1
(21)4706264/33
(22).89
(46) 30.12.91. Бюл, V 48
(71)Ленинградский зональный научно- исследовательский и проектный институт типового и экспериментального проектирования жилых и общественных зданий
(72)А.И. Обухов, А„В. Крейчман, . В.П„ Вахрушев, 00Н0 Верещагин,
ЛоА. Гойман и С„Я. Таслицкий
(53)666.97.038(088.8)
(56)Типовой проект № 409-013-18.83 завода КПД. М.: ТПИ Гипростроммаш, 1983„
(54)ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
(57)Изобретение относится к строительной индустрии, а именно к оборудованию для производства бетонных
и железобетонных изделий типа наружных стеновых панелейо Цель изобретения - снижение трудозатрат с одновременным повышением производительности,, Технологическая линия оснащена транспортными грузподъемными средствами для транспортировки, укладки и извлечения Аорм-вагонеток, выполненными в виде приводной тележки с подвешенным к ней Р четырех точках авгозахватом. На тележке установлена лебедка, выполненная в виде четырех барабанов, соединенных попарно открытым зубчатыми парами с цилиндрическим редуктором и электродвигателем,, Блоки закреплены на тележке последовательно для направления канатов к автозахвату и возврата их на тележку для закрепления второго свободного конца на натяжных устройствах. Автозахват выполнен в виде верхней и нижней рам, соединенных ежду собой вертикальными тягами с продольными пазами и механизмом фиксации положения крюков. Крюки смонтированы HC нижней раме0 На верхней раме смонтированы четыре несущих блока. Крюки шарнирно связаны с наклонными тягами, закрепленными на раме. Устройства установлены на транспортных путях, смонтированных на эстакаде о 8 ил.
ч|

| название | год | авторы | номер документа |
|---|---|---|---|
| МАНИПУЛЯТОР-УКЛАДЧИК ФОРМ | 1992 |
|
RU2037410C1 |
| Полуконвейерная линия для изготовления железобетонных изделий | 1990 |
|
SU1765008A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1984 |
|
SU1230846A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Линия для производства строительных изделий | 1985 |
|
SU1306718A1 |
Изобретение относится к строительной индустрии, в частности к оборудованию для производства строительных изделий, например наружных стеновых панелей.
Цель изобретения - снижение трудозатрат с одновременным повышением производительности о
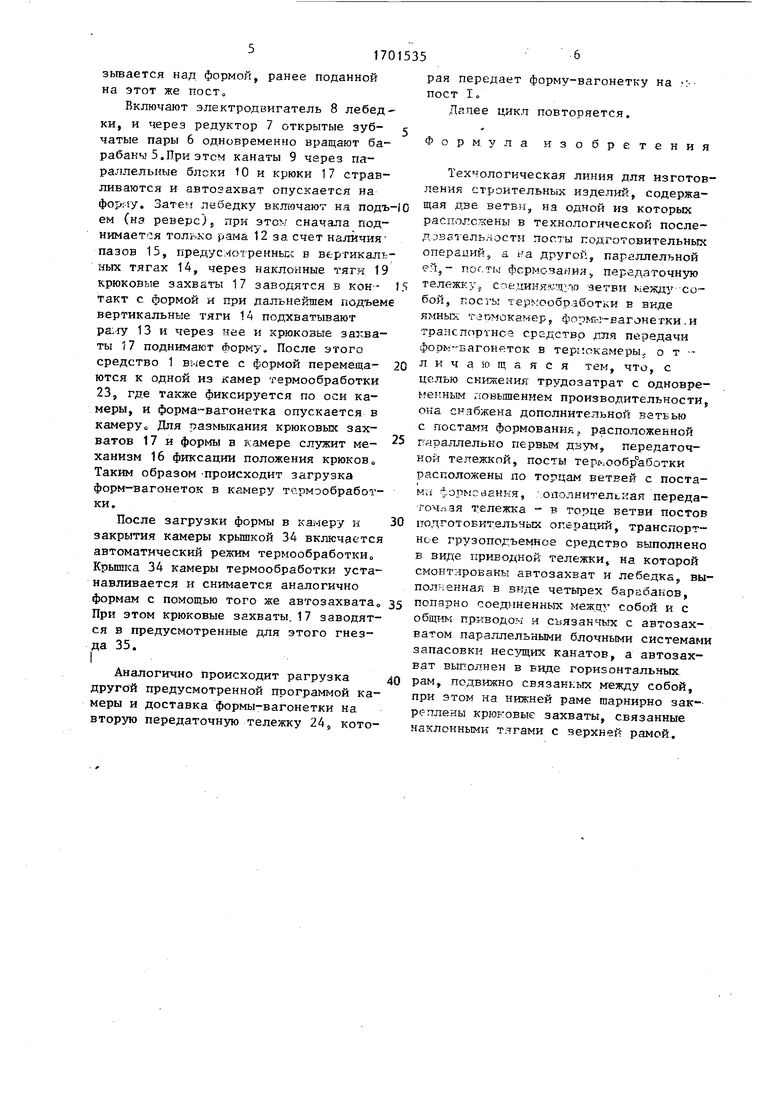
На фиг„ 1 изображена технологическая линия, вид в плане; на фиг„ 2 сд
ОЭ СД
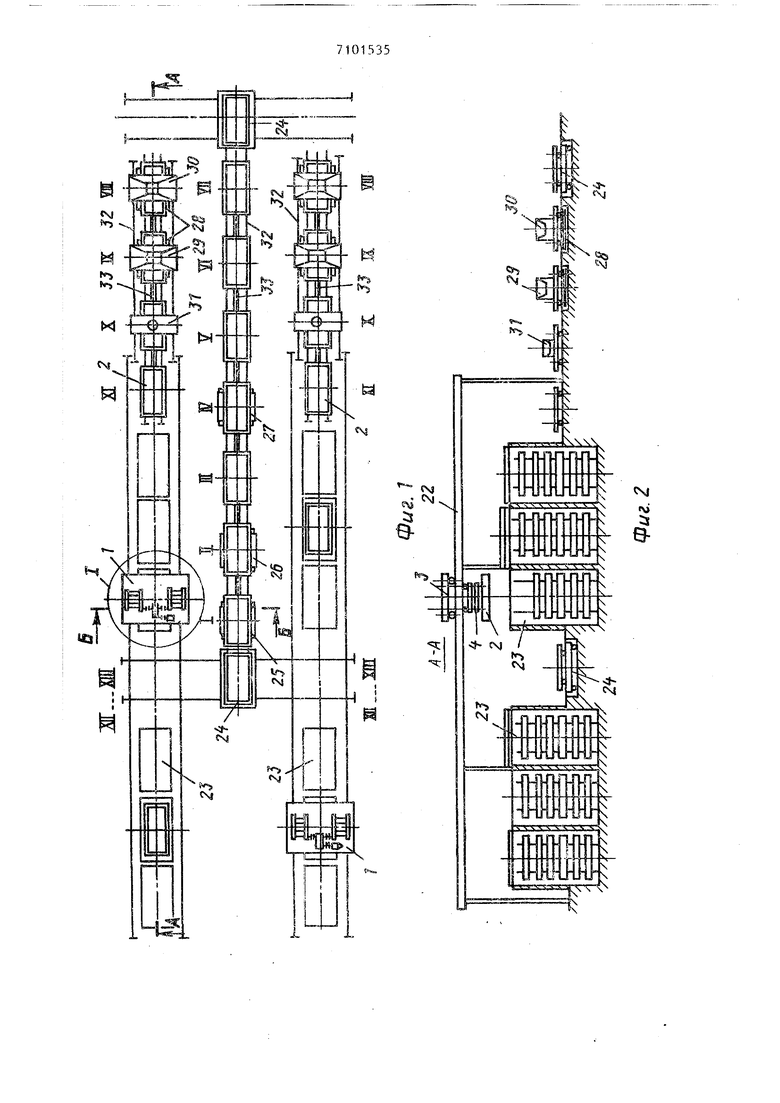
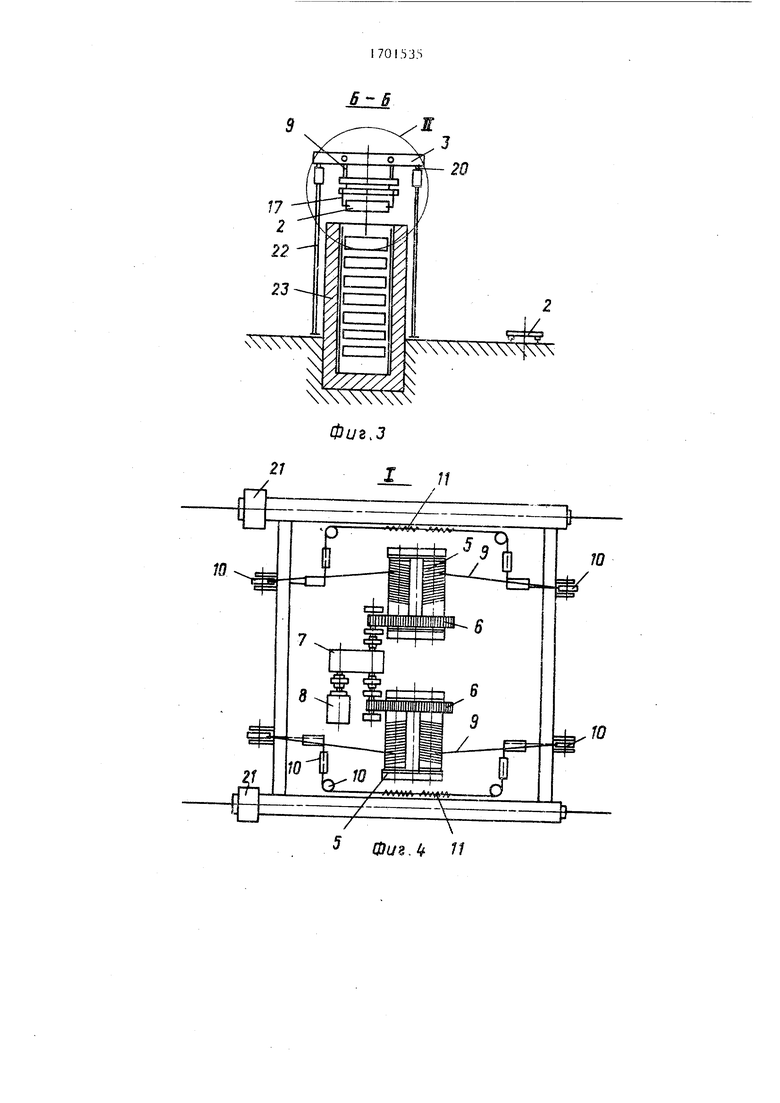
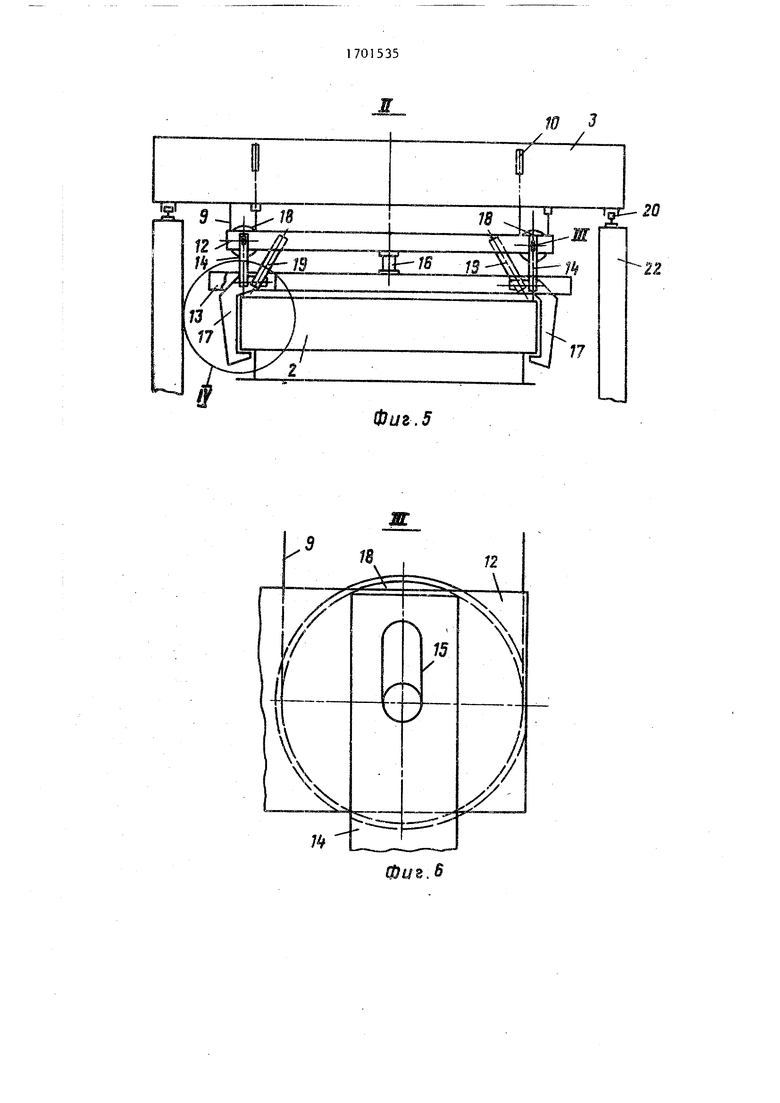
разрез А-А на сЬиг„ 1 (посты термообработки и Формования); на Аиг„ 3 - разрез Б-Б fa фиг„1 (ямная термокамера с транспортным грузоподъемным средством, вод сбоку); на фиг„ 4 - узел I ьа фиг,, 1 (транспортное грузоподъемное средство, вид в плане); на фиг 5 - узел II на фиг0 3 (транспортное грузоподъемное средство, вид сбоку); на фиг0 6 - узел III на фиг 5 (соедине
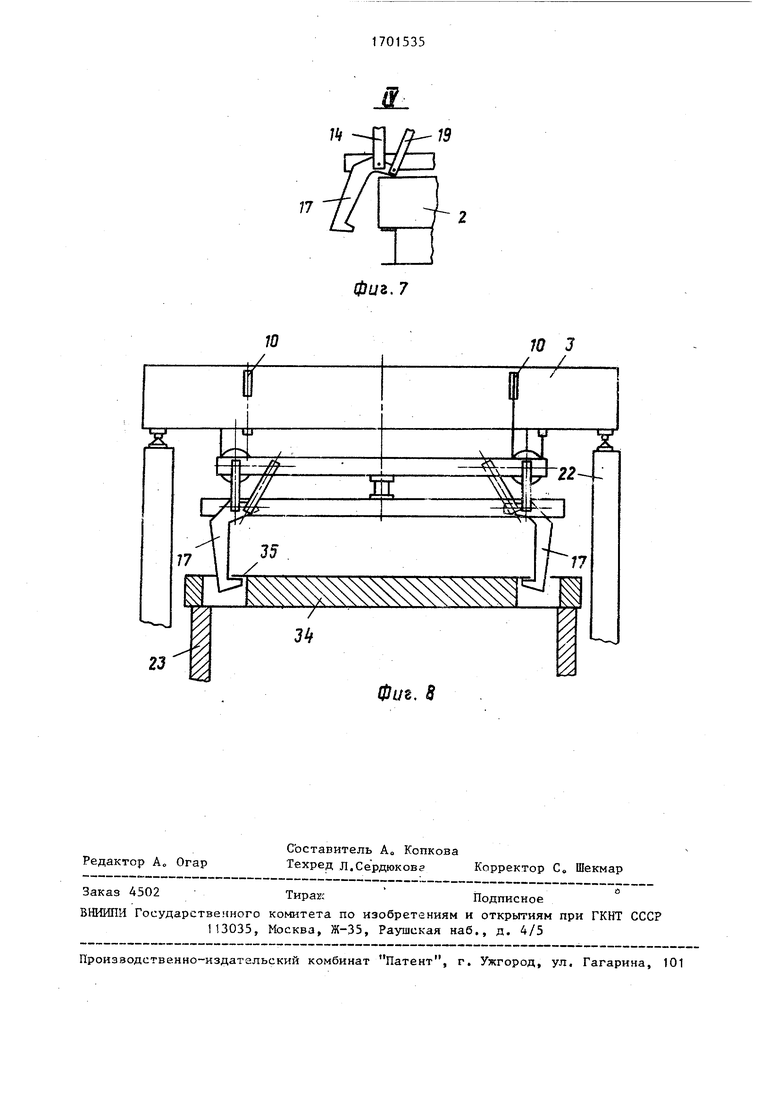
ние тяги с рамкой и блочной системой) на фиг„ 7 - узел IV на фиг 5 (положение автозахвата при открытых крюках); на фиг о 8 - положение автозах- вата при закрытой крышкой термокамере
Технологическая линия состоит из следующих технологических постов: I - распалубки изделий; II - съема кзде- ЛТ1Й; III - чистки и смазки форм IV - сборки форм; V-VI - армирования; VII- становки вкладышей| VIII - укладки Фактурного слоя; IX - бетонирования| X - заглаживания; XI - захвата форм- в агонеток; - термообработки.
Посты расположены на центральной ветви линии; а посты Jtlll - на боковых ветвях пинии. Боковые ветви линии оснащены транспортны- Ни грузоподъемными средствами 1р предНазначенными для транспортировки, ук- Ладки и извлечения форм 2. Транспорт- Ное грузоподъемное средство 1 состо- Ит из приводной тележки 3 (привод ке Йоказан) и подвешенного к ней в четы рех точках автозахвата 40
На тележке 3 установлена лебедка, выполненная в виде четырех барабанов 5, соединенных попарно открытыми Губчатыми парами б с цилиндрическим редуктором 7 и электродвигателем 8. На барабане 5 закреплены одним концом Йесущие прдъемные канаты 9, соединяю- $ще каждый барабан через систем/ бло- сов-полиспастов 10 с автозахватом, расположенным под тележкой 3„ Блоки |Ю закреплены на тележке 3 последовательно для направления канатов 9 к автозахвату и возврата их на тележку 3 для закрепления второго свободного Конца на нижних устройствах 11„
Автозахват выполнен в виде верхней 12 и нижней 13 рам, соединенных между собой вертикальными тягами 14 с продольными пазами 15 ч механизмом 16 фиксации положения (показан условно) крюков 17 автозахлатав Крюки 17 смонтированы на нижней раме 13
На верхней раме 12 смонтированы четыре несущих блока-полиспаста 18„ Крюки 17 шарнирно связаны с наклонными тягами 19, закрепленными на раме 12 „
Транспортные грузоподъемные средства 1 установлены на транспортных пу- тях 20 и снабжены механизмами 21 само фиксации (показаны условно)„
Транспортный путь 20 смонтирован на эстакаде 22, Между рельсовыми нап
5
,.
Q 5
0
5 до
дЬ
-,-
0
50
равляющими транспортного пути 20 размещены ямные камеры 23 термообработки
Технологическая линия оснащена передаточными тележками 249 соединяющими ветви технологической линии.
Пост I рэспалубкч изделий оснащен механизмами 25 открывания бортов форм,
Пост II съема изделий снабжен кантователем 26 о
Пост IV сборки форм оборудован механизмами 27 закрывания бортов„
Посты VIII и IX оснащены виброплощадками 28, бетоноукладчиком 29 и фак- туроукладчиком 305 а пост X - заглаживающей машиной 31 о
Формы-вагонетки 2 между постами перемещаются по рельсовым направляющим 32 с помощью толкающих устройств 330
На камерах термообработки установлены крышки 34f в которых предусмотрены гнезда 35, выполненные, например, в виде швеллеров.
Технологическая линия для изготовления строительных изделий работает в следующей последовательности
Форму-вагонетку 2 по направляющим
32с помощью толкающего устройства
33подают на пост I, где устройством 25 открывают борта. На посту II с помощью кантователя 26 осуществляют кантование и съем готового изделия. Далее на посту III производят чистку я смазку форм-вагонеток 20 На посту TV закрывают борта устройством 27„
На постах V и VI заряжают формы-вагонетки 2 арматурой На посту VII устанавливают вкладышИо
Далее подготовленная форма-вагонетка 2 с помощью передаточной тележки 24 поступает на одну из формовочных боковых ветвей линии, где на посту VIII осуществляют укладку фактурного слоя с помощью виброплощадки 28 и фактуро- укладчика 30.
Бетонную смесь укладывают на посту IX бетоноукладчиком 29„ На посту X осуществляют заглаживание верхней поверхности изделия заглаживающей машиной 31, Далее форму-вагонетку фиксируют по оси, например, СЖ-483 (не показан) На этот же пост по транспортным путям 20 по эстакаде 22 подают транспортное грузоподъемное средегво 1 путем включения по заданной программе привода тележки 3„ При этом тележка 3 фиксируется механизмом 21 по оси поста XI и автозахват оказывается над формой, ранее поданной на этот же пост
Включают электродвигатель 8 лебедки, и через редуктор 7 открытые зуб- чатые пары 6 одновременно вращают барабаны 5.При этсм канаты 9 через параллельные блоки Ю и крюки 17 стравливаются и автозахват опускается на форлу. Затем лебедку включают на подъ ем (на реверс) , при это - сначала поднимается только рама 12 за счет наличия- пазов 15, предусмотренных в вертикальных тягах 14, через наклонные тягч 19 крюковые захваты 17 заводятся в кон- такт с формой и при дальнейшем подъем вертикальные тяги 14 подхватывают ра.гу 13 и через нее и крюковые захваты 17 поднимают сЬорм. После этого средство 1 вместе с формой перемещаются к одной из камер термообработки 23, где также фиксируется по оси камеры, и форма-вагонетка опускается в камеру Для размыкания крюковых захватов 17 и формы в амере служит механизм 16 фиксации положения крюков Таким образом происходит загрузка форм-вагонеток в камеру тгрмэобработ- ки.
После загрузки формы в камер/ и закрытия камеры крышкой 34 включается автоматический режим термообработки Крышка 34 камеры термообработки устанавливается и снимается аналогично формам с помощью того же автозахвата , При этом крюковые захваты. 17 заводятся в предусмотренные для этого гнезда 35.
Аналогично происходит рагрузка другой предусмотренной программой камеры и доставка формы-вагонетки на вторую передаточную тележку 24, кото0 5
0
5
0
5
0
рая передает форму-вагонетку на пост 1„
Дапее цикл повторяется.
Формула изобретения
Технологическая линия для изготовления строительных изделий, содержащая две ветви,, на одной из которых расположены в технологической после- длвзтельлости посты подготовительных операций, з. fa другой, параллельной е-1, - РСК ты формования s передаточную тележку, счециня О ц то четви между собой, ПОСУЫ термообработки в виде ямны, тэпмокамер, формы-вагонетки,и транспортнсэ средство для передачи форм-вагонеток в термокамеры отличающаяся тен, что, с целью снижения трудозатрат с одновременным повышением производительности, она снабжена дополнительной ветвью с постами формования, расположенной гатзаллельно первым двум, передаточной тележкой, посты термообработки расположены по торцам ветвей с постами ормгаанкч, ополнительпая переда- гоч.тзя тележка - в торце ветви постов подготовительных операций, транспорт- нее грузоподъемное средство выполнено в виде приводной тележки, на которой смонтированы автозахват и лебедка, вы- польенная в виде четырех барабанов, попарно соединенных межпу собой и с общим приводом и связанных с автозахватом параллельными блочными системами запасовки несущих канатов, а автозах- ват выполнен в виде горизонтальных рам, подвижно связаньых между собой, при этом на нижней раме гаарнирно закреплены крюв-овые захваты, связанные наклонными тагами с верхней рамой.
Q
t; л
N
SEblOli
/
Фи%,Ь 11
/-/Й1
Е
25
ZET
-22
агЖ:
-Ш
J
77
Фиг. 5
Ю
17
Ю
Фиг. 7
Ю J
Фиг. 8
