Изобретение относится к производству гидравлических машин, в частности к способам сборки шестеренных насосов.
Известен способ сборки шестеренного насоса по которому корпус устанавливают на нижнюю крышку, совмещают поверхности корпуса с отверстиями крышки, устанавливают ведомую шестерню на ось и ведущую шестерню в совмещенные отверстия корпуса и крышки, далее устанавливают верхнюю крышку на ось ведомой и цапфу ведущей шестерен, проверяют плавность вращения и завинчивают болты.
При этом после такой предварительной сборки окончательная сборка заключается в том, что насос устанавливают в приспособление, фиксируют четырьмя прихватами, пневмогайковертом поворачивают шестерни и производят окончательную затяжку болтов.
Однако при такой сборке детали насоса занимают произвольное положение относительно друг друга, что вызывает перекос торцев шестерен относительно поверхностей крышек и корпуса, уменьшает длину линии контакта цапф ведущей шестерни и оси ведомой шестерни с подшипниками скольжения и уменьшает контакт венцов шестерен с корпусом.
В основу изобретения положения задача в процессе сборки насоса сориентировать поверхности корпуса и крышек относительно наружных поверхностей венцов ведущей и ведомой шестерен, а также относительно цапф ведущей шестерни и оси под ведомую шестерню так, чтобы они вступали в контакт по сопряженным поверхностям со стороны входной полости насоса, а поверхность оси с крышками со стороны выходной полости, тем самым до запуска в работу привести взаимное расположение деталей насоса аналогично расположению в работающем насосе.
Поставленная задача достигается тем, что по способу сборки шестеренного насоса, состоящей из окончательной и предварительной, последняя из которых заключается в том, что в цилиндрических расточках корпуса размещают ведущую и ведомую шестерни, причем ведущую шестерню цапфами устанавливают в подшипниках скольжения крышек, а ведомую шестерню подшипниковой втулкой на оси, концы которой устанавливают в расточках крышек, согласно изобретению окончательная сборка заключается в том, что предварительно собранный насос с назатянутыми болтами закрепляют за ведущую шестерню в центрах приспособления для сборки, опирают крышками со стороны ведомой шестерни на подпружиненные элементы, закрепленные на неподвижной поверхности приспособления, затем, приложив усилие к корпусу, приводят его в сопряжение с венцами зубьев обеих шестерен со стороны входной полости и в таком положении окончательно затягивают болтами.
Этим исключается произвольное расположение деталей в насосе, предотвращается перекос крышек и корпуса насоса относительно венцов ведущей и ведомой шестерен, а также относительно цапф ведущей шестерни и оси ведомой.
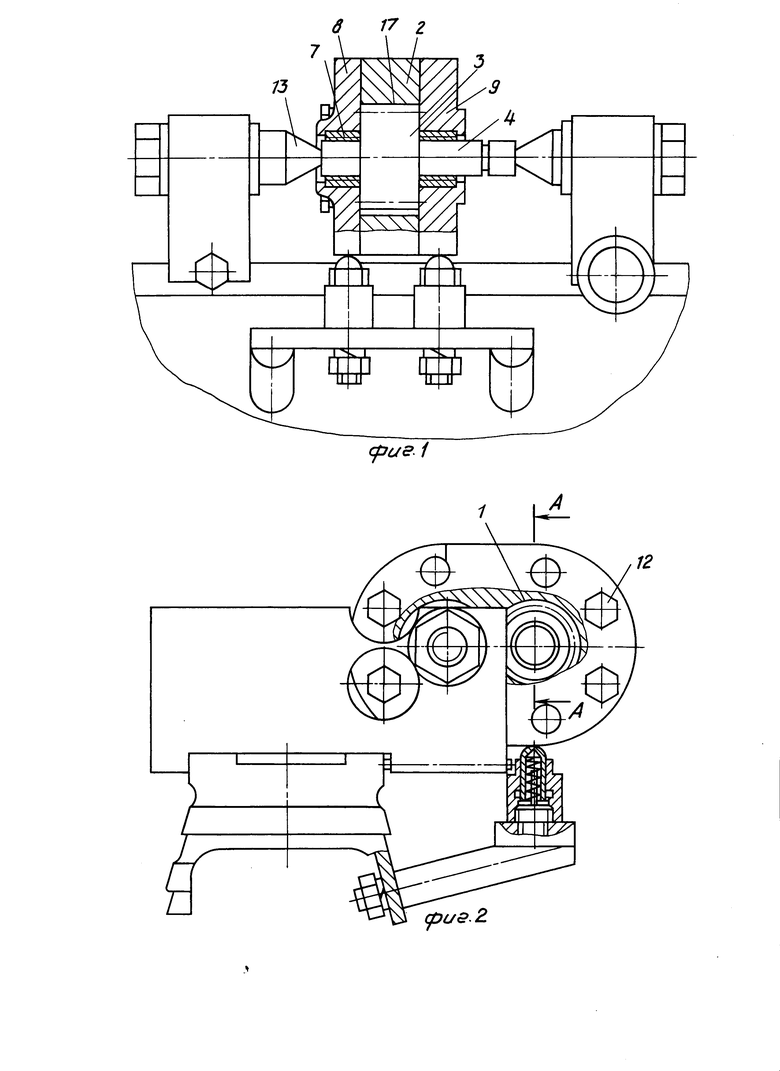
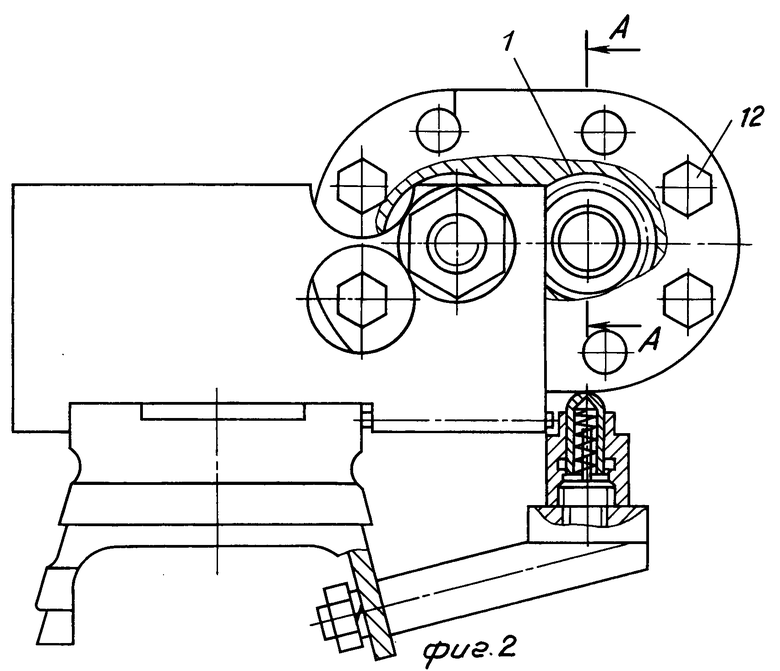
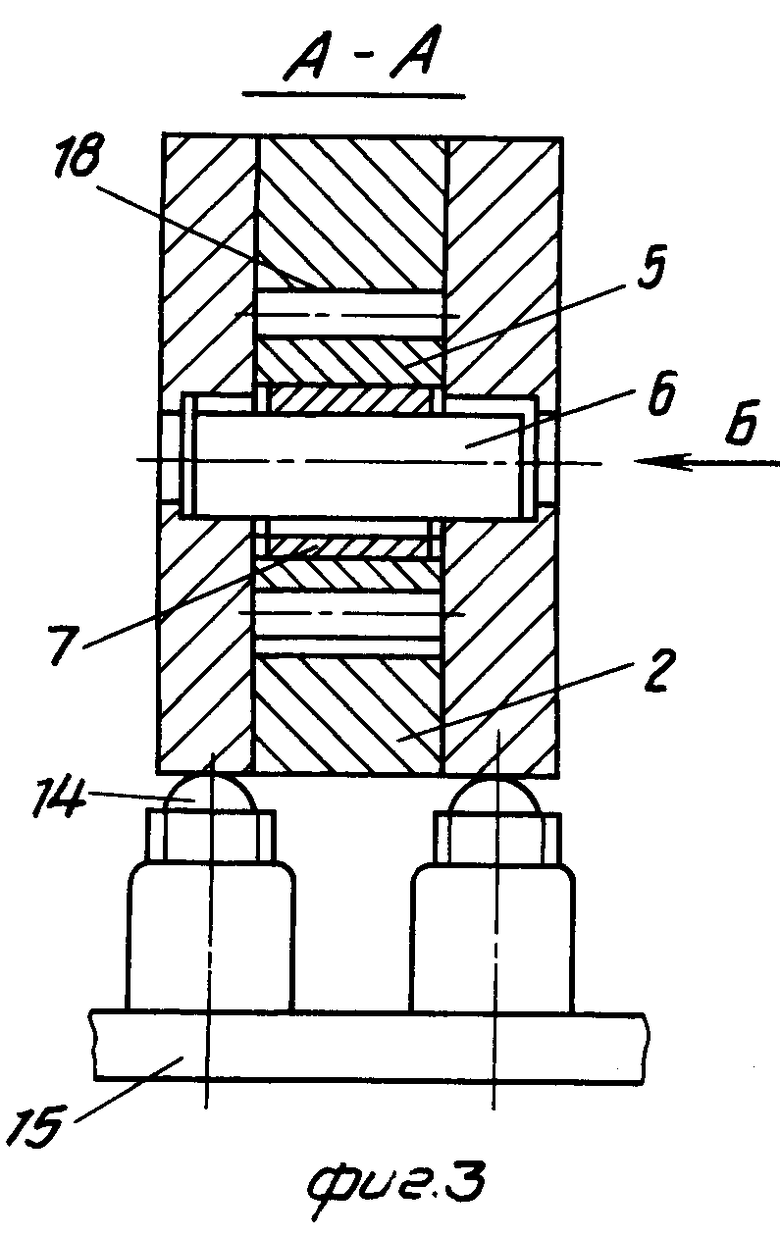
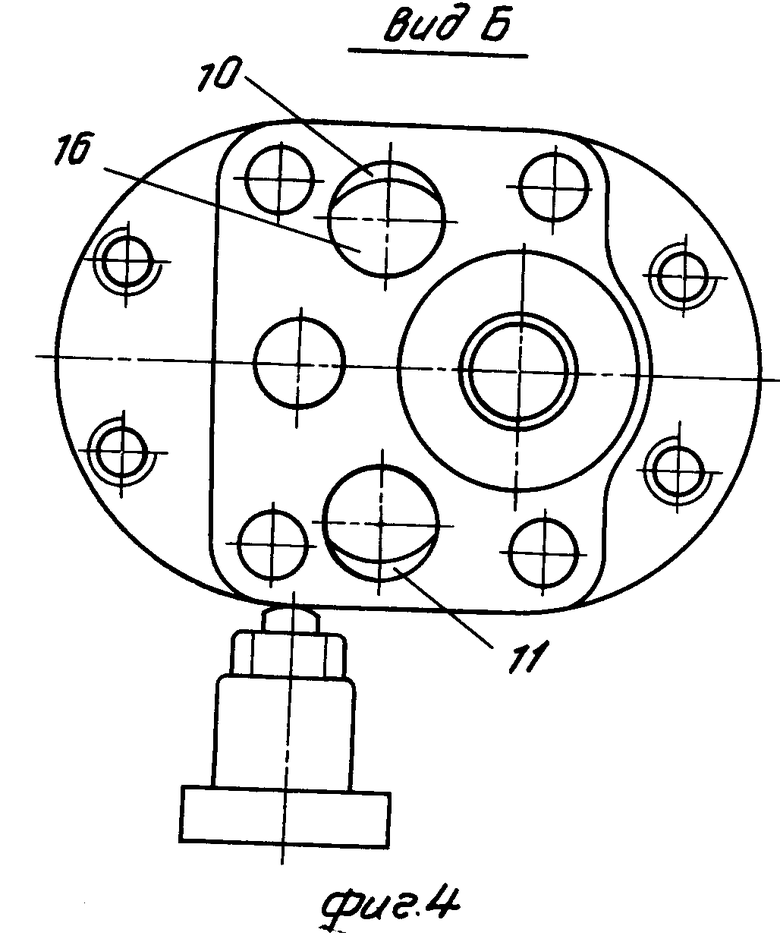
На фиг. 1 изображена схема размещения предварительно собранного насоса в приспособлении для окончательной его сборки; на фиг. 2 приспособление для сборки насоса, вид сбоку; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 вид по стрелке Б на фиг. 3 (расположение входного и выходного отверстий в приспособлении для сборки).
Предлагаемый способ может быть реализован при сборке шестеренного насоса, в цилиндрических расточках 1 корпуса 2 содержащего ведущую шестерню 3, выполненную совместно с цапфами 4, и ведомую шестерню 5, расположенную на оси 6. Концы цапфы 4 и ось 6 помещены в подшипниковые втулки 7, установленные в расточках крышек 8 и 9, имеющих входное 10 и выходное 11 отверстия.
Технология способа состоит в следующем.
В цилиндрических расточках 1 корпуса 2 размещают ведущую 3 и ведомую 5 шестерни, причем ведущую шестерню 3 цапфами 4 устанавливают в подшипниковых втулках 7, ведомую шестерню 5 устанавливают подшипниковой втулкой 7 на оси 6, концы которой устанавливают в расточках крышек 8 и 9. Крышки 8 и 9 с корпусом 2 скрепляют болтами 12, затем собранный насос с незатянутыми болтами закрепляют за ведущую шестерню 3 в центрах 13 приспособления для сборки, а крышками 8 и 9 со стороны ведомой шестерни 5 опирают на подпружиненные элементы 14, закрепленные на неподвижной поверхности 15.
Приложив усилие к корпусу 2 со стороны входной полости 16, приводят его в сопряжение с венцами 17 и 18 ведущей 3 и ведомой 5 шестерен, обеспечивая контакт цапф 4 ведущей шестерни 3 и оси 6 ведомой шестерни 5 с расточками под них в крышках 8 и 9, и в таком положении окончательно затягивают болты.
Технико-экономические преимущества заявляемого способа сборки шестеренного насоса в сравнении с существующим способом заключается в том, что повышается надежность и долговечность работы насоса за счет исключения перекосов торцев шестерен относительно поверхностей крышек и корпуса благодаря более равномерному контакту цапф ведущей шестерни и оси ведомой шестерни с подшипниками скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ | 1992 |
|
RU2066791C1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1992 |
|
RU2037658C1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1992 |
|
RU2037657C1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1992 |
|
RU2056534C1 |
| Шестеренная гидромашина | 1986 |
|
SU1397625A1 |
| Шестеренная гидромашина | 1991 |
|
SU1779783A1 |
| НАСОС ШЕСТЕРЕННЫЙ | 1997 |
|
RU2155881C2 |
| Шестеренная гидромашина | 1990 |
|
SU1716195A1 |
| Шестеренная гидромашина | 1986 |
|
SU1355761A1 |
| Шестеренная гидромашина | 1990 |
|
SU1707245A1 |
Сущность изобретения: для предварительной сборки в цилиндрических расточках корпуса размещают ведущую и ведомую шестерни. Ведущую шестерню цапфами устанавливают в подшипниках скольжения крышек, ведомую - подшипниковой втулкой на оси. Концы оси устанавливают в расточках крышек. Для окончательной сборки насос с незатянутыми болтами зацепляют за ведущую шестерню в центрах приспособления для сборки, крышками со стороны ведомой шестерни опирают на подпружиненные элементы, закрепленные на неподвижной поверхности приспособления. Затем, приложив усилие к корпусу со стороны входной полости, приводят его в сопряжение с венцами зубьев обеих шестерен и окончательно затягивают болты. 4 ил.
СПОСОБ СБОРКИ ШЕСТЕРЕННОГО НАСОСА, состоящий из окончательной и предварительной сборки, последняя из которых заключается в том, что в цилиндрических расточках корпуса размещают ведущую и ведомую шестерни, причем ведущую шестерню цапфами устанавливают в подшипниках скольжения крышек, а ведомую шестерню подшипниковой втулкой на оси, концы которой, в свою очередь, устанавливают в расточках крышек, отличающийся тем, что окончательная сборка заключается в том, что предварительно собранный насос с незатянутыми болтами закрепляют за ведущую шестерню в центрах приспособления для сборки, а крышками со стороны ведомой шестерни опирают на подпружиненные элементы, закрепленные на неподвижной поверхности приспособления, затем, приложив усилие к корпусу со стороны входной полости, приводят его в сопряжение с венцами зубьев обеих шестерен и в таком положении окончательно затягивают болты.
| Шестеренная гидромашина | 1986 |
|
SU1397625A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
