Изобретение относится к конвейерным лентам для рукавно-ленточных транспортных установок с овальным поперечным сечением.
Известна рукавно-ленточная транспортная установка, в которой рукавная по форме замкнутая конвейерная лента имеет овальное поперечное сечение, обеспечиваемое соответствующим размещением поддерживающих и направляющих роликов. Благодаря направлению замкнутой конвейерной ленты в форме овального поперечного сечения должны быть исключены нежелательные скручивания, которые могут возникнуть при прохождении кривых в установке. При контролируемом направлении замкнутой путем прилегания друг к другу краевых зон конвейерной ленты направляющие ролики могут быть установлены так, что область наложения краев конвейерной ленты всегда перекрывается одним из них [1]
Известна конвейерная лента для рукавно-ленточных транспортных установок, содержащая уложенные в резине или подобных резине пластмассах текстильные и/или металлические усиливающие вкладки, при этом лента в поперечном направлении имеет пять зон: среднюю зону, симметрично охваченную двумя боковыми зонами, и две краевые зоны, которые расположены в рукавно-ленточной транспортной установке с образованием рукавного поперечного сечения в замкнутом состоянии [2]
Рациональное овальное направление конвейерной ленты должно устранять нежелательное скручивание на пути транспортирования. Овальное поперечное сечение замкнутой конвейерной ленты обеспечивается конструктивным выполнением поддерживающих и направляющих роликов. Благодаря соответствующему размещению поддерживающих и направляющих роликов может быть достигнута любая форма овальности до классического эллипса. Замкнутая в рукав конвейерная лента принудительно прокладывается после своего складывания в рукав с овальной формой поперечного сечения через направляющие устройства, выполненные в виде поддерживающих и направляющих роликов. Однако нежелательное скручивание конвейерной ленты не может быть полностью устранено.
Задача изобретения создание конвейерной ленты, которая после принятия лентой овального поперечного сечения может хорошо направляться на конвейерную линию для устранения нежелательного скручивания.
Средняя жесткая зона конвейерной ленты охватывается граничными боковыми зонами, имеющими меньшую жесткость к поперечному изгибу. Эти боковые зоны образуют в замкнутом состоянии конвейерной ленты в виде рукава готовые к изгибу боковые зоны и способствуют тому, что лента принимает в поперечном сечении овальную форму, потому что краевые зоны, присоединяемые к боковым зонам, образуют область перекрытия, которая снова становится жесткой к поперечному изгибу из-за соединения с фрикционным сцеплением краевых зон конвейерной ленты. Гибкие при изгибе боковые зоны позволяют получать меньшие радиусы изгибов, так что без большого сопротивления может быть получено овальное или эллипсное поперечное сечение конвейерной ленты.
Противолежащие средняя зона и зона перекрытия соединены друг с другом двумя гибкими боковыми зонами. Это расположение зон делает возможным активное направление замкнутой конвейерной ленты, так как конвейерная лента благодаря своей конструкции в поперечном сечении легко принимает овальную форму. Предопределенная расположением транспортирующих и направляющих роликов позиция овала принимается замкнутой конвейерной лентой без скручивания, так как она благодаря своей конструкции имеет по периметру различное сопротивление и поэтому сама склонна к обеспечиваемому транспортными и направляющими роликами положению овала, тем самым возможно активное направление конвейерной ленты в желательные позиции.
В одном из вариантов выполнения образуются присоединяемые к боковым зонам краевые зоны, каждая из которых является более жесткой на изгиб, чем боковые зоны, таким образом, появляется возможность создания конвейерной ленты с большей шириной при хорошей направленности замкнутой конвейерной ленты.
В рациональном варианте выполнения жесткость на поперечный изгиб двух боковых зон составляет от 45 до 70% жесткости на поперечный изгиб средней зоны, а жесткость краевых зон соответственно составляет от 60 до 80% Расположенные симметрично к средней зоне краевые и боковые зоны благодаря выбору величин жесткости на поперечный изгиб в этих зонах выполнены оптимальными для получения овального поперечного сечения ленты.
В другом варианте выполнения жесткость на поперечный изгиб боковых зон составляет около 55% а жесткость на поперечный изгиб краевых зон около 65% жесткости на поперечный изгиб средней зоны. Этот выбор величин жесткости на поперечный изгиб подтвержден на практике.
В другом варианте выполнения краевые зоны по всей своей поперечной зоне выполнены более жесткими, чем боковые зоны.
В другом варианте выполнения наружный участок краевой зоны имеет меньшую жесткость на поперечный изгиб, чем участок краевой зоны, соседний с боковой зоной, благодаря чему свободно набегающие края конвейерной ленты укладываются в обычно замкнутый корпус конвейерной ленты в форме рукава.
Склонность ленты к образованию овального поперечного сечения улучшается благодаря продольным участкам отдельных поперечных зон ленты. Длина средней зоны составляет от 20 до 40% сумма длин двух боковых зон от 15 до 25% а сумма длин двух краевых зон от 40 до 60% общей ширины конвейерной ленты. Длина поперечного сечения средней зоны составляет 30% сумма длин двух боковых зон 20% а сумма длин двух краевых зон 50% всей ширины ленты.
В предпочтительном варианте выполнения поперечное сечение ленты в средней зоне имеет слой ткани, над которым находится другой слой ткани, который проходит до обеих краевых зон. Создание зон с различной жесткостью на изгиб может быть достигнуто тем, что краевые зоны могут быть дополнительно усилены. По ширине краевых зон расположены проволочные тросы, передающие тяговые усилия. В зоне, где перекрываются проволочные тросы и входящие в краевые зоны слои ткани, достигается повышение жесткости на поперечный изгиб по отношению к жесткости боковых зон. Благодаря этому может отсутствовать другое дополнительное усилие краевых зон.
Чтобы свободные края краевых зон сделать более гибкими для лучшего прилегания к остальной части ленты, верхний слой ткани только частично входит в краевую зону.
Предлагаемая конвейерная лента для рукавно-ленточной транспортной установки легко может складываться в виде рукава с образованием овального поперечного сечения. Выполненные для прохода ленты с овальным поперечным сечением механические направляющие устройства предназначаются только для направления и фиксации овального поперечного сечения ленты и больше не служат для принудительного удержания конвейерной ленты в ее овальном поперечном сечении. Вследствие этого повышается срок службы конвейерной ленты и улучшаются ее направляющие возможности по всему пути транспортирования. Кроме того, достигается увеличение направляющих усилий. Из-за неравномерной поперечной жесткости конвейерной ленты последняя принимает овальную форму, которая обеспечивает хорошее направление замкнутой конвейерной ленты без нежелательного ее скручивания.
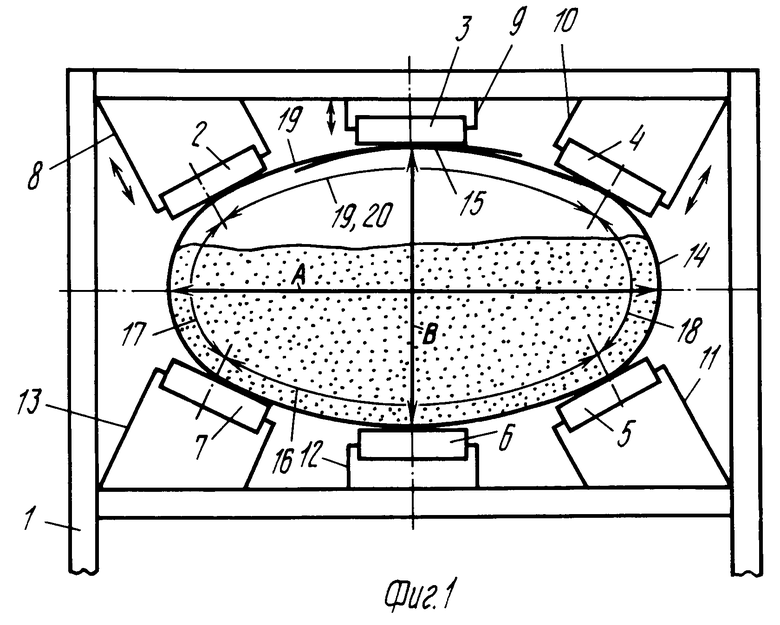
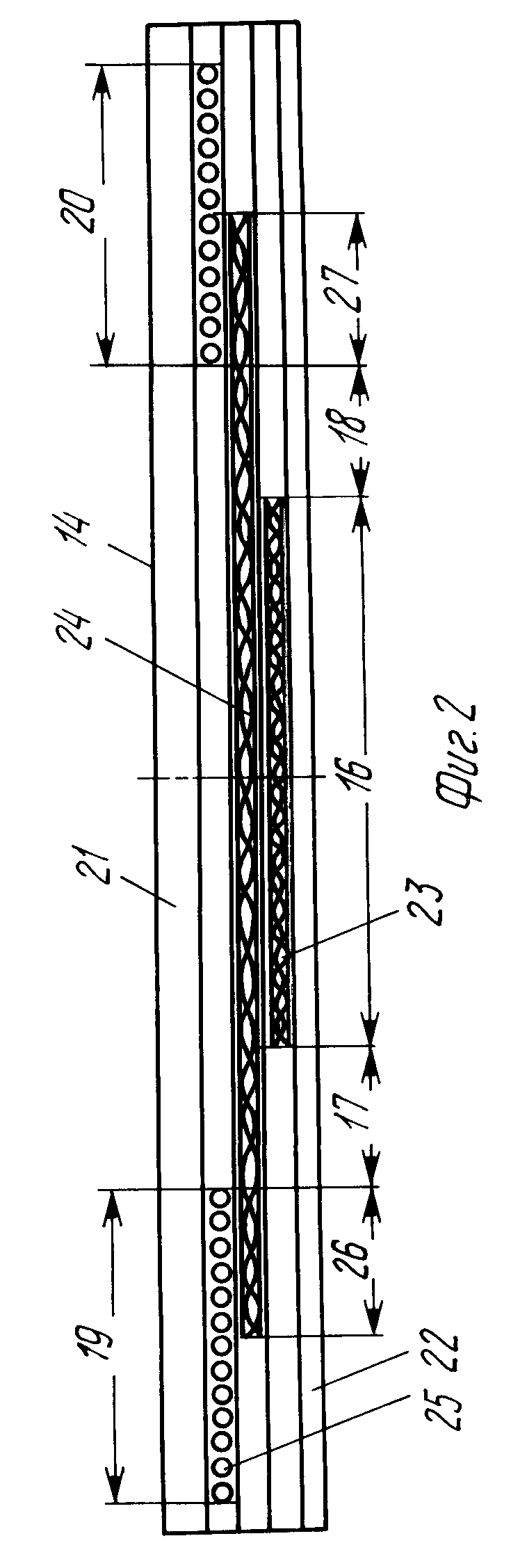
На фиг. 1 показана верхняя ветвь свернутой в виде рукава конвейерной ленты с овальным поперечным сечением; на фиг. 2 плоско уложенная конвейерная лента, поперечное сечение.
Рукавно-ленточная транспортная установка (фиг. 1) имеет стационарно закрепленные на раме 1 поддерживающие и направляющие ролики 2-7, которые удерживаются в соответствующих держателях 8-13. С целью регулировки поддерживающие и направляющие ролики 2-7 внутри держателей радиально смещены в направлении конвейерной ленты 14. Благодаря смещению отдельных или всех поддерживающих и направляющих роликов 2-7 может быть получена любая овальность и любая позиция конвейерной ленты 14. Конвейерная лента 14 замкнута в форме рукава с образованием овального поперечного сечения, причем ее зона 15 перекрытия закрывается направляющим роликом 3.
Овальность конвейерной ленты 14 определяется ее горизонтальной основной осью A и ее малой осью B. Засыпка из закрываемого транспортируемого материала заполняет поперечное сечение ленты приблизительно на 3/4.
Относительно поперечного сечения конвейерная лента 14 имеет нижнюю жесткую на изгиб среднюю зону 16. Присоединяющиеся к ней с двух сторон боковые зоны 17 и 18 овального транспортного ленточного рукава проходят под малыми радиусами изгиба и переходят в соответствующие краевые зоны 19 и 20, которые снова проходят при больших радиусах изгиба. Краевые зоны 19 и 20 конвейерной ленты 14 проходят друг над другом в зоне 15 перекрытия замкнутой в виде рукава конвейерной ленты 14.
На фиг. 2 показана плоскоуложенная конвейерная лента 14. В выполненной из слоев резины эластомерной матрице конвейерной ленты 14, которая сверху и снизу ограничена резиновыми закрывающими пластинами 21 и 22, в центре уложен слой 23 ткани, с помощью которого образуется средняя зона 16. Выше слоя 23 ткани имеется при прокладке обычных слоев адгезионной резины, наложенных на ткань, дополнительный слой 24 ткани, который проходит на большей ширине. В двух краевых зонах 19 и 20 уложено несколько лежащих продольно-параллельно рядом друг с другом проволочных тросов 25, чтобы передавать тяговые усилия. Слой 24 ткани оканчивается приблизительно на половине соответствующего слоя тросов 25.
Благодаря этой конструкции создаются различные зоны с разной жесткостью на поперечный изгиб. К средней зоне 16 присоединяются короткие боковые зоны 17 и 18, в которых имеется лишь второй слой 24 ткани в качестве усиливающей вкладки. К двум боковым зонам 17 и 18 присоединяются краевые зоны 19 и 20, которые снова разделены на два различных участка. Во внутренних, обращенных к боковым зонам 17 и 18, участках 26 и 27 лежат друг над другом слой 24 ткани и слой тросов 25 и образуется участок с большей жесткостью на поперечный изгиб, чем жесткость на поперечный изгиб в боковых зонах 17 и 18. Наружный участок краевых зон 19 и 20 имеет только слой тросов 25, так что здесь жесткость на поперечный изгиб меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУКАВНАЯ ЛЕНТОЧНАЯ ТРАНСПОРТНАЯ УСТАНОВКА | 1987 |
|
RU2067962C1 |
| СОЕДИНЕНИЕ ДВУХ КОНЦОВ КОНВЕЙЕРНОЙ ЛЕНТЫ ИЛИ РЕМНЯ | 1991 |
|
RU2081358C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР И КОНВЕЙЕРНАЯ ЛЕНТА ДЛЯ НЕГО | 1992 |
|
RU2102302C1 |
| КОНВЕЙЕРНАЯ ЛЕНТА ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА И ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1990 |
|
RU2026802C1 |
| ТРАНСПОРТНАЯ УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВКИ ДОБЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2691467C1 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО КОНВЕЙЕРНОЙ ЛЕНТЫ ДЛЯ ТРУБЧАТОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2412886C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ МАТЕРИАЛА С КОНВЕЙЕРНОЙ ЛЕНТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2505471C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1997 |
|
RU2175631C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С НИЖНЕЙ ГРУЗОНЕСУЩЕЙ ВЕТВЬЮ ЛЕНТЫ | 1992 |
|
RU2044681C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР И СПОСОБ ЕГО ПЕРЕМЕЩЕНИЯ | 2017 |
|
RU2744793C2 |
Использование: в рукавно-ленточных транспортных установках. Сущность изобретения: конвейерная лента содержит уложенные в резине или подобных резине пластмассах текстильные и/или металлические усиливающие вкладки, при этом лента в поперечном направлении имеет пять зон, среднюю зону, симметрично охваченную двумя боковыми зонами, и две краевые зоны, которые расположены в рукавно-ленточной транспортной установке с образованием рукавного поперечного сечения в замкнутом состоянии. Лента имеет жесткость на поперечный изгиб в боковых зонах меньше, чем в средней зоне. При этом обе краевые зоны в замкнутом рабочем состоянии расположены с образованием между собой участка перекрытия, а с остальными зонами - овального поперечного сечения. Лента на участке перекрытия имеет большую жесткость на поперечный изгиб, чем в боковых зонах. 10 з.п.ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
