Изобретение касается блока клетей прокатного стана с большим числом консольно закрепленных валков для высокоскоростной прокатки. Под высокоскоростной прокатной здесь подразумевается скорость прокатки 120-140 м/с или более с профилями, имеющими диаметр от 5,5 до 6,6/7 мм или аналогичным.
Клети прокатного стана, к которым относится изобретение, известны под названием высокоскоростные блоки и содержат большое число пар консольно закрепленным валков и расположенных между клетями камеры охлаждения, при этом оси пар повернуты поочередно на 90о друг к другу, чтобы обрабатывать овальный профиль, круглый профиль и т.д.
Клеть в соответствии с изобретением, например, содержит от шести до десяти чередующихся пар валков, закрепленных консольно. Эти клети имеют источник, обеспечивающий движение, и один или два передаточных вала, передающих движение ко всем парам валков. Один вал передает движение к парам валков, имеющих, например, горизонтальную ось, тогда как другой вал передает движение к парам валков, имеющим, например, вертикальную ось.
Степень обжатия в отношении между одной парой валков и следующей заранее устанавливается, в результате чего скорость вращения двух пар удерживает катаный материал под небольшим натяжением между парами.
Однако не известны клети прокатного стана указанного типа, которые были бы способны обрабатывать катаный материал обычного круглого профиля, имеющего диаметр от 5,5 до 6,5/7 мм, или аналогичной формы со скоростью свыше 120 м/с и предпочтительно 140 м/с и более.
При работе в указанных режимах, например, на блоке клетей, имеющему десять пар чередующихся консольно закрепленных валков, имеет место значительное увеличение температуры в катаном материале, а поэтому невозможно в действительности достигнуть высоких скоростей в существующих высокоскоростных блоках.
Изобретение обеспечивает достижение указанных скоростей на высокоскоростных блоках, обрабатывающих соответствующие профили.
В соответствии с изобретением быстроохлаждающая камера расположена сразу же после пары валков, обрабатывающих круглые профили, и после каждой пары промежуточных валков, обрабатывающих круглые профили.
После такой охлаждающей камеры желательно размещать камеру выравнивания или стабилизации температуры с тем, чтобы предотвратить поступление катаного материала на первую пару валков (обрабатывающих овальные профили), имеющего холодный поверхностный слой и горячую сердцевину.
Кроме того, длина охлаждающей камеры и длина камеры стабилизации температуры коррелируются соответственно со скоростью катаного материала от пары валков, обрабатывающих круглые профили.
Длина обеих камер становится постепенно больше.
В соответствии с исследованиями и экспериментами, проведенными с целью уменьшения размеров высокоскоростного блока размеров, которые зависят от диаметра общего передаточного вала или валов, и с целью повышения гибкости высокоскоростного блока предусмотрен дополнительный двигатель ниже за первой парой валков, что создает первую и вторую секции в самом высокоскоростном блоке.
Этот дополнительный двигатель приводит в действие первые две, четыре или шесть пар валков, общий передаточный вал (или валы) которых соединен с аналогичным передаточным валом (или валами) остальных пар валков.
В соответствии с вариантом механическое соединение между двумя секциями высокоскоростного блока включает разъемное соединение, которое обеспечивает независимое использование пар валков первой секции и/или второй секции.
При прокатке заданных сплавов или сверхсплавов и, в частности, заданных типов сталей, передний конец катаного материала имеет тенденцию к раздвоению и создает большие трудности в его направлении после четвертой пары валков.
Поэтому предусмотрено в качестве варианта размещение летучих ножниц после четвертой пары валков, обрабатывающих круглый профиль, и перед пятой парой валков, обрабатывающих овальный профиль, которые обрезают передний или направляющий конец катаного материала, им удаляют этот конец.
Кроме того, предусмотрено размещение ножниц возле выхода круглого калибра или рядом с входом овального калибра.
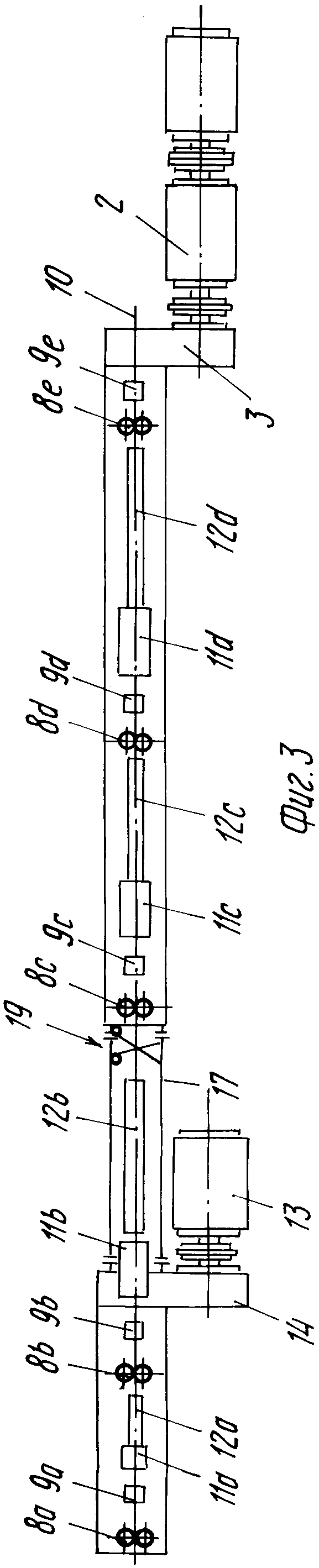
На фиг. 1 схематически представлен предложенный высокоскоростной блок; на фиг. 2 высокоскоростной блок, разделенный на две секции; на фиг. 3 высокоскоростной блок, разделенный на две секции, снабженный промежуточными летучими ножницами; на фиг. 4 высокоскоростной блок, вертикальное сечение; на фиг. 5 высокоскоростной блок в зоне соединения первой и второй секции, вид спереди.
Высокоскоростной блок 1 содержит, например, один или более двигателей 2, передающих движение через коробку передач 3 первому зубчатому колесу 4, взаимодействующему с вторым зубчатым колесом 5, которое вращает два общих вала 6.
Общие валы 6 проходят через весь высокоскоростной блок 1 и передают движение к узлам 7, которые приводят в действие, поддерживают и размещают пары валков 8 и 9.
Пары валков 8 и 9 имеют все более увеличивающуюся периферийную скорость вращения, в результате чего последняя пара 9 вращается с максимальной скоростью порядка от 120 до 140 м/с или больше, когда профили имеют диаметр от 5,5 до 6,5/7 мм.
Пары валков 8 служат для прокатки овальных профилей, а пары валков 9 предназначены для прокатки круглых профилей.
Показанный пример предназначен для десяти пар чередующихся консольно закрепленных валков 8 и 9. Ось прокатки обозначена цифрой 10.
В соответствии с изобретением первая камера 11 охлаждения и вторая камера 12 стабилизации температуры установлены в строгом соответствии между парой валков 9, обрабатывающих круглые профили, и парой валков 8, обрабатывающих овальные профили, и ниже за каждой парой промежуточных валков 9.
Длина камер 11 и 12 является функцией отклонения катаного материала от пары валков 9, обрабатывающих круглые профили, а для случая камер стабилизации температуры 12 является также функцией градиента охлаждения, воздействующего на катаный материал в камере 11.
В соответствии с вариантом на фиг. 2 вспомогательный двигатель 13 установлен за четвертой парой валков 9 и приводит в действие первые четыре пары валков 8а-9а-8в-9в через коробку передач 14.
Соответствующие общие валы двух секций 15 и 16 высокочастотного блока 1 благодаря включению валов 17 соединяют две секции.
Соединение 18 может устанавливаться на валу 17 и отсоединяться с целью разъединения секции 15а от секции 16в, делая их сразу же независимыми.
Размещение коробок передач 3 и 14 в головной и хвостовой секциях зависит от конструкции.
В соответствии с вариантом на фиг. 3 летучие ножницы 19, предназначенные для отрезания переднего конца катаного материала, проходящего через них, установлены между четвертой парой валков 9 и пятой парой валков 8.
Будет очевидно, что никакого нарушения физической непрерывности не может быть между охлаждающей камерой 11 и камерой 12 стабилизации температуры. Более того, камера 12 стабилизации температуры может также иметь охлаждающие функции.




Использование: для высокоскоростной прокатки круглых профилей. Сущность изобретения: двигатель приводит в действие по крайней мере один общий вал, который передает движение большому числу пар валков, оси которых поочередно располагаются перпендикулярно друг другу, включая от шести до десяти пар валков, катанный материал поддерживающий в натяжении между одной парой валков и следующей парой, охлаждающая камера и следующая за ней камера выравнивания температуры установлены между парой валков, обрабатывающей круглые сечения, и парой валков, обрабатывающей овальные сечения, причем длина охлаждающей камеры является по крайней мере функцией скорости прокатки пары валков, установленных до этой камеры охлаждения, которая постепенно становится длиннее в направлении подачи прокатанного материала.1 с. и 3 з.п ф-лы. 5 ил.
| Выложенная заявка ФРГ N 3039101, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
