Изобретение относится к области механической обработки металлов, конкретнее к резке металла ножницами с параллельно движущимися ножами, и может быть использовано для порезки фасонных профилей желобчатого сечения.
Известна конструкция комплекта ножей ножниц для резки фасонных профилей желобчатого сечения, содержащая пару ножей, один из которых имеет вогнутый, а другой - выпуклый режущий элемент. Форма режущих элементов ножей повторяет форму внутреннего и внешнего контуров разрезаемого фасонного профиля [1].
Недостаток известной конструкции комплекта ножей состоит в том, что при резке не исключается смещение разрезаемого профиля, искажение его геометрии в зоне реза. Это ведет к снижению выхода годного.
Известен также комплект ножей ножниц для порезки фасонных профилей желобчатого типа в виде многократно повторяющихся элементов трапециевидного сечения. Ножи комплекта имеют выпуклые и вогнутые режущие элементы, которые повторяют форму верхнего и нижнего контуров разрезаемого профиля [2].
При такой конструкции комплекта ножей также не исключены смещения и деформации разрезаемого фасонного профиля, что снижает выход годного.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является комплект ножей ножниц для порезки профиля желобчатого сечения. Верхний нож комплекта содержит последовательный ряд вогнутых режущих элементов, а нижний - последовательный ряд выпуклых режущих элементов [3] - прототип.
Недостатки известной конструкции комплекта ножей ножниц состоят в том, что при резке происходит искажение геометрии разрезаемого профиля, приводящее к снижению выхода годного.
Техническая задача, решаемая изобретением, состоит в повышении качества реза фасонных профилей и выхода их годного.
Для решения поставленной технической задачи в известном комплекте ножей ножниц для порезки фасонного профиля желобчатого сечения, содержащем ножи с выпуклым и вогнутым режущими элементами, согласно предложению по обеим сторонам от выпуклого режущего элемента выполнены выступы, высота которых равна 1-1,5 толщины соответствующей кромки фасонного профиля, при этом боковые стороны выступов перпендикулярны обращенным к ним сторонам выпуклого режущего элемента, а расстояние между основаниями выступов превышает ширину фасонного профиля на 4-10 мм.
Сущность изобретения поясняется чертежом, где изображен комплект ножей ножниц.
Комплект ножей состоит из верхнего ножа 1 с вогнутым режущим элементом 2 и нижнего ножа 3 выпуклым режущим элементом 4. По обе стороны от выпуклого режущего элемента 4 расположены выступы 5. Высота Нн каждого выступа 5 составляет 1-1,5 толщины Нп соответствующей кромки фасонного профиля 6. Боковые стороны выступов 5 перпендикулярны (α=90o) обращенным к ним сторонам выпуклого режущего элемента 4. Расстояние Вн между основаниями выступов превышает ширину Вп фасонного профиля на 4-10 мм.
Экпериментально установлено, что если высота Нн выступа будет меньше толщины кромки Нп, то не исключен изгиб профиля при резании, ухудшение качества реза, увеличение длины некондиционных участков. Увеличение Нн более 1,5 Нп нецелесообразно, так как утяжеляет нож, ведет к перерасходу материала на его изготовление, усложняет эксплуатацию и обслуживание.
Если расстояние между основаниями выступов Вн превышает ширину фасонного профиля Вп менее чем на 4 мм, то не исключается заклинивание профиля между выступами 5. Это ведет к застреванию и деформированию фасонного профиля, искажению его формы. При разности Вн и Вп более 10 мм выступы 5 перестают удерживать фасонный профиль в процессе резания, имеет место снижение качества реза и выхода годного.
Устройство работает следующим образом. Комплект ножей, состоящий из верхнего 1 и нижнего 3 ножей, закрепляют в ножницах с параллельно движущимися ножами. В зазор, образованный вогнутым 2 и выпуклым 4 режущими элементами, задают разрезаемый фасонный профиль 6 желобчатого сечения. Ножи 1 и 3 сводят до взаимного перекрытия. При этом вогнутый 2 и выпуклый 4 режущие элементы внедряются в разрезаемый металл. Фасонный профиль 6 желобчатого сечения от действующего на него усилия резания стремится распрямиться с увеличением ширины Вп. Боковые кромки фасонного профиля перемещаются в пределах зазоров 4-10 мм до упора в выступы 5, что приводит к фиксированию формы профиля 6. Поскольку высота Нн выступа 5 составляет 1-1,5 толщины кромки Нп, кромки не поднимаются выше уровня выступов 5, которые надежно сдерживают деформацию профиля 6 в допустимых пределах. Эта деформация фасонного профиля происходит в упругой области. После разделения разрезаемых частей и снятия усилия резания происходит упругое восстановление формы и размеров обоих разделенных торцов фасонного профиля.
Благодаря сохранению исходной формы фасонного профиля на обеих концах в зоне резания достигается повышение качества реза и выхода годного.
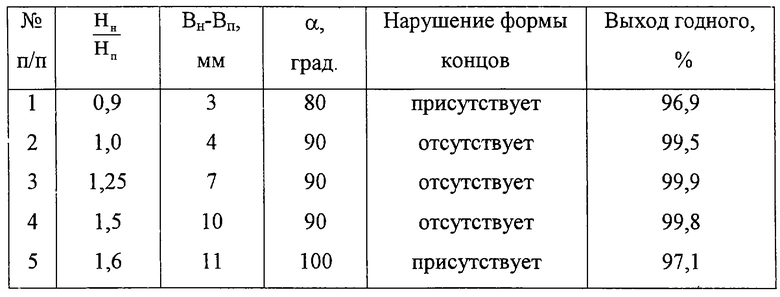
В таблице приведены варианты конструктивного выполнения комплекта ножей и показатели их эффективности.
Из таблицы следует, что при использовании комплекта ножей предложенной конструкции (варианты 2-4) достигается повышение качества реза фасонных профилей и выхода их годного. В случаях запредельных значений заявленных параметров (варианты 1 и 5) качество реза и выход годного снижаются. Также более низкие качество реза и выход годного зафиксированы при использовании устройства-прототипа.
Предложенный комплект ножей фиксирует фасонный профиль в процессе резания строго по оси ножниц, исключает появление остаточной деформации от действия усилия резания и искажения формы поперечного сечения в зоне резания (так как удерживает профиль между выступами 5 в заневоленном положении). Одновременно с этим исключается возможность заклинивания фасонного профиля в ножах вследствие того, что после завершения реза он упруго сокращается в пределах существующих зазоров, принимая первоначальную форму.
В качестве базового варианта при оценке эффективности предложенного комплекта ножей ножниц принято устройство-прототип. Использование предложенного устройства обеспечит повышение рентабельности производства фасонных профилей мерной длины на 5-7%.
Источники информации
1. И.С.Леонов и др. Ножницы для резки листового и сортового проката. М.: Металлургия, 1972, с.266-269.
2. Авт.св. SU 1007864, МПК B 23 D 25/00, 1983.
3. Патент RU 2102200, МПК B 23 D 25/04, 1998 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2003 |
|
RU2249495C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ ХОЛОДНОЙ РЕЗКИ ПРОКАТА | 2006 |
|
RU2333079C2 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ | 1992 |
|
RU2039638C1 |
| СПОСОБ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРИРОВАННЫХ ПОЛОС ТОЛЩИНОЙ 3 - 5 ММ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 2006 |
|
RU2313425C2 |
| Ножи летучих ножниц для резки сортового проката | 1990 |
|
SU1794001A3 |
Изобретение относится к области механической обработки металлов, в частности к резке металла ножницами с параллельно движущимися ножами, и может быть использовано для порезки фасонных профилей желобчатого сечения. Комплект ножей ножниц содержит ножи с выпуклым и вогнутым режущими элементами. Нож с выпуклым режущим элементом выполнен с расположенными по обе стороны последнего выступами, высота которых равна 1-1,5 толщины соответствующей кромки фасонного профиля, боковые стороны которых перпендикулярны обращенным к ним сторонам выпуклого режущего элемента и расстояние между основаниями которых превышает ширину фасонного профиля на 4-10 мм. Использование такого комплекта ножей ведет к повышению качества реза фасонных профилей. 1 ил., 1 табл.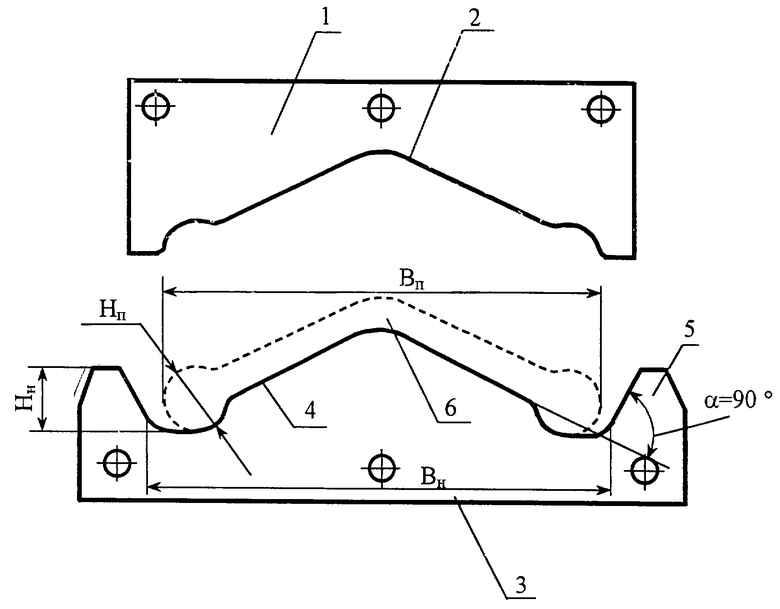
Комплект ножей ножниц для порезки фасонного профиля желобчатого сечения, содержащий ножи с выпуклым и вогнутым режущими элементами, отличающийся тем, что нож с выпуклым режущим элементом выполнен с расположенными по обе стороны последнего выступами, высота которых равна 1-1,5 толщины соответствующей кромки фасонного профиля, боковые стороны которых перпендикулярны обращенным к ним сторонам выпуклого режущего элемента и расстояние между основаниями которых превышает ширину фасонного профиля на 4-10 мм.
| ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ | 1992 |
|
RU2039638C1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 0 |
|
SU271245A1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ ИЗДЕЛИЙ С ФАСОННЫМ ПРОФИЛЕМ | 0 |
|
SU190169A1 |
| СПОСОБ ВОСПЛАМЕНЕНИЯ МЕТАТЕЛЬНОГО ЗАРЯДА В КАМОРЕ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ С БЕЗГИЛЬЗОВЫМ ЗАРЯЖАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348004C2 |

