Изобретение относится к неразрушающему контролю и может быть использовано в различных отраслях промышленности.
Известно устройство для ультразвукового контроля детали, имеющей сложную криволинейную поверхность [1]
Наиболее близким по технической сущности и достигаемому результата к изобретению является устройство для ультразвукового контроля деталей, имеющих контролируемую поверхность, заключающийся в том, что измеряют эхо-импульсы ультразвуковых колебаний в контролируемую деталь через слой промежуточной среды под заданным углом ввода, принимают эхо-импульсы с помощью зонда, сканируют луч ультразвуковых колебаний по заранее заданной траектории вдоль контролируемой поверхности, воспроизводят эхо-импульсы и выявляют эхо-импульсы, отраженные от дефекта в изделии [2]
Недостатком данного способа является низкое качество из-за возможного пропуска дефектов, расположенной в так называемой зоне "акустической тени", создаваемой отдельными конструктивными элементами изделия.
Цель изобретения повышение качества контроля за счет уменьшения зоны акустической тени.
Это достигается за счет выбора таких плоскостей сканирования, которые не перпендикулярны образованием обратного отражения, создающего акустическую тень, а луч ультразвуковых колебаний располагают в пределах выбранной плоскости сканирования. Луч ультразвуковых колебаний может быть расположен последовательно в серии выбранных плоскостей сканирования, в серии дополнительных плоскостей сканирования, пересекающих выбранные плоскости сканирования, последние могут быть расположены перпендикулярно выбранным плоскостям. При реализации способа может быть использован сфокусированный луч, а в качестве промежуточной среды вода. Вариантом способа является выполнение относительного сканирования зонда и детали для перемещения пучка лучей по заданной траектории. При относительном сканировании детали и зонда зонд сохраняют в совокупности фиксированных положений и деталь перемещают относительно зонда. Детали могут быть расположены на поворотном столе.
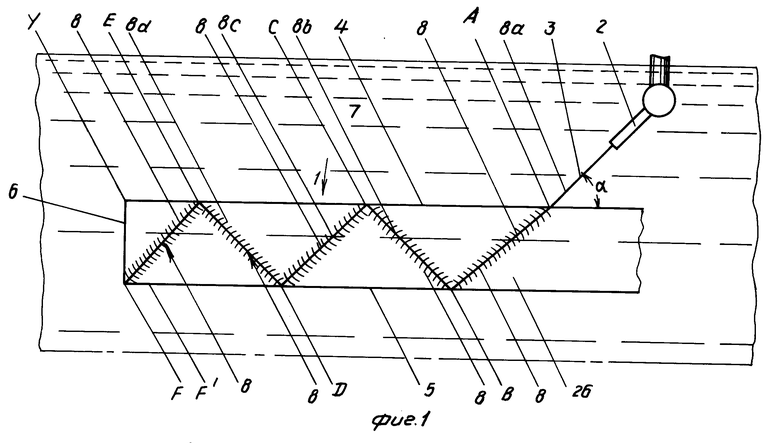
На фиг.1 схематическое изображение вида сбоку прямоугольной пластинообразной детали, подвергаемой контролю; на фиг.2 аксонометрическое изображение иммерсионной ванны с поворотным столом, снабженным кондуктором и зажимным приспособлением.
Деталь 1 представляет собой плоскую прямоугольную пластину. Зонд 2 предназначен для излучения в изделие пучка ультразвуковых импульсов 3. Деталь имеет контролируемую поверхность 4, противоположную нижнюю поверхность 5 и торцовую стенку 6. Позицией 7 изображена промежуточная среда 7, позиция 8 волна, генерируемая зондом 2, которая входит в деталь в точке А. Позиции 9, 10, 11, 12 трансформированная в изделии волна 8. 26 боковая стенка.
Устройство для контроля содержит водонепроницаемый бак 13, имеющий прямоугольную конфигурацию с основанием 14, вертикальными боковыми стенками 15, 16, 17, 18, 19 смотровое окно для визуального наблюдения, 20 ось вращения бака. Бак 13 установлен на центральной стойке 21, закрепленной в подшипнике 22 с водонепроницаемым уплотнением и содержащей шкив, на котором установлен приводной ремень, приводимый в движение электродвигателем.
Верхние края стенок бака образуют направляющие, по которым перемещаются каретки 24 и 25 регулируемой ультразвуковой поисковой установки 26. Пара мостовых элементов 27 соединяет каретки 24 и 25 и служит для крепления приводной коробки 28, в которой смонтирован стержень 29 для крепления зонда. Зонд 2 установлен на нижнем конце стержня 29 при помощи универсального шарнирного соединения. 30, 31 продольная ось зонда; 32 коробка регулирования; 33 кабели.
Способ реализуется следующим образом. Контролируемая деталь 10 зондом 2 излучает эхо-импульсы ультразвуковых колебаний 8 через слой промежуточной среды 7 под заданным углом ввода, принимают отраженные волны 9, 10, 11, 12 с помощью зонда.
Сканируют луч ультразвуковых колебаний (пучок импульсов) 3 по заранее заданной траектории вдоль контролируемой поверхности 4, воспроизводят эхо-импульсы и выявляют импульсы, отраженные от дефекта в изделии. Плоскости сканирования выбирают таким образом, что они не перпендикулярны образованию обратного отражения, создающего акустическую тень, а луч ультразвуковых колебаний 3 располагают в пределах выбранных плоскостей.
Вариант способа заключается в том, что осуществляют относительное сканирование детали 1 и зонда 2 для перемещения пучка лучей 3 по заданной траектории. Контролируемые детали располагают на поворотном столе 21 и при зафиксированном положении зонда перемещают относительно него контролируемые детали. После того как каждая деталь пройдет под зафиксированным зондом, его передвигают в следующее фиксированное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| Способ ультразвукового томографического контроля изделий | 1990 |
|
SU1817019A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184374C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвукового контроля поверхности трубопровода | 1991 |
|
SU1824574A1 |

Изобретение относится к неразрушающему контролю и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества контроля за счет сокращения зоны акцентической тени. Это достигается выбором соответствующих плоскостей сканирования. 10 з.п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4567145, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
