Изобретение относится к производству фасонных профилей корытообразного сечения, а именно к конструкциям ножей ножниц холодной резки с верхним резом, предназначенных для порезки профилей преимущественно швеллерного типа, и может быть использовано в ножницах холодной резки сортового проката на участках отделки сортовых прокатных станов.
Известен инструмент параллельных ножниц, выполненный в виде двух ножей с передними углами γ равными нулю, и углом резания δ верхнего подвижного ножа, равным 90о [1]
Недостатком известного инструмента является снижение качества реза из-за смятия фланцев профиля при порезке.
В качестве прототипа принят инструмент параллельных ножниц для резки фасонных профилей корытообразного сечения, выполненный в виде двух ножей с режущей кромкой нижнего неподвижного ножа, идентичной соответствующему контуру поперечного сечения разрезаемого профиля [2]
Недостатком известного инструмента является снижение качества реза из-за образования наплывов на фланцах профиля. Указанные наплывы образуются во время третьей стадии процесса резания скалывания (отрыва) оставшейся неразрезной части сечения, происходящей после первых двух стадий: вмятия ножей в металл и собственно резания (сдвига металла по плоскости резания).
Цель изобретения повышение качества реза.
Задача изобретения состоит в предотвращении образования наплывов на фланцах профиля на стадии скалывания неразрезанной части сечения профиля путем компенсации факторов, вызывающих эти наплывы.
Поставленная цель достигается тем, что в инструменте параллельных ножниц для резки фасонных профилей корытообразного сечения, выполненном в виде двух ножей с передними углами γ равными нулю, режущей кромкой нижнего неподвижного ножа, идентичной соответствующему контуру поперечного сечения разрезаемого профиля, и углом резания δ верхнего подвижного ножа, равным 90о, нижний неподвижный нож выполнен с отношением заднего угла α к углу резания δ равным α/δ 0,06 0,20.
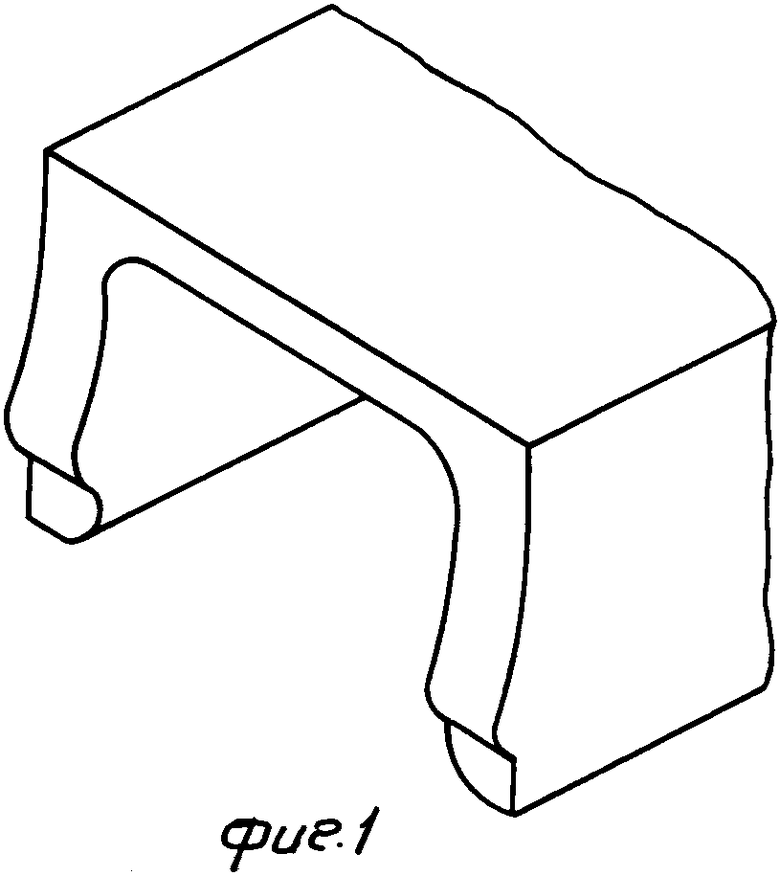
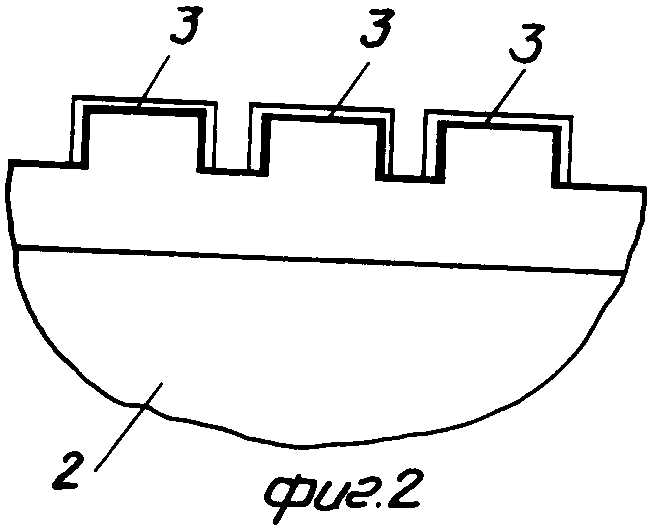
На фиг.1 представлена форма наплыва, образующегося при разрезании швеллерного профиля известным инструментом ножниц; на фиг.2 профиль нижнего неподвижного ножа (вид спереди) для порезки швеллерного проката; на фиг.3 взаимное расположение верхнего и нижнего ножей (вид сбоку), где αв 0 и αн 5 15о задние углы; δв 90о и δ н75-85о углы резания; γв=γн 0 передние углы, соответственно, верхние и нижние.
Инструмент параллельных ножниц с верхним резом для резки фасонных профилей корытообразного сечения выполнен в виде верхнего подвижного 1 и нижнего неподвижного 2 ножей, режущие кромки которых параллельны плоскости М-М, перпендикулярной плоскости реза N-N, т.е. с передними углами, равными нулю γв= γн 0. Режущая кромка нижнего неподвижного ножа 2 идентична контуру поперечного сечения разрезаемого профиля 3. Угол реза δв верхнего подвижного ножа 1 выполнен равным 90о, в этом случае задний угол αв верхнего ножа равен нулю, а его боковая кромка совпадает с плоскостью реза N-N.
Угол резания δ н нижнего неподвижного ножа 2 выполнен равным 75.85о, при этом его задний угол αн между его боковой кромкой и плоскостью реза N-N составляет 5.15о. Принимая во внимание то, что γ н= 0, а αн+γн+ δн 90о, отношение заднего угла αн к углу резания δн в этом случае составляет αн/δн 0,06. 0,20.
Процесс резания металла на параллельных ножницах условно можно разделить на три этапа: вмятие ножей в металл; собственно резание, скалывание оставшейся неразрезанной части сечения.
На стадии резания металл профиля упрочняется по мере проникновения ножей в его сечение. Упрочнение металла при разрезке стенки фасонного профиля не сказывается сколь-нибудь значительно на качестве резки. При резке же фланцев профиля по мере его упрочнения металла создаются условия для отклонения боковой грани верхнего ножа 1 от плоскости реза N-N.
Указанное отклонение в случае выполнения задних углов равными нулю αв=αн 0 приведет к образованию на торцовой поверхности фланцев профиля наплывов, снижающих качество реза, в частности, и готового проката в целом.
Выполнение нижнего ножа с отношением αн/δн 0,06.0,20, т.е. при αн+δн 90о с задним углом αн равным 5.15о и углом резания δн равным 75.85о, компенсирует факторы, снижающие качество реза: упрочнение металла в зоне плоскости реза и вызванное этим отклонение боковой кромки верхнего ножа от этой плоскости, а также некоторое отклонение разрезаемого профиля от плоскости М-М, перпендикулярной плоскости реза, на стадии вмятия ножей в металл.
Выполнение нижнего ножа с отношением αн/δн < 0,06, т.е. при αн< 5о, а δн > 85о не позволит полностью компенсировать указанные факторы, и качество реза будет неудовлетворительным из-за образования упомянутых наплывов. Выполнение же нижнего ножа с отношением αн/δн > 0,20, т.е. при αн > 15о, а δн < 75о, с одной стороны, снизит стойкость нижнего ножа из-за опасности скола его режущей кромки в зоне, близкой к плоскости реза N-N, с другой стороны, также ухудшает качество реза из-за непредсказуемости направления скола оставшейся неразрезанной части сечения фланцев у их вершин.
Заявленный инструмент опробован на участке отделки проката, оборудованного параллельными ножницами с верхним резом, непрерывного мелкосортно-проволочного стана 320-150, в процессе проведения экспериментальных исследований, направленных на повышение качества реза. Исследования выполнялись с соблюдением критериев подобия при порезке швеллера N 6, 5 горячекатаного и термически упрочненного из углеродистой стали, позволяющим охватить заявляемыми диапазонами углов нижнего ножа "легкую" часть сортамента фасонных профилей корытообразного сечения, в частности, швеллеров N 5-10 с различными характеристиками механических свойств (горячекатаных и термоупрочненных).
Анализ результатов исследований показал, что при порезке мелких горячекатаных профилей нижний нож следует выполнять с отношением αн/δн ближе к нижней границе заявляемого диапазона, т.е. с αн/δн ближе к 0,06; при порезке более крупных профилей, в том числе, термически упрочненных отношение αн/δн стремится к верхней границе заявляемого диапазона, т.е. αн/δн ->> 0,20.
Так, выполнение нижнего ножа с αн < 5о, а δн > 85о или с отношением αн/δн < 0,06 при порезке горячекатаного швеллера N 5 не позволит компенсировать упрочнение металла в зоне плоскости реза и приведет к образованию наплывов на торцовой поверхности фланцев профиля, ухудшающих товарный вид готового проката.
Выполнение нижнего ножа с отношением αн/δн > 0,20, т.е. с αн > 15о, а δн < 75о при порезке термически упрочненного швеллера N 10 приведет к быстрому выходу из строя нижнего ножа по причине скола его режущей кромки в зоне плоскости реза N-N, а при порезке горячекатаных швеллеров может ухудшить качество реза из-за отклонения направления скола на третьей стадии процесса резания от плоскости реза в ту или другую сторону.
Выполнение нижнего ножа с отношением αн/δн 0,06 (углы αн 5о, а δн 85о) целесообразно при порезке мелких горячекатанных профилей, а с отношением αн/δн 0,20, т.е. с углами αн= 15о, а δн=75о при порезке крупных термически упрочненных фасонных профилей корытообразного сечения мелкосортной части сортамента этих профилей.
Эксперименты показали, что оптимум отношения углов αн/δн при порезке горячекатаного швеллера N 6,5 составляет 0,097, т.е. αн= 8o; δн 82о.
Таким образом, реализация предлагаемого технического решения за счет выполнения нижнего ножа с отношением углов αн/δн 0,06 0,20 позволяет повысить качество реза, обеспечивая плоскую поверхность торца проката фасонного профиля корытообразного сечения за счет компенсации ряда факторов, вызывающих образование наплывов на торцах фланцев при разрезке.
Реализация предложения в условиях стана 320/150 БМЗ позволит уменьшить количество вторых сортов и брака при производстве швеллеров на 5-8%
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножи летучих ножниц для резки сортового проката | 1990 |
|
SU1794001A3 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2003 |
|
RU2249495C1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РЕЗКИ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2070485C1 |
| Способ разделения гнутых швеллеров и инструмент летучих ножниц для его осуществления | 1988 |
|
SU1597253A1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2001 |
|
RU2209710C2 |
Использование: производство фасонных профилей корытообразного сечения, конструкции ножей ножниц холодной резки с верхним резом, преимущественно профилей швеллерного типа. Сущность изобретения: инструмент параллельных ножниц с верхним резом для резки фасонных профилей корытообразного сечения содержит подвижный верхний 1 и неподвижный нижний 2 ножи, их режущие кромки которых параллельны плоскости, перпендикулярной плоскости реза, а передние углы равны нулю. Режущая кромка нижнего ножа 2 идентична контуру поперечного сечения разрезаемого профиля 3. Угол резания подвижного верхнего ножа 1 выполнен равным 90°. Отношение заднего угла нижнего ножа 2 к его углу резания составляет 0,06 0,20. 3 ил.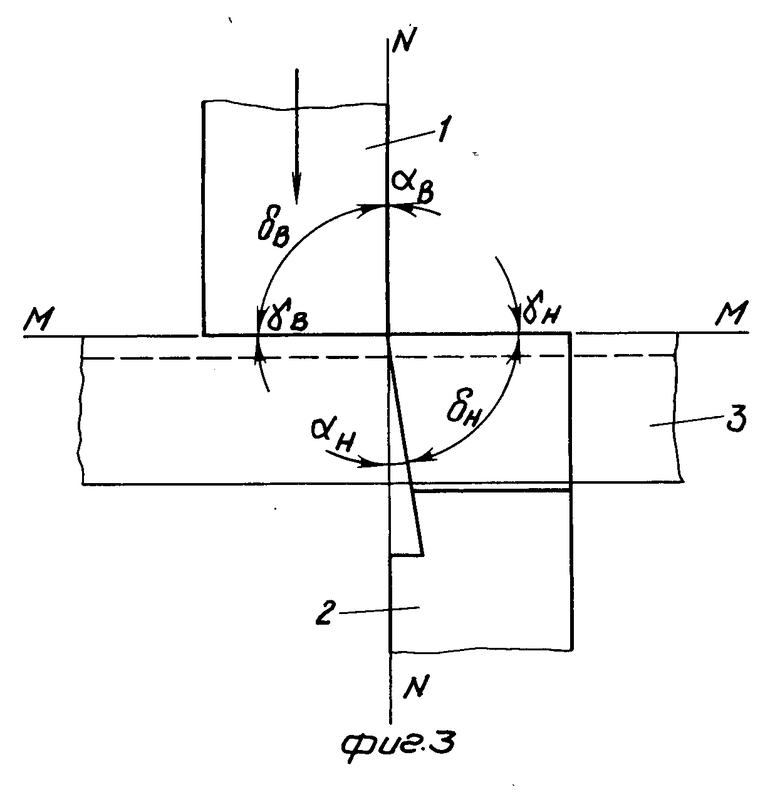
ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ для резки фасонных профилей корытообразного сечения, содержащий верхний подвижный и нижний ножи, при этом режущая кромка нижнего ножа идентична контуру поперечного сечения разрезаемого профиля, отличающийся тем, что, с целью повышения качества, нижний нож выполнен с отношением заднего угла к углу резания, равным 0,06 0,20, и установлен неподвижно, верхний подвижный нож выполнен с углом резания 90o, при этом оба ножа выполнены с передними углами, равными нулю.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU271245A1 |

