Изобретение относится к листопрокатному производству и предназначено для использования на летучих ножницах барабанного типа при резе концевых участков раската широкополосных станов горячей прокатки.
Известен способ управления скоростным режимом барабанных летучих ножниц при резе концевых участков раската широкополосного стана горячей прокатки, в котором задание на окружную скорость барабанов ножей синхронизировано со скоростью промежуточного рольганга при резе переднего конца раската и со скоростью окалиноломателя при резе заднего конца (Производство проката в листопрокатном цехе N 3 (стан 2000) АО Новолипецкий металлургический комбинат (АО НЛМК). Технологическая инструкция ТИ 106-ПГЛ. 3-01-96. Липецк, 1996, 71 с. ). Обычно коэффициент синхронизации постоянен и равен 1.03, т.е. можно считать, что окружная скорость ножниц всегда, независимо от типоразмера, на 3% выше скорости раската. Недостатком этого способа является наличие при резе продольных динамических усилий. Эти продольные усилия, например на широкополосном стане 2000, достигают значительных величин (до 100 т) и приводят к поломке оборудования, строительных фундаментов самих летучих ножниц и смежного с ними чистового окалиноломателя. Появление продольных усилий вызвано неравенством в процессе реза горизонтальной составляющей скорости ножей со скоростью раската. При этом, в связи с изменением в процессе реза раската угла положения ножа, горизонтальная составляющая скорости ножа в зависимости от толщины и ширины раската изменяется на величину свыше 10% от момента начала реза (первый контакт раската с двумя ножами) до момента окончания реза (последний контакт ножей друг с другом на участке ширины раската), равенство со скоростью раската нарушается и появляются продольные по отношению к раскату усилия, воздействующие на летучие ножницы и смежное с ними оборудование.
Известны летучие ножницы кривошипного типа для порезки гнутых профилей с механизмом выравнивания скоростей ножей (Белоусов А.Ф. и др. Летучие ножницы с механизмом выравнивания скоростей ножей. Сталь, 1988, N 6, с. 54-56). В данном устройстве, воздействуя на углы поворота кулис кривошипных валов, в зависимости от толщины разрезаемого профиля, в начале реза выравнивают скорость профиля и горизонтальную составляющую скорости ножей. Недостатком способа, действующего в данном устройстве, является невозможность его реализации на летучих ножницах барабанного типа, применяемых перед чистовыми клетями широкополосных станов горячей прокатки. Кроме того, так как обычно данные барабанные ножницы имеют шевронные ножи для реза переднего конца раската и наклонный нож для реза заднего конца, расчет угла реза только в зависимости от толщины раската для синхронизации скоростей без учета ширины будет приводить к невысокой точности равенства скоростей раската и ножей (невязка свыше 10%), что вызовет появление продольных динамических усилий на летучие ножницы и смежное с ними оборудование.
В заявляемом способе управления скоростным режимом барабанных летучих ножниц при резе концевых участков раската широкополосного стана горячей прокатки решается задача снижения продольных усилий летучих ножниц и смежного с ними оборудования, возникающих в процессе реза из-за различия скоростей раската и ножниц. Данная задача решается путем определения задания на окружающую скорость ножа в начале реза, как полусумму скоростей ножа в первой точке контакта двух ножей с раскатом (начало реза) и последней точке контакта ножей друг с другом на участке ширины раската (конец реза), причем расчет производят из условия равенства скорости раската и горизонтальных составляющих окружных скоростей ножа в начальной и конечной точках реза в зависимости от толщины и ширины раската.
На фиг. 1 показан продольный разрез очага реза переднего (а) и заднего (б) концов раската летучими ножницами широкополосного стана, на фиг. 2 - поперечный разрез очага реза в момент начала реза раската, на фиг. 3 в момент конца реза.
Верхний и нижний барабаны летучих ножниц имеют по два ножа: первая пара для реза переднего конца раската 1 (фиг. 1,а) шевронные ножи 2 и 3 на обоих барабанах, вторая пара для реза заднего конца раската (фиг. 1,б) косой нож 4 на верхнем барабане и прямой 5 на нижнем. В плане обычно ножи для реза заднего конца раската прямые, а для реза переднего конца шевронные. На фиг. 1 показан профиль ножей в вертикальной плоскости. Для каждой пары ножей имеются свои наибольшие радиусы верхнего и нижнего барабанов до режущей кромки ножей RВ и RН, наименьшие радиусы rВ и rН соответственно, а также уклоны ножей: для пары переднего реза βв (RВ-кВ)/L у верхнего ножа 2 и βн (RН-rН)/L у нижнего ножа 3, для верхнего гильотинного ножа реза 4 заднего конца раската уклон равен βв(RВ-rВ)/2L, где L длина ножа.
При резе как переднего, так заднего концов раската 1 первым с металлом начинает контактировать верхний нож 2 или 4. В процессе своего дальнейшего движения верхний нож изгибает конец раската вниз относительно ролика промежуточного рольганга перед ножницами при резе переднего конца или относительно ролика после ножниц при резе заднего конца раската.
Из-за того, что профиль верхнего ножа 2 для реза переднего конца шевронный, его первый контакт с раскатом начинается независимо от ширины полосы B в сечении наибольшего радиуса барабана RВ по середине ножа.
Процесс реза переднего конца раската 1 начинается в момент первого контакта нижнего ножа 3 летучих ножниц с раскатом (фиг. 2) в сечении наибольшего радиуса RН нижнего барабана по середине нижнего ножа. Угловая координата этой точки нижнего барабана (угол начала реза) αн.п. равна:
где А межцентровое расстояние барабанов, h толщина раската.
Окончанием реза раската (фиг. 3) является последняя встреча верхнего и нижнего ножей на участке ширины раската B, когда концевой участок раската гарантированно отделен от основной части раската. При резе переднего конца раската шевронными ножницами, в случае отсутствия смещения раската с оси прокатки, такая встреча ножей происходит одновременно в сечения обеих боковых кромок раската. Радиусы верхнего и нижнего барабанов в данных сечения зависят от ширины раската и соответственно равны: RВ- βв •B и RН- βн •B, а угловая координата нижнего барабана при окончании реза (угол конца реза) переднего конца αк.п. равна:
Из-за того, что профиль верхнего ножа 4 для реза заднего конца косой (фиг. 1), первый контакт с раскатом начинается в сечении наибольшего радиуса верхнего ножа на ширине полосы боковой кромке полосы со стороны привода. Радиус верхнего барабана в этом сечении равен RВ- βв •(L-B).
Процесс реза заднего конца раската 1 начинается с момента первого контакта нижнего ножа 5 с раскатом. При этом угловая координата нижнего ножа (угол начала реза) αн.з. зависит как от толщины h, так и от ширины раската B:
Окончание реза заднего конца раската происходит при последней встрече ножей 4 и 5 на участке ширины раската в сечении боковой кромки раската со стороны обслуживания. Радиус верхнего барабана ножниц в этом сечении равен RВ- βв •(L+B), а угол конца реза для заднего конца равен:
В процессе реза любого концевого участка раската горизонтальная составляющая скорости режущих кромок ножей летучих ножниц по длине реза изменяется от v
vн.л/н= vp•cosαн, (5)
а в конце реза -
vк.л/н= vp•cosαк. (6)
Но изменение окружной скорости летучих ножниц непосредственно в процессе реза технически затруднено из-за скоротечности процесса реза (порядка 0.04-0.1 c), поэтому, в соответствии с предлагаемым способом, задание на скорость ножниц Vл/н определяют как полусумму оптимальных окружных скоростей в начале реза из выражения (5) и в конце реза из выражения (6):
vл/н= vp/2•(1/cosαн+1/cosαк). (7)
Тогда при резе переднего конца раската, с учетом величин углов реза из выражения (1) и (2), задание на скорость летучих ножниц равно:
При резе заднего конца, с учетом (3) и (4), задание на скорость летучих ножниц, по предлагаемому способу, должно быть равно:
Пример конкретного выполнения способа.
Барабанные летучие ножницы перед чистовой группой широкополосного стана 2000 имеют следующие конструктивные параметры: межцентровое расстояние барабанов А=1200 мм, радиусы барабанов по режущим кромкам ножей: для пары ножей 2 и 3 переднего реза RВ=680 мм, rВ=640 мм и RН=600 мм, rН=580 мм, для пары ножей 4 и 5 реза заднего конца раската RВ=680 мм, rВ=615 мм и RН=600 мм, rН=600 мм, уклоны ножей: у пары шевронных ножей переднего реза βв =0.02 и βн0.01, у верхнего косого ножа заднего реза βв0.01625, нижний нож прямой. При подходе раската к летучим ножницам с помощью, например лазерного измерителя скорости, определяют скорость раската VР. Затем, на основе информации о толщине h и ширине B раската, рассчитывают по формуле (8) для реза переднего конца раската или по формуле (9) для заднего конца величину задания на окружную скорость барабана ножниц, как полусумму окружных скоростей ножа в первой точке начала реза и в последней точке конца реза из условия, заложенного в формулы (8) и (9), равенства скорости раската и горизонтальных составляющий скоростей ножей в этих крайних точках очага реза.
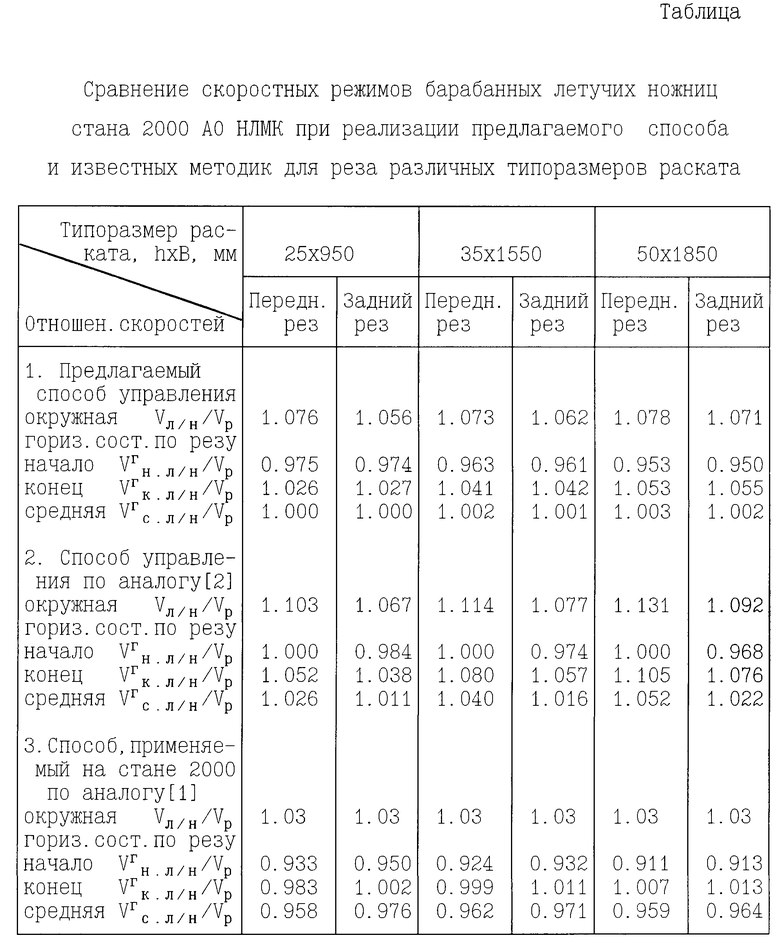
В таблице для нескольких типоразмеров раскатов приведены величины отношений со скоростью раската VР: задания на окружную скорость барабана VЛ/Н, горизонтальной составляющей скорости ножа в начале v
1). При реализации предлагаемого способа;
2). Аналога N 2: окружная скорость определяется для середины ножей в начале реза в зависимости только от толщины раската (без учета ширины);
3). Аналога N 1: методики, используемой на стене 2000 АО НЛМК в настоящее время: окружная скорость ножей в начале реза для всех типоразмеров на 3% выше скорости раската.
Из таблицы видно, что средняя по длине очага реза горизонтальная составляющая скорости ножа v
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1993 |
|
RU2044580C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ВКЛЮЧЕНИЯ ЛЕТУЧИХ НОЖНИЦ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА РЕЗ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА | 1997 |
|
RU2130364C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| СПОСОБ КОНТРОЛЯ ПЕРЕКОСА ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1998 |
|
RU2122474C1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |


Использование: изобретение относится к листопрокатному производству и предназначено для использования на летучих ножницах барабанного типа при резе концевых участков раската широкополосного стана горячей прокатки. Сущность изобретения: управление скоростным режимом барабанных летучих ножниц при резе концевых участков раската широкополосного стана горячей прокатки, заключается в измерении скорости раската для уменьшения величины продольных усилий в процессе реза, задание на окружную скорость ножа рассчитывают как полусумму скоростей ножа в первой точке контакта двух ножей с раскатом (начало реза) и последней точке контакта ножей друг с другом на участке ширины раската (окончание реза). Слагаемые этого расчета определяют из условия равенства скорости раската и горизонтальных составляющих окружных скоростей ножа в начальной и конечной точках реза с учетом толщины и ширины раската. 3 ил., 1 табл.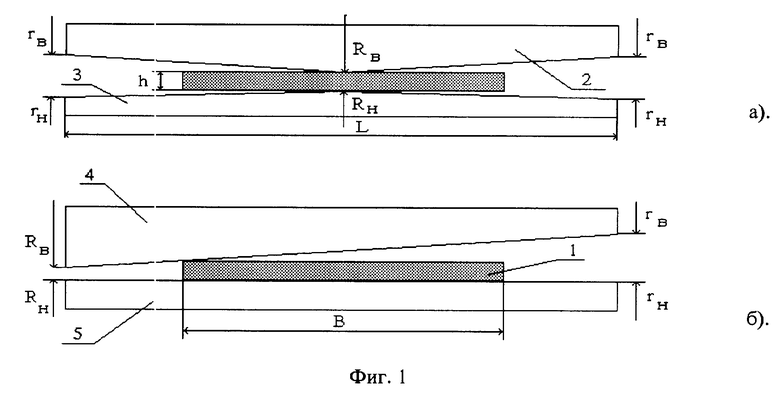
Способ управления скоростным режимом барабанных летучих ножниц при резе концевых участков раската широкополосного стана горячей прокатки, заключающийся в измерении скорости раската и определении задания на окружную скорость ножа в зависимости от толщины раската, отличающийся тем, что задание на скорость ножа рассчитывают как полусумму скоростей ножа в первой точке контакта двух ножей с раскатом и последней точке контакта ножей друг с другом на участке ширины раската, причем расчет производят из условия равенства скорости раската и горизонтальных составляющих окружных скоростей ножа в начальной и конечной точках реза с учетом ширины раската.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - Липецк, 1996, с.71 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Белоусов А.Ф | |||
| и др | |||
| Летучие ножницы с механизмом выравнивания скоростей ножей, Сталь, 1988, N 6, с.54 - 56. | |||

