Изобретение относится к производству формованных изделий и может быть использовано в технологии сборного железобетона, тонкой керамики, порошковой металлургии и других областях промышленности, связанных с формованием упруговязких материалов.
Известен способ непрерывного формования плит, включающий приложение нагрузки к формуемому материалу и выдержку его под нагрузкой. При этом выдержку материала ведут при изменяющейся нагрузке.
Недостатком известного способа является то, что он не позволяет получить материал высокоплотной и высокопрочной структуры с заранее заданными свойствами с учетом реальных реологических характеристик исходного формуемого материала.
Целью изобретения является устранение указанных недостатков. Достигается это тем, что в способе непрерывного формования упруговязких материалов, включающем приложение нагрузки и выдержку материала под нагрузкой, выдержку осуществляют при достигнутой постоянной нагрузке до завершения релаксации напряжения в формуемом материале посредством воздействия прокатной формующей ленты, выполненной с горизонтальным участком, расположенным за зоной формования.
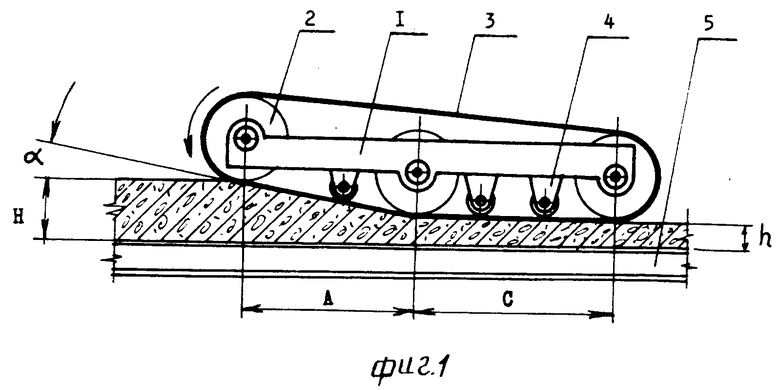
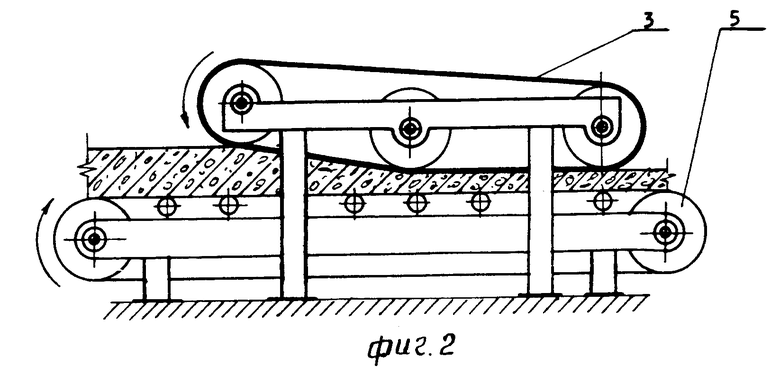
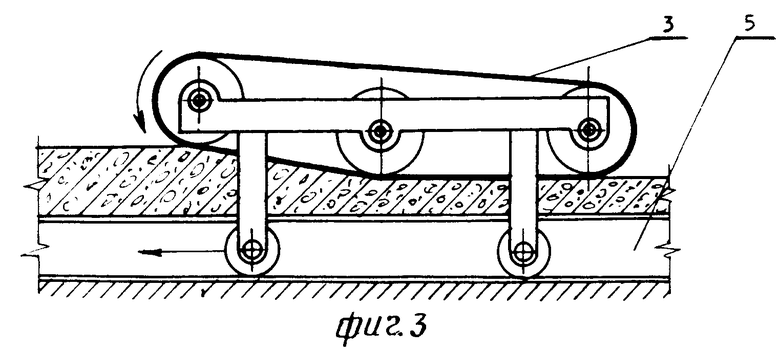
На фиг. 1 изображена принципиальная схема устройства для реализации способа; на фиг. 2 принципиальная схема установки при конвейерном формовании; на фиг. 3 принципиальная схема установки при стендовом формовании.
Рабочий орган устройства для реализации способа состоит из каретки (передвижной или стационарной), на опорной раме 1 которой на разных расчетных уровнях в подшипниковых узлах установлены прокатные валки 2. Прокатные валки накрыты бесконечной прокатной формующей лентой 3. Для предотвращения прогиба формующей ленты под действием упругих сил напряжения, возникающих при формовании, на опорной раме устанавливаются упорные ролики 4 или любые другие устройства аналогичного назначения. Один из крайних прокатных валков является приводным и обеспечивает равномерное движение формующей ленты с заданной скоростью.
Формуемый материал располагают на основании 5, которое может быть подвижным и неподвижным в зависимости от схемы установки. Прокатные валки установлены на опорной раме таким образом, что нижняя рабочая ветвь формующей ленты образует два следующих друг за другом без разрыва участка участок активного формования А, с углом атаки α и горизонтальный участок стабилизации С, т. е. расположенный за зоной формования. Угол атаки α наклонного участка активного формования принимается расчетным путем из условия обеспечения последовательного непрерывного одноосного вертикального сжатия материала до расчетного напряженного состояния с одновременным удалением защемленного в материале воздуха. Длина участка активного формования принимается расчетным путем из условия обеспечения необходимого соотношения между толщиной отформованного изделия и высотой слоя неуплотненного исходного материала, от которого зависит величина развиваемого при формовании давления.
Горизонтальный участок стабилизации является зоной релаксации напряжений в отформованном изделии и стабилизации его структуры без дополнительного механического воздействия на материал.
Длина участка стабилизации выбирается из условия прохождения отформованным изделием этого участка в течение времени, не меньшем чем период релаксации напряжений и определяемым экспериментально для каждого конкретного материала.
Деструктивное воздействие на отформованное изделие в зоне стабилизации упругих сил последействия предотвращается обеспечением требуемой жесткости (отсутствие прогиба формующей ленты, особенно на переходном участке от зоны формования к зоне стабилизации). Отсутствие сдвиговых напряжений в течение всего процесса формования обеспечивается правильным выбором скоростей движения рабочих органов конкретных установок, в которых применяется формующее устройство для осуществления данного способа. При конвейерном производстве (фиг. 2), когда каретка формующего устройства неподвижна, должно быть обеспечено равенство линейных скоростей формующей ленты конвейера (или скоростей передвижения форм). При стендовом производстве (фиг. 3), когда каретка формующего устройства должна перемещаться вдоль стенда, должно быть обеспечено равенство линейных скоростей движения формующей ленты и перемещения каретки.
Работа по данному способу формования осуществляется следующим образом.
Исходный формовочный материал (бетонная смесь или др.) укладывают на основание 5 или на несущую ленту конвейера с расчетной толщиной неуплотненного слоя смеси Н. При включении привода прокатной формующей ленты 3 устройства формуемый материал, проходя в процессе формования в зазоре между формовочной лентой 3 и основанием 5, подвергается последовательному непрерывному одноосному сжатию до расчетного напряженного состояния и затем без разрыва во времени и пространстве выдержке без дополнительного механического нагружения на период релаксации напряжений и стабилизации структуры материала в отформованном изделии. При этом выдержку осуществляют при достигнутой постоянной нагрузке до завершения релаксации напряжения в формуемом материале посредством воздействия ленты данного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования тестообразной массы | 1989 |
|
SU1722357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2013 |
|
RU2597083C1 |
| Гипсопрокатный стан | 1974 |
|
SU541668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2013 |
|
RU2541387C1 |
| Способ изготовления декоративной ленты стекла | 1980 |
|
SU876558A1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ РОМАНИТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЭЛЕМЕНТ УЗЛА ТРЕНИЯ | 2001 |
|
RU2201431C2 |
| Устройство для формования профилированных стеклоизделий | 1978 |
|
SU899502A1 |
| СПОСОБ ФОРМОВАНИЯ ПРОФИЛЯ НЕПРЕРЫВНОЙ ДЛИНЫ ИЗ ПЕНОПОЛИСТИРОЛА | 2004 |
|
RU2263579C1 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU917908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКИХ БЕТОННЫХ ИЗДЕЛИЙ С ОРГАНИЧЕСКИМ НАПОЛНИТЕЛЕМ | 1999 |
|
RU2148053C1 |
Использование: для непрерывного формования упруговязких материалов в технологии сборного железобетона, тонкой керамики, порошковой металлургии и других областях промышленности. Сущность изобретения: способ формования упруговязких материалов, например, бетонной смеси, включает приложение нагрузки и выдержку материала под нагрузкой, которую осуществляют при достигнутой постоянной нагрузке до завершения релаксации напряжения в формуемом материале посредством воздействия на материал прокатной формующей ленты, выполненной с горизонтальным участком, расположенным за зоной формования. 3 ил.
СПОСОБ НЕПРЕРЫВНОГО ФОРМОВАНИЯ УПРУГОВЯЗКИХ МАТЕРИАЛОВ, например бетонной смеси, включающий приложение нагрузки и выдержку материала под нагрузкой, отличающийся тем, что выдержку осуществляют при достигнутой постоянной нагрузке до завершения релаксации напряжения в формуемом материале посредством воздействия прокатной формующей ленты, выполненной с горизонтальным участком, расположенным за зоной формования.
| Установка для непрерывного формования плит | 1986 |
|
SU1411147A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
