркуляционное вакуумирование при помощи перекачивания металла 9 через патрубки 3. Соотношение объемов металла в крайних зонах 14 к средней зоне 13 устанавливают в соотношении (1,8-2,2) 1 (1,8-2,2).
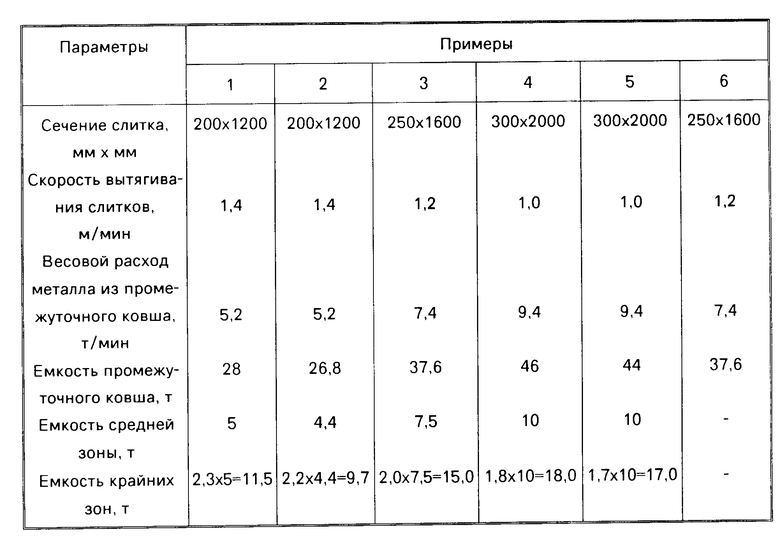
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие большого объема металла в крайних зонах и, следовательно, длительного нахождения в них металла будет происходить переохлаждение металла и его замерзание в районе разливочных стаканов.
В пятом примере вследствие малого объема в крайних зонах и, как следствие, быстрого обмена металла неметаллические включения не будут успевать коагулировать и всплывать, что приведет к загрязнению металла и браку слитков.
В шестом примере (прототипе) вследствие отсутствия циркуляционного вакуумирования и разделения металла в промежуточном ковше на отдельные зоны не будет обеспечиваться интенсификация вакуумирования металла, что приведет к браку слитков.
В примерах 2- вследствие разделения объема металла в промежуточном ковше на три зоны в оптимальном соотношении будет обеспечиваться с одной стороны интенсификация циркуляционного вакуумирования, а с другой стороны будет обеспечиваться удаление из металла неметаллических включений и устранение замерзания металла в районе разливочных стаканов.
Применение предлагаемого способа позволяет повысить выход непрерывнолитых слитков высокого качества на 4-8% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ обработки металла при непрерывной разливке, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2037372C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034680C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037369C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034678C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
Способ обработки металла в процессе непрерывной разливки включает подачу металла из вакуум-камеры в промежуточный ковш с помощью дополнительного патрубка. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков. После создания в вакуум-камере заданного остаточного давления одновременно с циркуляционным вакуумированием в промежуточном ковше осуществляют обработку металла в вакуум-камере. Объем металла в промежуточном ковше разделяют на три зоны: среднюю и две крайних. В средней зоне осуществляют циркуляционное вакуумирование. Соотношение объемов металла в крайних зонах к средней устанавливают в соотношении (1,8 2,2) 1 (1,8 2,2). 1 ил. 1 табл.
СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ, включающий подачу жидкого металла из разливочного ковша в вакуумкамеру, создание в ней остаточного давления, обработку металла в вакуумкамере и подачу металла из нее через патрубок в промежуточный ковш и далее в кристаллизаторы, отличающийся тем, что металл подают из вакуумкамеры в промежуточный ковш с помощью дополнительного патрубка, после подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуумкамеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков, а обработку металла в вакуумкамере осуществляют одновременно с циркуляционным вакуумированием в промежуточном ковше при создании в вакуумкамере остаточного давления, при этом промежуточный ковш разделяют на среднюю и две крайние зоны, а циркуляционное вакуумирование осуществляют в средней зоне промежуточного ковша при соотношении находящихся в крайних и средней зонах объемов металла (1,8.2,2):1:(1,8.2,2).
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
